添加Ag元素對鋁軟釬焊用Sn21.5Zn系釬料性能的影響
2010-09-04 11:43:14劉亮岐徐金華張新平
材料工程 2010年10期
關鍵詞:實驗
劉亮岐,徐金華,陳 勝,馬 鑫,張新平
(1華南理工大學材料科學與工程學院,廣州510640; 2深圳市億鋮達工業有限公司,廣東深圳518101)
L IU Liang2qi1,XU Jin2hua2,CHEN Sheng2,MA Xin2,ZHANG Xin2ping1
添加Ag元素對鋁軟釬焊用Sn21.5Zn系釬料性能的影響
劉亮岐1,徐金華2,陳 勝2,馬 鑫2,張新平1
(1華南理工大學材料科學與工程學院,廣州510640; 2深圳市億鋮達工業有限公司,廣東深圳518101)
L IU Liang2qi1,XU Jin2hua2,CHEN Sheng2,MA Xin2,ZHANG Xin2ping1
(1 School of Materials Science and Engineering,South China University of Techno logy,Guangzhou 510640,China;2 Shenzhen Yik Shing Tat Industrial Co.,L td.,Shenzhen 518101,Guangdong,China)
研究了添加不同含量Ag元素對鋁軟釬焊用Sn21.5Zn系釬料合金的熔化特性、顯微組織、潤濕性及釬焊接頭抗腐蝕性能的影響。研究結果表明,Ag元素的添加縮短了Sn21.5Zn釬料的熔程,細化了顯微組織;采用潤濕平衡法測量結果發現,添加Ag元素提高了釬料對鋁基體的最大潤濕力Fmax,但使潤濕時間t0增加;采用3%(質量分數)濃度鹽水溶液浸泡焊點實驗結果表明,添加Ag元素提高了釬焊接頭的抗腐蝕性。
Sn2Zn釬料;鋁軟釬焊;潤濕性;抗腐蝕性
銅具有良好的導電性、導熱性、耐蝕性以及優良的力學性能,已廣泛應用于各種工業領域,并且隨著經濟的迅速發展其需求量越來越大,但銅在自然界的蘊藏量并不多,開采和加工成本比較高。因此,長期以來人們一直希望在某些工業領域采用性能相近且蘊藏豐富的鋁等輕金屬來替代銅。鋁及其合金具有密度小、質量輕、導熱和導電性能良好(僅次于Ag,Cu,Au)、耐腐蝕性好、成本低等優點,無疑成為銅的最佳替代者。在汽車、艦船、航空航天、建筑等行業,鋁及鋁合金的應用已經非常廣泛與成熟。此外,隨著銅價格持續攀升,在電子封裝領域以鋁代銅也越來越受到關注。
添加元素Ag對Sn2Zn基釬料(尤其是Ag對Sn2 9Zn共晶釬料)釬焊銅的性能影響已有大量文獻報道[1-5],但是關于在Sn2Zn亞共晶合金中添加元素Ag后對釬料釬焊鋁性能影響的研究非常少見。本工作通過在Sn21.5Zn基合金中添加不同含量的Ag元素,研究了其對釬料的熔化特性、顯微組織、潤濕性以及釬焊接頭的抗腐蝕性的影響。
1 實驗材料及方法
1.1 實驗材料
本研究設計的無鉛釬料標稱成分如表1所示。熔煉釬料所用的原料為純度為99.5%(質量分數,下同)的Sn塊、99.99%的Ag粒和99.9%Zn粒。熔煉時,首先將共晶鹽(KCl∶LiCl=1.3∶1)放在陶瓷坩堝錫爐中加熱至熔化,然后將稱量好的Sn,Ag,Zn依次加入熔鹽中,釬料熔煉溫度約為400℃±5℃,保溫2h并每隔30min攪拌一次,最后澆鑄成錫條備用。用于對比研究的Sn23.0Ag20.5Cu釬料由深圳億鋮達焊錫工業有限公司提供。
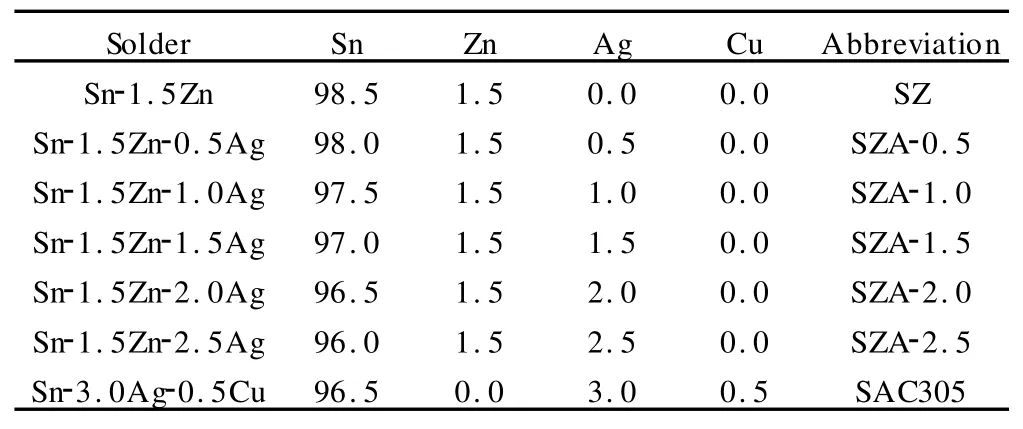
表1 實驗用釬料成分及其簡稱(質量分數/%)Table 1 Composition of the solders and their abbreviations(mass fraction/%)
1.2 釬料熔化特性及顯微組織
采用差示掃描量熱儀(DSC,STA2409 PC)測量表1所列釬料的熔化特性。測試前,用精密天平稱量釬料20 mg±0.1mg,然后用超聲波清洗干凈樣品,以去除表面上的油脂和污物;測試時采用抽真空并充入氬氣保護,升溫范圍為30~280℃,升溫速率為5℃/min。
熔化特性測試后,將試樣鑲嵌在環氧樹脂中制備金相樣品;將金相樣品打磨、拋光后采用5%鹽酸甲醇溶液進行金相腐蝕10s,然后利用偏光顯微鏡(DM 2500P)對釬料組織進行觀察。
1.3 潤濕性評價
釬料的潤濕性能測試參照日本工業標準[6],研究Ag含量以及溫度對釬料潤濕性能的影響。實驗所用設備為日本Rhesca公司的SA T25100型可焊性測試儀,實驗中采用規格為30mm×5mm×0.8mm的1060鋁片。實驗前首先將鋁片在5.0%的NaOH溶液中清洗30s,以去除鋁片表面的氧化膜,用清水沖洗后并置于5.0%的HNO3溶液中清洗30s。最后依次用清水及無水乙醇清洗,晾干備用。采用的助焊劑為自制鋁軟釬焊助焊劑,主要成分為羥乙基乙二胺、三乙醇胺、氟硼酸銨、氟硼酸鋅、無水乙醇。
采用潤濕時間t0及最大潤濕力Fmax表征釬料的潤濕性。實驗中重復進行10次測量,以置信度為95%的平均值作為最終實驗結果,實驗參數見表2。

表2 可焊性實驗參數Table 2 Parameters of wetting balance test
1.4 釬料抗腐蝕性評價
抗腐蝕實驗中釬焊試樣采用1060鋁,其形狀和尺寸如圖1所示。抗腐蝕試樣焊點設計長、寬、高尺寸為2mm×2mm×0.5mm,釬焊溫度260℃。實驗中采用將釬焊接頭浸泡310%NaCl鹽水中,然后置于30℃± 0110℃恒溫箱中,每24h換一次相同初始濃度的鹽水,以釬焊接頭出現裂紋即判定其已失效。
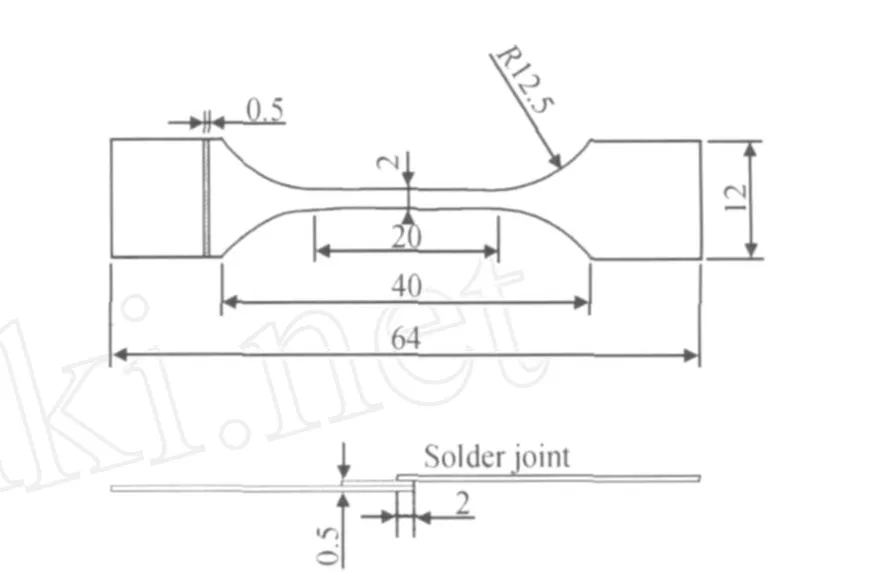
圖1 釬焊接頭抗腐蝕試樣及焊點示意圖Fig.1 Schematic drawing and size of the solder joint for corrosion2resistance test
2 實驗結果及分析
2.1 Ag對釬料熔化特性影響
圖2為DSC測量出的Sn21.5Zn2x Ag釬料合金的熔化特性曲線;釬料的熔化區間數據見表3。顯然,在Sn21.5Zn合金系上添加微量Ag元素使釬料的起始熔化溫度提高,當Ag含量大于1.0%時,起始熔點提高到220℃;同時Ag含量的增加使釬料的熔程縮短。

圖2 Sn21.5Zn2x Ag釬料熔化特性曲線Fig.2 DSC p rofiles of Sn21.5Zn2x Ag solders
Sn2Zn系合金具有共晶特征,如圖3所示。值得注意的是,Sn21.5Zn釬料的DSC曲線在198~204℃區間出現一個明顯的Sn2Zn共晶相熔化峰,當Ag含量為0.5%的釬料DSC曲線在198~201℃區間仍可見一個比較小的Sn2Zn共晶相熔化峰,而當Ag的含量為1.0%及以上時該峰消失。添加Ag元素后,Zn趨向于與Ag形成AgZn金屬間化合物[7,8]而使Sn2Zn共晶相減少,從而使Sn2Zn共晶相熔化峰逐漸減弱甚至消失。

表3 Sn21.5Zn2x Ag釬料的熔化區間Table 3 Melting temperatures and melting point _____________ranges of Sn21.5Zn2x Ag solders
2.2 Ag對釬料顯微組織影響
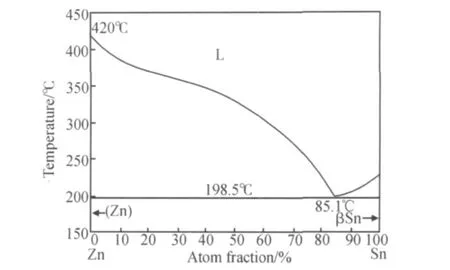
圖3 Sn2Zn合金平衡相圖[9]Fig.3 Phase diagram of Sn2Zn alloy[9]
圖4為不同Ag含量的Sn21.5Zn2 x Ag釬料的微觀組織照片。從圖4可以看出,亞共晶Sn2Zn2x Ag釬料組織中并未發現針狀的富Zn相,從Sn2Zn合金二元共晶相圖(見圖3)可以確定,Sn21.5Zn釬料組織由富Zn相固溶于β2Sn組成的Sn2Zn共晶相以及β2Sn相組成。Ag的含量從0增加到2.0%時,釬料的顯微組織明顯細化,即Ag對Sn2Zn釬料合金具有細化作用。添加微量合金元素Ag易與Zn形成AgZn金屬間化合物[7,8]從而細化釬料組織。

圖4 Sn21.5Zn2x Ag釬料的顯微組織(a)Sn21.5Zn;(b)SZ20.5Ag;(c)SnZ21.0Ag;(d)SZ21.5Ag;(e)SZ22.0Ag;(f)SZ22.5AgFig.4 M icrostructures of Sn21.5Zn2x Ag solders (a)Sn21.5Zn;(b)SZ20.5Ag;(c)SZ21.0Ag;(d)SZ21.5Ag;(e)SZ22.0Ag;(f)SZ22.5Ag
2.3 Ag對釬料潤濕性影響
圖5和圖6分別為不同溫度下測得的釬料對鋁基板的最大潤濕力Fmax及潤濕時間t0的實驗結果。從圖5及圖6可以看出,釬料在鋁基板上的潤濕性能隨實驗溫度提高而改善,表現為最大潤濕力的增加以及潤濕時間的縮短。當Ag含量從0.5%提高到2.5%時,釬料的最大潤濕力增加,即添加Ag能提高釬料的最大潤濕力;而Ag對釬料潤濕時間t0的影響表現為當Ag含量為0%~1.5%時釬料潤濕時間逐漸增加;而當Ag含量為2.0%時釬料潤濕時間突然縮短。Sn2 115Zn22.0Ag釬料的最大潤濕力略小于Sn21.5Zn2 215Ag釬料的最大潤濕力,但其潤濕時間明顯小于Sn21.5Zn22.5Ag釬料潤濕時間;因此,可以認為Ag含量為2.0%時釬料的對鋁基板的潤濕性最好。比較Sn21.5Zn2x Ag系釬料與Sn23.0Ag20.5Cu釬料的潤濕性,發現Sn21.5Zn2x Ag系釬料的對鋁基板的潤濕性明顯好于Sn23.0Ag20.5Cu釬料。
2.4 釬焊接頭抗腐蝕性能
圖7為不同Ag含量的Sn21.5Zn基釬料的釬焊接頭在3.0%NaCl溶液中腐蝕壽命(天數)的比較。從圖7可見,隨著Ag含量增加,Sn21.5Zn2x Ag釬料釬焊接頭的抗腐蝕性有所改善,但添加Ag并未能從根本上顯著地提高Sn21.5Zn2x Ag釬料釬焊接頭的抗腐蝕性。與Sn23.0Ag20.5Cu釬料釬焊的鋁接頭抗腐蝕性相比,Sn21.5Zn2x Ag釬料釬焊的鋁接頭的抗腐蝕性明顯要差。錢乙余等[10]研究認為含Ag釬料釬焊時與鋁基體界面形成Ag2A l化合物是使釬焊接頭的抗腐蝕增加的主要原因,并應用鍵參數函數理論分析Ag2A l化合物形成機理。鍵參數函數理論認為,兩金屬原子間形成化合物的難易程度可利用鍵強度f來判斷,f值越大,表明金屬間的親和力越大,因此越有利于形成化合物。
兩金屬原子間的鍵強度函數f可表達如下:

式中:Z/r為極化參數(電荷2半徑比);Δx為鍵合參數(兩元素的電負性差)。
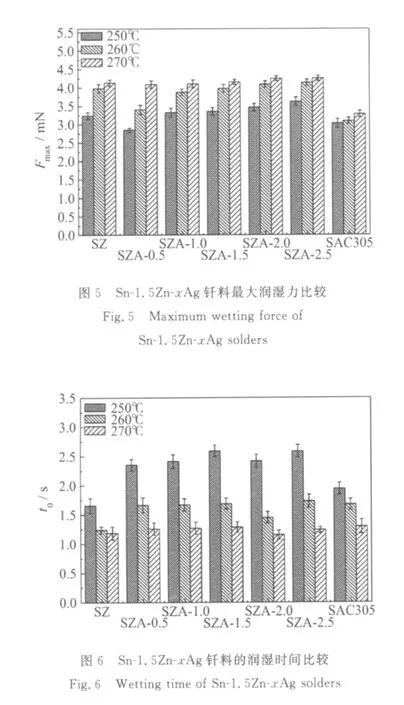

圖7 釬焊接頭能承受的抗腐蝕壽命Fig.7 Corrosion time of the soldered joints
鍵強度f計算表明,Ag2A l之間化學親和力(fAg2Al=7.995)要明顯大于Ag2Zn(fAg2Zn=3.718)及Ag2Sn(fAg2Sn=2.403)之間化學親和力,因此當A l, Sn,Zn同時存在時,Ag更易于A l形成化合物。釬焊時,Ag向A l表面擴散并發生化學選擇吸附作用生成Ag2A l化合物,但由于釬焊時間短,致使界面Ag2A l化合物形成量有限從而使釬焊接頭抗腐蝕性能提高不明顯。
3 結論
(1)添加合金元素Ag能縮小Sn21.5Zn2x Ag系合B金釬料的熔程,同時細化釬料組織。
(2)隨著Ag含量從0.5%增加到2.5%,Sn2 115Zn2x Ag釬料的最大潤濕力Fmax不斷增加;但添加Ag也導致潤濕時間增大;Ag含量為2.0%時釬料的潤濕性最好;Sn21.5Zn2x Ag釬料對鋁基板的潤濕性要明顯好于Sn23.0Ag20.5Cu釬料。
(3)添加Ag元素能提高Sn21.5Zn2x Ag釬料釬焊鋁接頭的抗腐蝕性,但并不明顯;Sn21.5Zn2x Ag釬料釬焊的鋁接頭的抗腐蝕性仍明顯弱于Sn23.0Ag2 015Cu釬料釬焊的鋁接頭。
[1] CHANG T C,WANGM C,HON M H.Effectof Ag addition on the structures of intermetallic compounds and the adhesion strength of the Sn29Zn2x Ag/Cu interface[J].Journal of Crystal Grow th,2003,252(1-3):391-400.
[2] SONG JM,LAN G F,LU I T S,et al.Microstructure and ten2 sile properties of Sn29Zn2x Ag lead2free solder alloys[J].Scripta Mater,2003,48:1047-1051.
[3] CHANG T C,WANG M C,HON M H.Microstructure and thermal behavior of Sn2Zn2Ag solders[J].Journal of Crystal Grow th,2003,32(12):1496-1500.
[4] TSA IY L,HWANGW S.Solidification behavior of Sn29Zn2x Ag lead2free solder alloys[J].Mater Sci Eng,2005,A413-414:312 -316.
[5] TCHANG T C,CHOU SM,HON M H.et al.M icrostructure and adhesion strength of Sn29Zn2x Ag lead2free solders w etted on Cu substrate[J].Mater Sci Eng,2006,A 429(1-2):36-42.
[6] JIS Z31982422003,Test methods for lead2free solders2Part 4: Methods fo r solderbility test by a wetting balance method and a contact angle method[S].
[7] SONGJ M,LU I T S,LAN G F,et al.Resonant vibration be2 havior of Sn2Zn2Ag solder alloys[J].Journal of A lloys and Com2 pounds,2004,379(1-2):233-239.
[8] CHEN K I,CHENG SC,WU S,et al.Effectsof small additions of Ag,A l,and Ga on the structure and p roperties of the Sn29Zn eutectic alloy[J].Journal of A lloys and Compounds,2006,416 (1):98-105.
[9] ISLAM R A,WU B Y,ALAM M O,et al.Investigationson mi2 crohardness of Sn2Zn based lead2f ree solder alloys as rep lacement of Sn2Pb solder[J].Journal of A lloys and Compounds,2005,392 (1-2):149-158.
[10] 錢乙余,毛建英.鋁軟釬焊時釬料元素的化學選擇吸附作用[J].電子工藝技術,1986,(7):15-18.
Effect of Ag Addition on the Properties of Sn21.5Zn Based A lloys fo r Soldering A luminum
The influence of Ag addition on themelting characteristics,m icrostructures,w ettability and corrosion2resistance of the Sn21.5Zn based alloys for soldering aluminum was investigated.The exper2 imental results show that Ag addition in Sn21.5Zn based so lder alloys decreases the melting point range and refines themicrostructures;furthermore,the wetting balance test resultsmanifest that the addition of Ag into Sn21.5Zn increases the maximum wetting force(Fmax)of the solders,w hile in2 creasing the wetting time t0;finally,it has been show n that the joints soldered by the Ag2added Sn2 115Zn based alloys exhibit the increased co rrosion resistance in 3%(mass fraction)NaCl solution.
Sn2Zn solder;aluminum soldering;wettability;corrosion2resistance
TG454
A
100124381(2010)1020022205
廣東省科技廳產學研項目(2008A 080403008);廣東省科技廳粵港招標項目(2008A 092000007)
2010206220;
2010207217
劉亮岐(1984—),男,碩士,研究方向為電子封裝材料及可靠性,聯系地址:廣州市天河區華南理工大學材料科學與工程學院(510640),E2mail:naruto14@163.com
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55