西門子PLC及變頻器在熱處理生產線上的應用
2010-08-23 08:33:30吳國忠
制造業自動化 2010年3期
姚 旭,吳國忠
YAO Xu, WU Guo-zhong
(浙江大學,杭州 310012)
1 工藝簡介

圖1 熱處理生產線示意圖
24線熱處理收放線機組是鋼絲制造廠在對鋼絲進行回火處理后,用大盤重方式進行收線的設備,24線指此生產線能夠同時處理24根鋼絲,24根鋼絲處理線分別由獨立的放線器、牽引機、排線機及收線機組成。生產線工藝流程如圖1所示,為:工字輪放線—爐前清洗—加熱爐—鉛浴淬火—級連沖洗—脫脂—熱水沖洗—烘干—工字輪收線。由于是連續生產線,要求24小時運轉,所以對自控系統的可靠性要求比較高。
放線部分是被動放線,沒有自控環節;熱處理爐控制部分由專業廠家配套;要進行設計組態調試的是牽引機組和對應的收線機組。牽引機組的轉速在一定的工藝要求下恒定不變,只需要普通的無級調速即可。收線機則要和牽引機之間保持一定的張力,保證鋼絲纏繞均勻、力度均勻,否則在下一工序中就會出現放線速度不勻,從而影響整批鋼絲的質量。隨著工字輪上纏繞的鋼絲增加,收線機的卷徑越來越大,如果收線機的角速度保持不變,線速度就會越來越大,張力也會越來越大,甚至會拉斷鋼絲造成斷絲,使得整條絲作廢。所以需要收線機根據卷徑變化和張力大小時時調整自己的速度。當卷徑較小時,負載轉矩也較小,轉速較高;隨著卷徑的增加,收線機將逐漸減速,以保持線速度的恒定、保持轉矩不變,也就是要實現恒轉矩控制。
2 硬件選型
根據工藝的要求,不同的鋼絲通過處理爐的時間不同,相對應的牽引和收線的速度也不同。用傳統的力矩電機做收線機雖然控制方便,力矩電機可以跟隨轉矩的變化自動調整收線速度,保證張力恒定,但不能滿足工藝要求的處理線徑從1.4mm到8.5mm,牽引速度從2.5米/分到20米/分的要求,因為力矩電機的調速范圍很窄,而且在低速下運行發熱量也很大,容易燒壞電機。筆者原來使用過的力矩電機常常會出現燒壞情況,力矩控制器的使用壽命也比較低,每年都需要大批維修更換。所以最終選定使用變頻電機及變頻器進行控制,以適應各種工況并滿足恒轉矩控制的要求。此外,變頻電機還有節電、維護量小的優點,經現場應用后節電、節約人工效果理想。整個生產線運行及維護工作量很小,24線全部開起來一班工人只需要3~5個。
根據以上要求,本項目的硬件選型如下:用四組S7-200 PLC實現全部的邏輯及張力控制,人機界面用西門子的OP270,整條生產線使用1個。熱處理收線機組的牽引電機采用西門子MM440變頻器拖動,共24個;收線電機采用西門子MM440變頻器,共24個;排線則用MM420變頻器,共24個。在做方案的前期時,考慮了西門子440變頻器特有的轉矩控制功能。
3 變頻器的設置及調試
牽引電機也采用變頻調速,速度通過每個收線機上的電位器給定,并可以在收線機上的轉速表讀出。這樣設計主要是方便操作工在裝絲、卷絲及下絲時隨時調整牽引速度,而當牽引電機正常運行時,一般不需要調整轉速,以設定速度恒定運行即可。排線電機只要跟隨收線電機的轉速變化即可,所以只需要將收線電機的轉速輸出作為排線電機的轉速給定并進行標定就可以,參數也參照普通變頻器的參數設置。
本項目的難點在于收線變頻器的轉矩控制。變頻器常用的幾種控制方式有:無傳感器矢量控制(SLVC)、矢量控制(VC)、V/F控制、轉矩控制(DTC)等。在使用西門子MM440變頻器作為收線變頻器時,選擇了轉矩控制方式,但是西門子MM440變頻器的轉矩控制方式是建立在矢量控制基礎之上的,與直接轉矩控制(DTC)還是有一定的區別,在西門子的手冊中也定義這種控制方式為矢量-轉矩控制方式。
在矢量控制方式下,為了正確地實現控制,非常重要的一點是,必須正確地向變頻器輸入電動機的銘牌數據(P0304-P0310),而且,電動機數據的自動檢測(P1910)必須在電動機處于冷態(常溫)時進行。如果電動機運行的環境溫度與缺省值(20℃)有很大的差別,還必須保證參數P0625中輸入的值是電動機運行環境的實際溫度。在快速調試(P3900)結束以后,但在電動機數據自動檢測之前,這是必須要做的。這個步驟稱為優化,筆者在現場空載對所有變頻器進行了重新優化,以確保矢量-轉矩控制方式的正確實施,優化后的電機與變頻器之間速度響應快、且不容易出現過載過流現象。
調試可以使用兩種方法:方法1:使用速度環,即讓速度環始終處于飽和狀態, 用P1520和P1521做轉矩限幅。方法2:變頻器只用電流環,力矩信號由P1503設定。
在實際轉矩控制應用中會有如下現象:在低速或零速時變頻器會來回抖動,導致張力波動或材料斷開等,嚴重會影響生產。調試時注意以下幾點能克服此問題:
1)必須用矢量控制模式,且優化要精確如轉動慣量比。
2)電機模型的控制字啟動開環控制(P1750=0)。
3)電機模型的起始頻率減小。
經過幾個參數的不斷修正并帶載比較后,筆者使用了方法1,收線的速度是由牽引模擬量輸出和PLC給定量疊加而成。因為牽引和收線的減速比不同,所以收線的主給定是牽引給定標定后的ADC值①MM440變頻器可以通過設定參數選擇模擬輸入(ADC)的類型為單極或雙極的電壓、電流。還可以先設定基準頻率,然后再設定相對于基準頻率的最大、最小值。,PLC給定則用來修正收線的當前速度以保持在運行過程中牽引和收線同步。
變頻器現場使用效果比較滿意,完全滿足了工藝提出的要求,適應速度范圍非常寬。
4 人機界面、網絡組態及調試
項目網絡結構如圖2所示。
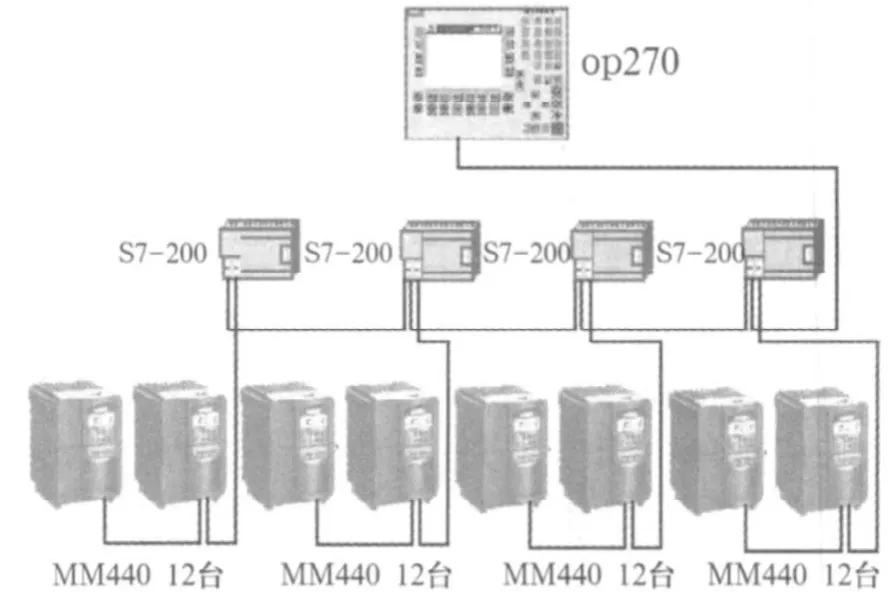
圖2 硬件網絡圖
4.1 人機界面
本項目人機界面使用西門子OP270,并用WINCC軟件進行畫面組態,是用戶設定工藝參數的關鍵,系統中共有三組主菜單,分別為“張力監控”、“工藝設定”、“故障顯示”
“張力監控”是在牽引收線啟動后,對收線張力值進行監控的畫面。在運行中,如果發現依據調試提供的不同線徑的對照表,有張力過大或過小的情況,可以在“工藝設定”的頁面中增大或減少相應的設定值,收線張力就會在PLC程序中自動進行調整。收線張力就是前面提到的為了滿足鋼絲纏繞均勻、力度均勻,根據筆者的現場經驗,實際需要的張力值根據不同粗細、不同加熱時間的鋼絲會有所不同,主要是和線速度有關,一般線速度越高,需要的張力值越大。這個在實際運行中可由操作工現場隨時調整修改。張力值還可以進行保存,操作工可以將常用的10組參數進行設置保存,方便工藝改變時提取。
有故障發生時,例如變頻器故障、電機故障、風機故障、通訊故障等,操作臺上紅色故障燈會亮,同時可以在“故障顯示”中檢查并初步進行判斷。故障同時進行后臺存貯,便于組長檢查及故障追憶。人機界面在本項目中實現了上位機的功能。
4.2 網絡通訊
牽引變頻器和收線變頻器共有48個,分為四組,分別由一個S7-200控制。CPU226有兩個通訊口,PROT 0做為USS通訊口,PROT 1做為MPI通訊口和人機界面進行通訊,接受和顯示張力信號以便進行時時監控調整。
四組PLC和OP270采用MPI協議②MPI協議(多點接口協議)允許主—主通訊和主—從通訊,對OP作主站的情況,最多可以帶4個PLC作從站。從站和主站之間可以交換數據,但從站和從站之間無法交換數據。(西門子公司的技術人員這樣認為,但據同行認為從站之間也能交換數據,筆者未做實驗)讀寫數據,連接示意如圖1。組態時先要在OP組態時設定相應的PLC站號,本例中分別為3、4、5、6;設定通訊波特率為19200。然后在第一次向OP下載后再對OP進行系統設置,選擇相應的協議和速率。最后,在PLC編程時分別設定PLC 0口和1口的地址就可以將OP和PLC連接起來了。組態連接時要注意PLC中系統塊的地址和波特率,否則會導致連接失敗。
PLC和變頻器之間采用USS通訊③USS通訊網實質上是一個令牌循環網,它的默認通訊口是Prot 0口,最大站數是31,波特率一般從9600到38400。讀寫數據,連接示意如圖1。USS協議是PLC與驅動裝置串行通信的協議,是集成于西門子驅動裝置的串行接口所使用的協議,PLC作為主站,通過USS協議可以對驅動裝置從站進行參數化及數據監控。USS協議為主從式的數據訪問方式,主站發送數據請求報文,從站應答,主站接收到從站應答報文后才能發送下一個數據請求報文。在主站沒有要求它進行通訊時,從站本身不能首先發送數據,各個從站之間也不能直接進行信息的傳輸。一個主站通過RS485串行接口最多可以連接31個從站。前面已經提到,隨著收線輪線越收越多,收線的線速度不變,電機轉速就必須慢下來。在這個過程中,PLC不斷讀收線變頻器的當前轉矩值,跟人機界面上的設定值進行比較,對變頻器的給定速度進行修正,以保證牽引和收線有足夠的張力,同時不會過大。
在變頻器側,只要設定相應的電機參數,啟動參數和通訊參數(P2010 USS波特率,P2011 USS站地址)即可。在PLC側,直接調用系統配置的子程序,設置波特率、站號,就可以進行讀寫數據了。
由于USS協議是令牌網結構,一旦有一個站的端口出現問題,主站就一直等待應答直到有響應為止。在筆者調試的數臺設備中都曾經出現過通訊口一直被占用以至最終所有站的通訊都癱瘓。在調試時可以監控參數P2010到參數P2011,如果不斷有錯誤累計,說明通訊受到干擾,有可能在運行過程中癱瘓。
USS協議雖然存在通訊速率低、診斷比較煩瑣和容易受干擾的缺點,但是由于它是變頻器自帶的串口,不需要另外配置網絡模塊,所以節約了成本,對于控制變頻器也是一個不錯的選擇,尤其是對模擬量的讀寫將節約PLC的模擬量通道。但是USS的現場抗干擾能力比較差,協議能夠正常通信的前提是現場安裝必須嚴格遵守EMC守則,所以在接線時一定要用屏蔽雙絞線且避免和動力線走在一起,接線要盡量短,同時保證接地良好。
5 結束語
這套系統投入運行后效果良好,收線張力也能滿足現場工藝要求。整個系統主要是要保證通訊暢通、避免干擾。所以在前期安裝時就應該注意,以減少后期的工作量。在組態和編程上難度主要在于變頻器的轉矩控制上,其他難度不是很大,像USS
有現成的子程序可以調用,只是在調試時各個收線機的情況略有不同。OP和PLC的通訊實現也比較容易,OP270最多可以掛4個200 PLC,注意終端網絡連接器的開關在“ON”的位置。
[1]西門子(中國)有限公司技術支持部.MICROMASTER 440通用型變頻器使用大全,版本12/03,5-1-13-17.
[2]西門子(中國)有限公司技術支持部.西門子自動化與驅動產品符合電磁兼容規則的安裝規范手冊.
[3]西門子(中國)有限公司技術支持部.西門子公司S7-200系統手冊,2004.
[4]張燕賓.機械工業出版社.《SPWM變頻調速應用技術》,2003
[5]西門子(中國)有限公司技術支持部.標準驅動銷售工程師手冊,2004,3.
[6]崔堅.機械工業出版社.西門子工業網絡通訊指南(上、下),2005.
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
測控技術(2018年5期)2018-12-09 09:04:50
電子制作(2018年12期)2018-08-01 00:47:44
電子制作(2017年7期)2017-06-05 09:36:13
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
自動化博覽(2014年12期)2014-02-28 22:34:39