磁測法測試鋼結構橋梁的焊接殘余應力
2010-08-16 03:03:14劉小渝
重慶交通大學學報(自然科學版) 2010年1期
關鍵詞:焊縫
劉小渝
(重慶交通大學土木建筑學院,重慶400074)
在大跨徑鋼結構橋梁中,構件由于受力大采用厚鋼板的情形越來越多;此外構件與構件間的連接接頭以及重要節點的節點板也由于其傳力大,越來越趨于采用厚鋼板,因而橋梁結構中的連接焊縫復雜,焊接完成后在焊縫區域和熱影響區產生的焊接殘余應力問題越來越突出。結構構件在制造過程中留下的殘余應力是產生變形和開裂等工藝缺陷的主要原因,將直接影響到焊接構件的疲勞強度、結構的剛度和穩定承載力[1-2]。因此在鋼結構橋梁的構件制作和現場安裝過程中,殘余應力的水平、性質及分布情況是設計、制造和使用者共同關心的問題,準確測定出構件的殘余應力就顯得十分重要。及時對焊接完成后的焊縫進行應力檢測,了解焊接殘余應力的大小及分布規律,一方面可為后續的消除殘余應力技術方案提供可靠的科學數據;另一方面對消除殘余應力工藝后的焊縫進行應力檢測,可掌握焊縫應力重分布情況,明確處理后的效果,對提高焊縫的疲勞強度、保證構件的制作質量、滿足結構的受力安全有著重要的意義。
1 殘余應力的主要測試方法
測量焊接殘余應力的方法按其對被檢測對象是否產生損傷分為有損法和無損法兩大類,有損法又稱為機械法測殘余應力,它是采用機械加工的手段,對被測構件進行部分解剖或完全剝離使被測構件上的殘余應力部分釋放或完全釋放,利用電阻應變計測出殘余應力的方法。常用的有盲孔法。無損法按其使用檢測手段不同,分為x射線衍射法、超聲聲彈性法和磁測法等。其中超聲聲彈性法只能測試高值殘余應力,目前還處于試驗研究階段。
盲孔法、x射線衍射法、磁測法3種方法都有測試速度較快,都能用于不均勻的應力場,但x射線衍射法由于儀器設備的復雜性只能用于實驗室,盲孔法和磁測法則因儀器的輕便性可用于實驗室和現場測試。盲孔法是采用在預測工件的表面中心鉆一小孔,使其產生局部應力釋放,再由黏貼在孔周的應變片感受出應變的變化,該應變稱為釋放應變,通過彈性力學公式可得到主應力值和方向角。
與盲孔法相比,磁測法在測量殘余應力時,對被檢測對象不造成任何破損,此外它能測出同一點在不同狀態下的應力情況。如超聲波沖擊等工藝處理前后的焊接殘余應力的變化情況,而且它既能測平面光滑試樣的應力又能測復雜形狀部位處(如各構造部件相交部位或角焊縫處等)的焊縫殘余應力。而盲孔法對于復雜部位的開孔則受到限制。
在鋼結構橋梁的焊縫中,測試殘余應力的目的是為了了解焊接殘余應力的大小,分布狀況,為后緒將開展的減小和消除殘余應力工藝及技術方案提供依據,并且在減小和消除殘余應力工藝處理后,再次進行測試,以了解焊接殘余應力重新分布的情況,評定工藝處理的效果,確認是否滿足結構受力要求。
2 殘余應力的磁測法
2.1 磁測法的測試原理
目前在我國應用的磁測法是一種無損檢測的方法,它的基本原理是,基于鐵磁性材料(如低碳鋼等)的磁致伸縮效應,即鐵磁性材料在磁化時會發生尺寸變化;反過來鐵磁體在應力作用下其磁化狀態(導磁率和磁感應強度等)也會發生變化,因此通過測量磁性變化可以測定鐵磁材料中的應力。當試樣內存在殘余應力時,也會使磁疇的移動和轉向均受阻而使磁化率減小,這種現象稱為磁彈性現象[3-5]。鐵磁性材料其導磁率的相對變化量與應力之間存在下列線性關系:
式中:Δμ為導磁率的變化量,Δμ =μ0-μσ(μσ為材料有應力時減小的導磁率);λ0為初始磁致伸縮系數;μ0為材料無應力狀態時的導磁率;σ為應力。
上式說明導磁率的相對變化量與應力成正比。通過傳感器和一定的電路將磁導率變化轉變為電流量(或電壓)的變化,建立應力和電流(電壓)的變化,建立應力和電流(或電壓)的函數關系,通過電量測量來確定內應力。應力和電流(或電壓)之間不存在單值的函數關系。但是,平面應力狀態,主應力方向輸出的電流差和主應力差有單值的線性關系,其表達式:

式中:σ1、σ2分別為最大和最小主應力,MPa;I1、I2分別為最大和最小主應力方向電流輸出值,mA;a為靈敏系統,mA/MPa。
可根據式(2)確定主應力差值:

式中:θ為最大主應力方向和x軸夾角;I0、I90為0°、90°二方向電流輸出值。
2.2 靈敏系數的確定
靈敏系數a可通過單向拉壓或4點彎曲實驗確定[6-7]。為消除邊界對測量結果的影響,試樣的寬度需大于3倍探頭的尺寸,試件長寬比取6較適宜,標定試樣,選擇與被測材料同樣的化學成分和同一熱處理狀況的無內應力材料制成,通過標定可得一系列數據。由式(1)可知這些數據滿足線性關系,所以利用最小二乘法計算出直線的斜率即靈敏系數a,計算公式如下:
式中:ΔIi為i點的電流差,mA;Δσi為i點的主應力差,MPa。
2.3 主應力的確定
已知各測點的主應力差和主方向角,用切實力差法分離主應力。任一點p的主應力分量:
式中:(σx)0為原點已知應力值。對自由邊界( σx)0=0。
計算時用增量代替微分,任一點p的主應力:


2.4 磁測法的應用情況及測前的準備工作
磁測法目前已經在三峽工程中的鋼閘門、北京西站鋼門樓主桁架,石油化工設備中的球罐等項目已經得到應用,但在大跨徑鋼結構橋梁構件焊接應力的測試中還沒有應用的報道資料。
采用磁測法測試前首先要進行靈敏系數的標定。可通過單向拉壓或4點彎曲實驗確定。正式測試時首先將試件焊縫上的測點經過打磨,然后將測試儀器的一個探頭直接接觸在測點上,另一個探頭則放在預先標定好靈敏系數的鋼板上,探頭底部有兩個磁極,通過測定磁導率的變化來確定一點的應力狀態。
對于需進行消除應力工藝處理的焊縫,必須選用同一測點對焊接殘余應力進行測試;以便于確定工藝處理后的效果是否滿足要求。
3 觀音巖大橋構件焊縫應力測試
3.1 試件概況
重慶江津觀音巖長江大橋為大跨徑鋼結構斜拉橋,其主橋跨徑組合為35.5 m+186 m+436 m+186 m+35.5 m,主橋長879 m。斜拉索在鋼梁上的錨固采用了錨拉板結構形式 (圖1)。錨拉板焊接于主梁上翼緣頂板,錨管嵌于錨拉板上部的中間,兩側用焊縫與錨拉板連接,中部除開孔安裝錨具外,尚需連接上下兩部分。為了補償開孔部分對錨拉板截面的削弱,以及增強其橫向的剛度,在板的兩側焊接了加強板,并和主梁上翼緣板連接,各板件厚度情況見表1。這種錨固方式有傳力途徑明確,構造簡單,工地施工作業方便等特點。鋼材采用Q370qE。
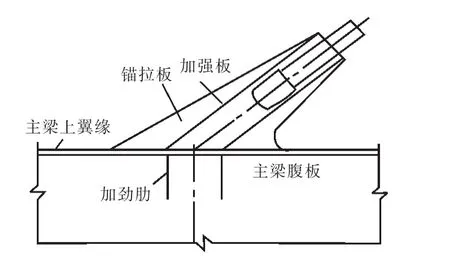
圖1 錨拉板與主梁連接試件Fig.1 Specimen for the anchor plate connected with main beam
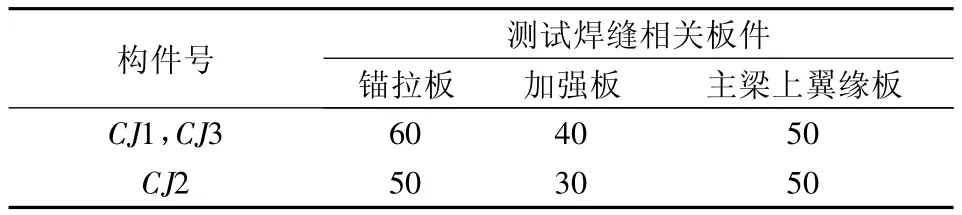
表1 試件主要板件厚度/mmTab.1 Thickness of the main board parts of specimen/mm
在錨拉板與主梁的這種接頭形式中,錨拉板焊縫與主梁頂板急劇過渡,接頭在外力作用下力線扭曲很大,易造成極不均勻的應力分布,焊縫處載荷應力和焊接殘余應力集中程度較大,當焊縫根部或過渡處存在缺陷時,經長時間的疲勞應力影響會產生疲勞斷裂。此外由于各板件厚度大焊縫多,焊接時產生焊接殘余應力的問題比較突出。
為研究此類構件接頭區域焊接殘余應力的大小及分布情況,專門制作了3個足尺比例試驗構件,通過對這3個試件的鋼錨拉板與工字梁連接區域焊縫殘余應力測試,以及超聲波沖擊后焊接殘余應力變化情況的試驗研究,以確定焊后殘余應力的大小及分布規律,并明確超聲沖擊方法對焊接殘余應力的消除的作用及效果。
眾所周之焊接應力是一種無荷載作用下的內應力,因此會在焊件內部自相平衡,在焊縫及熱影響區產生拉應力,而在距焊縫稍遠區段的母材內產生與之相平衡的殘余壓應力。焊縫的拉應力對焊縫的疲勞將產生非常不利的影響,是本次研究的對象,而殘余壓應力對焊縫沒有不利的影響,此次測試以焊縫的殘余拉應力為主要對象。測試采用了磁測法。3個試件編號分別為CJ1、CJ2和CJ3。
3個研究試件中共設43個焊接應力測試點,其中A焊縫為錨拉板與鋼主梁上翼緣的連接焊縫,相應在構件上的測點編號為A1,A2,…,A10。B焊縫為錨拉板與其加強板之間的連接焊縫,相應的測點編號為B1,B2,…,B7。具體的測點布置圖見文獻[8].焊后應力測試結果分別如表2和表3。
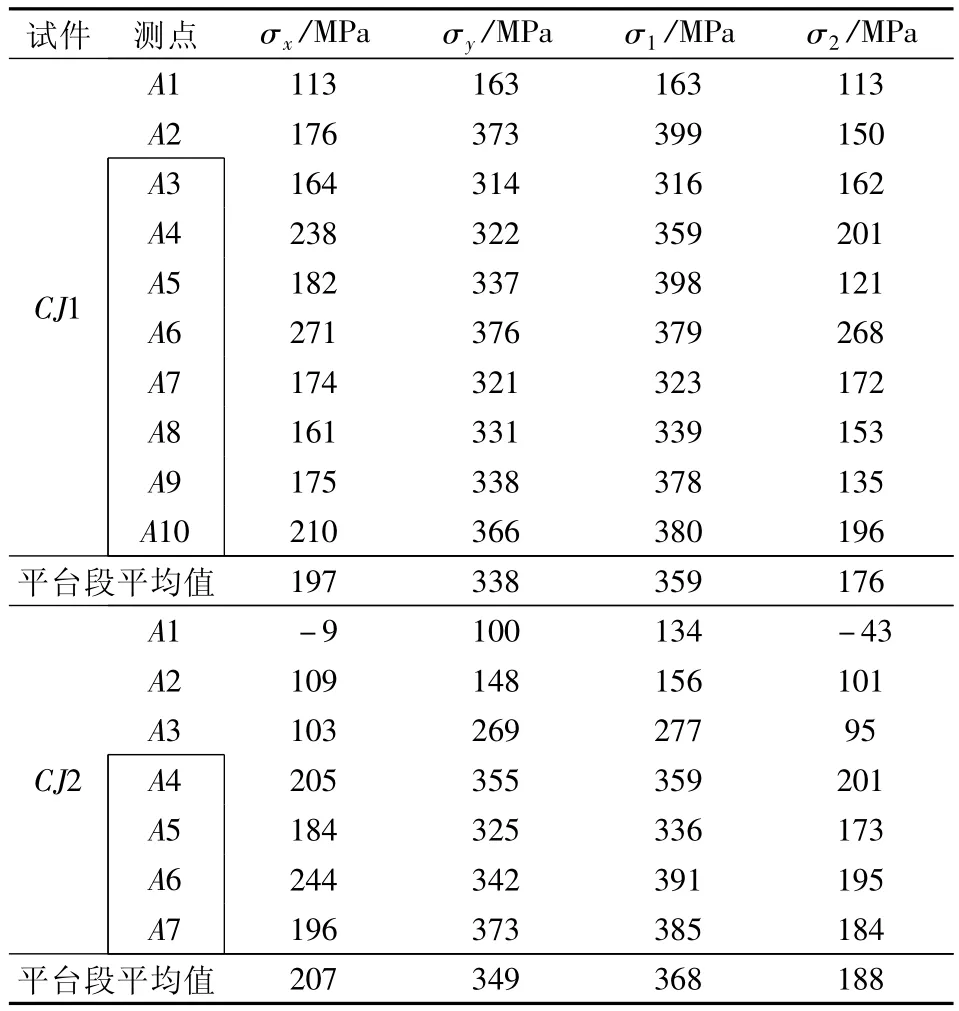
表2 A焊縫測點應力Tab.2 Stress value of points in A weld
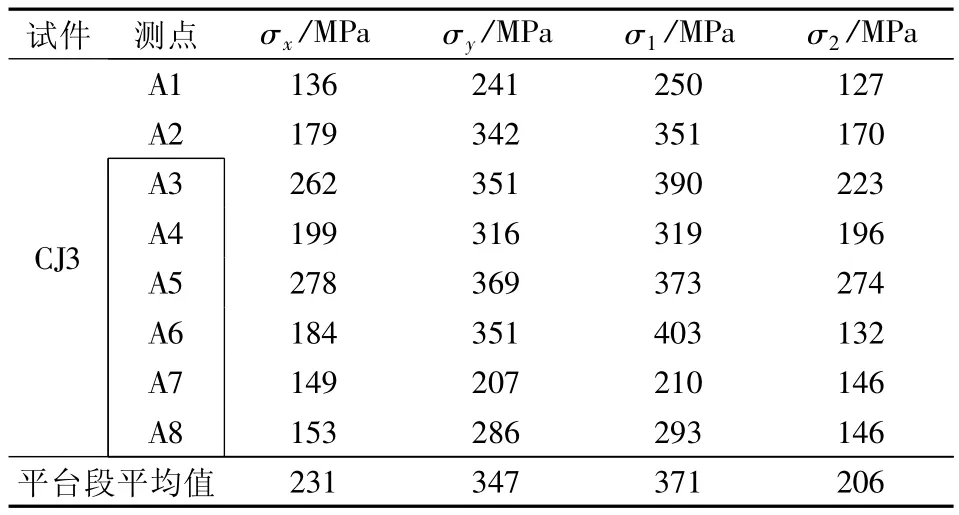
(續表2)
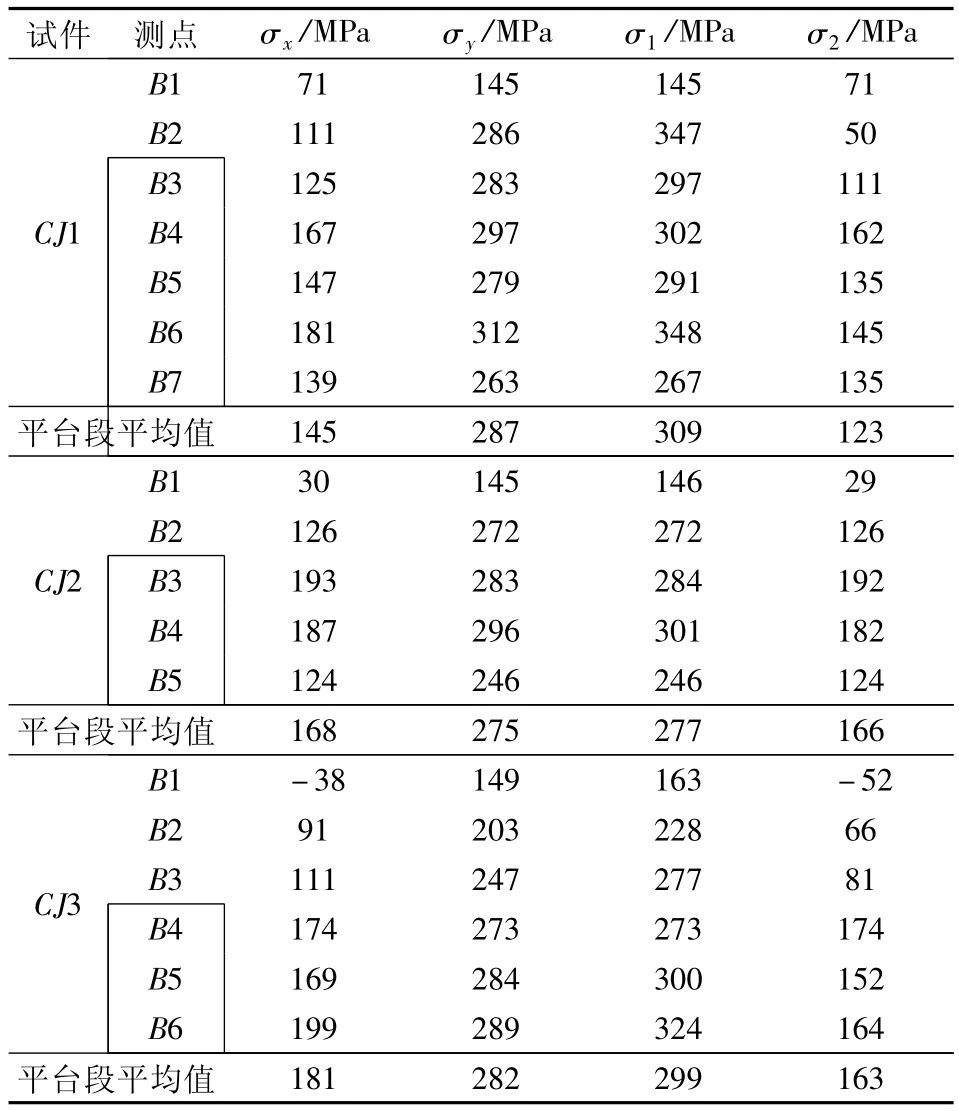
表3 B焊縫測點應力Tab.3 Stress value of points in B weld
3.2 試驗結果分析
表2和表3表分別為各構件A焊縫和B焊縫的焊后測點應力,其中σx為測點垂直焊縫方向應力;σy為平行焊縫方向應力;σ1與σ2為主應力。
從焊接殘余應力測試結果中可以看出橫向應力σx與主應力σ2、縱向應力σy與主應力σ1,在大多數測點上較為接近,若只考慮平面應力則縱向、橫向應力的方向就近似為主應力的方向。圖2和圖3分別為A、B焊縫的縱向殘余應力分布情況。
從圖2中可以看出,各試件的A焊縫在位于端部處殘余應力值較小,之后便大幅增長,在距離焊縫端部400~450 mm以后焊接應力值波動較小,基本穩定在較高的應力水平上,形成了一個高殘余應力平臺段。如試件CJ1的A3~A10段、CJ2的 A4~A7段及CJ3的 A3~A6段。3個試件的平臺段縱向焊接殘余應力平均值分別為338、349、347 MPa均達到了Q370qE鋼材屈服強度的90%以上。由文獻[1]可知平臺段的長度是隨著焊縫的長度同步增長的,而殘余應力上升段根據不同的板厚在達到一定數值后將不再繼續增長。因此A焊縫除去兩端部小部分的焊接應力較小段和上升段外,大部分區段的縱向殘余應力都處于屈服強度的90%左右的水平,這將對焊接接頭性能與構件的疲勞強度產生較大的不利影響。
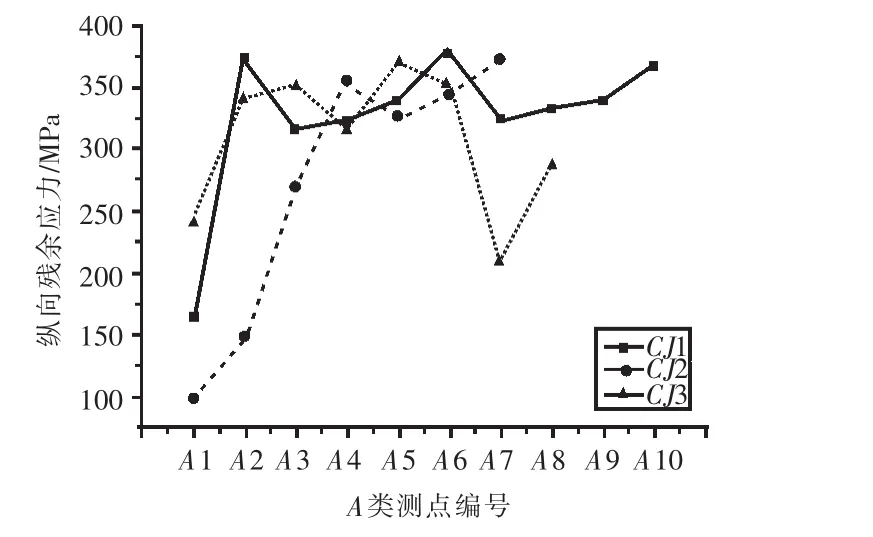
圖2 A焊縫縱向殘余應力分布Fig.2 The distribution of longitudinal residual stress in A weld
B焊縫的縱向殘余應力分布與焊縫有同樣的規律,但焊接殘余應力水平較A焊縫有明顯的降低。這是因為連接B焊縫的兩塊鋼板較A焊縫的薄。3個試件的焊縫的殘余應力升高段為距焊縫端部為250~300 mm,在距端部300 mm以后形成高殘余應力平臺段,比A焊縫平臺段縱向殘余應力平均降低了18%,如圖3。
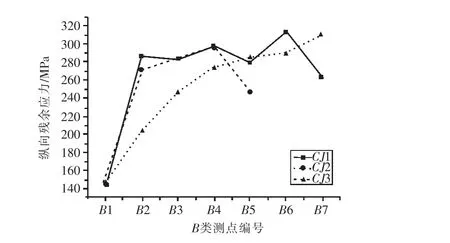
圖3 B焊縫縱向殘余應力分布Fig.3 The distribution of longitudinal residual stress in B weld
除了焊縫的分布特點外,節點的局部構造情況對焊縫應力也有明顯的影響。在試件主梁上翼緣與錨拉板局部連接處,是截面突變的地方,也是內力變化最大的地方,最容易產生應力集中,由于設計在構造上比較周全的考慮,錨拉板截面在這里做了曲線型的平滑過渡,大大地降低了應力集中的影響。圖2中的3個試件A1點的平均應力為168 MPa,是前述3個試件平臺段平均應力的48.7%,說明錨拉板在這里的局部構造非常重要,曲線型的平滑過渡對降低焊接殘余應力起到很重要的作用。
超聲波沖擊對焊縫殘余應力的消除,提高焊接接頭的疲勞強度有較為理想的效果[9]。此次試驗研究采用了超聲波沖擊工藝消除焊接殘余應力。經過超聲沖擊后,A、B焊縫的大部分測點σy方向平均應力下降73%左右,σx方向平均應力下降65%,不少測點的焊接殘余應力從拉應力變為了壓應力。這說明超聲沖擊可大幅度削減殘余應力的峰值,并能使焊接應力分布更趨合理化,使焊縫及結構連接的受力狀態得到根本改善[8]。具體情況在文獻[8]進行了詳細的報道。超聲波沖擊的效果對改善焊縫及熱影響區的疲勞強度和韌性,提高構件的制作質量,保證構件和連接部位的受力有著重要的意義。
4 結論
在文中磁測法為消除焊接殘余應力提供了方便、可行、準確的測試手段,試驗研究表明,該方法具有測試靈敏度高、測試系統簡單等特點,特別是在復雜的節點焊縫測試中,更顯示出它的靈活、快捷、環保以及操作簡便等諸多的優越性,已越來越受到業界的重視,是一種很有發展前景的應力測試方法。相信在今后的橋梁及其它鋼結構工程中,磁測法將越來越廣泛和深入地應用于焊縫應力的測試中,發揮著越來越重要的作用。
[1]孟廣喆,賈安東。焊接結構強度和斷裂[M]。北京:機械工業出版社,1986.
[2]王者昌.關于焊接應力應變問題的再探討[J].焊接學報,2006,27(8):108 -112.
[3]謝大吉.磁測法測定焊接殘余應力[J].工程力學,1999,2(z2):68-71.
[4]石延平,張永忠.非晶態合金貼片磁測法在支柱載荷測量中應用[J].遼寧工程技術大學學報:自然科學版,2006,25(3):422-425.
[5]沈劍,朱世根,顧偉生.兩端自由邊界工件磁測應力計算方法的改進[J].現代鑄鐵,2002(2):36 -38.
[6]蘇陽.無損磁測法邊界效應的研究[J].昆明理工大學學報,2000,25(3):69 -72.
[7]熊學忠.建筑鋼結構焊接殘余應力磁測技術研究[J].廣東建材,2007(8):27-29.
[8]劉小渝,姚文娟.用超聲波法消除錨拉板區域的焊接殘余應力[J].上海大學學報:自然科學版,2008,14(6):646 -651.
[9]王東坡,周達.超聲沖擊法提高焊接接頭疲勞強度的機理分析[J].天津大學學報,2007,40(5):623 -628.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
