BNi82CrSiB 釬料真空釬焊FeCrAl合金接頭界面組織
2010-09-04 11:43:18夏志東崔英亞
材料工程 2010年10期
高 勇,夏志東,崔英亞
(北京工業大學材料科學與工程學院,北京100124)
BNi82CrSiB 釬料真空釬焊FeCrAl合金接頭界面組織
高 勇,夏志東,崔英亞
(北京工業大學材料科學與工程學院,北京100124)
采用BNi82CrSiB帶狀釬料在1070℃/10min工藝條件下對FeCrA l合金箔帶制成的多孔圓形器件進行了真空釬焊實驗,并對釬焊接頭界面組織和相組成進行了分析。實驗結果表明:多孔圓形器件焊后表面無宏觀缺陷,釬焊接頭致密完整,試樣中99%(總共約有8000個)的釬焊接頭實現連接。釬縫組織由γ2Ni基固溶體、金屬間化合物和共晶組織構成。釬縫中物相有γ2Ni,FeNi3,A lNi3,CrB,Ni17Si3。釬焊接頭中含有較多的硼化物相。
BNi82CrSiB釬料;FeCrA l合金;真空釬焊;界面組織
FeCrA l合金是一種重要的電熱材料,通常用于電加熱元件[1]。FeCrA l電熱合金作為我國應用最廣泛的金屬電熱材料之一,其成分中存在大量的Cr和A l,在高溫條件下,合金表面會形成致密的氧化膜,因此具有高溫抗氧化性能(最高可達1300℃)。FeCrA l合金材料優良的高溫抗氧化性能和高電阻率以及低廉的價格為其大量使用提供了條件。因此,它被廣泛用于燃燒器、高溫氣體過濾、燃氣密封和吸聲材料等方面[2-4]。近年來,國內外對FeCrA l合金的高溫性能、FeCrA l涂層和金屬蜂窩載體等方面已進行了一些實驗研究[5-9]。其中,以FeCrA l合金箔材或絲材為基體的汽車尾氣凈化載體和電熱器件受到很多材料工作者的廣泛關注。然而,目前FeCrA l合金箔帶制成的燃燒器用電熱器件常依賴進口,關于這些器件的釬焊制備以及焊后釬縫組織與相組成方面的報道較少。
在實際燃燒器部件以及蜂窩載體的焊接中,由于FeCrA l合金箔帶較薄,所要制備的器件孔洞多、釬縫多且均勻密集分布,高溫強度低。因此可以采用低熔點的釬料進行真空釬焊,減少釬焊熱循環對母材合金組織性能的影響[10]。
BNi82CrSiB釬料是Ni2Cr2Si2B系釬料。它是一種以Si和B元素作為降熔元素的鎳基釬料,其熔化溫度為970~1070℃;對不銹鋼、高溫合金及結構鋼的潤濕性、流動性都很好,焊后接頭有較高的強度和抗氧化腐蝕性能[11-14]。因此,本工作選用BNi82CrSiB帶狀釬料對FeCrA l合金箔帶進行真空釬焊實驗,并對多孔器件的制備工藝、釬焊接頭的顯微組織和相組成進行了分析研究。
1 實驗
1.1 焊接材料
實驗用母材為FeCrA l合金箔帶,形狀包括帶狀和鋸齒狀,尺寸均為寬10mm,厚0.05mm,其化學成分見表1。實驗用釬料為BNi82CrSiB,形狀為帶狀(寬度0.3mm,厚度0.05mm),其化學成分見表2。

表1 FeCrAl合金化學成分(質量分數/%)[15]Table 1 The chemical composition of FeCrA l alloy(mass fraction/%)[15]

表2 BNi82CrSiB釬料化學成分及熔化溫度[11]__________________Table 2 The chemical composition and melting temperature of BNi82CrSiB filler metal[11]
1.2 焊前表面準備
焊前將母材和釬料帶浸泡在丙酮中進行超聲波清洗10min,以除去母材和釬料帶表面的油污及氧化物等雜質。
1.3 焊前裝配
將兩種形狀的FeCrA l箔帶盤繞成內徑30.5mm,外徑147mm的多孔圓盤,并用FeCrA l合金帶圓箍卡具固定。在盤繞試樣的同時將釬料帶一并填加到帶狀和鋸齒狀兩條母材之間(試樣中約有8000個釬焊接頭),如圖1(a)所示。兩條釬料帶一個靠近盤的上表面,一個靠近下表面,如圖1(b)所示。
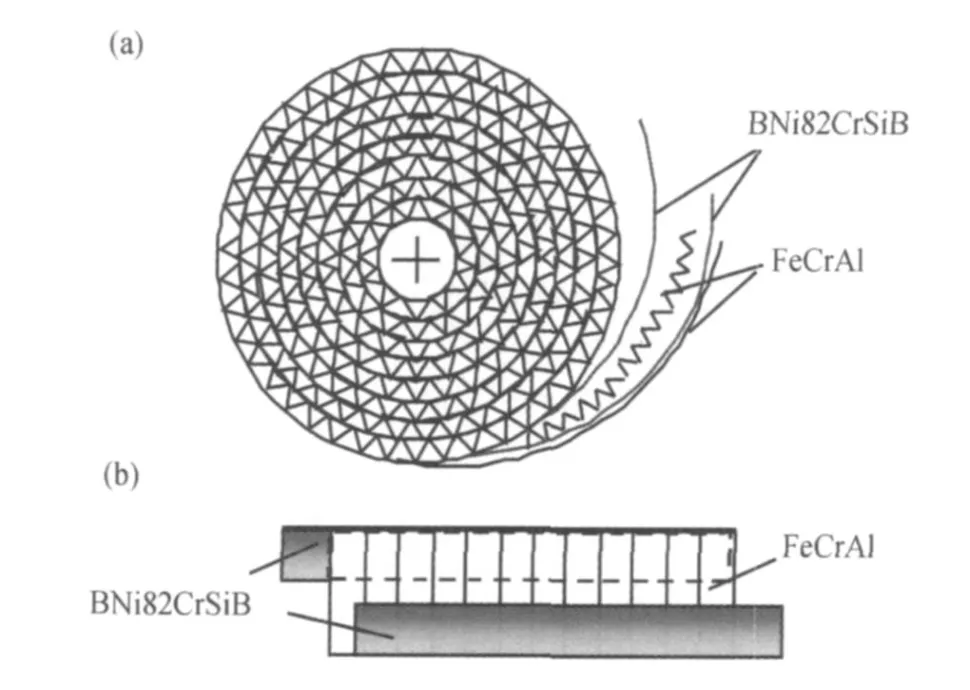
圖1 釬焊試樣裝配示意圖(a)俯視圖;(b)釬料位置示意圖Fig.1 Schematic diagram of assembling brazing samp le (a)top view;(b)position of filler metal
1.4 釬焊工藝
釬焊實驗采用VBF280型真空釬焊爐,該釬焊爐最高加熱溫度為1320℃,爐溫均勻性±5℃,釬焊時的熱態真空度不低于2×10-2Pa。
本實驗釬焊溫度為1070℃,釬焊時間為10min,具體參數如下:從室溫經過60min升至950℃;在950℃保溫5min;從950℃經過8m in升至1070℃;在1070℃保溫10min。焊后試樣采用隨爐冷卻,以保證試樣最小的變形量。
2 結果與討論
2.1 焊后試樣外觀及釬料潤濕情況
圖2所示為BNi82CrSiB帶狀釬料在1070℃/ 10min工藝條件下真空釬焊FeCrA l合金箔帶得到的圓盤以及局部放大圖。
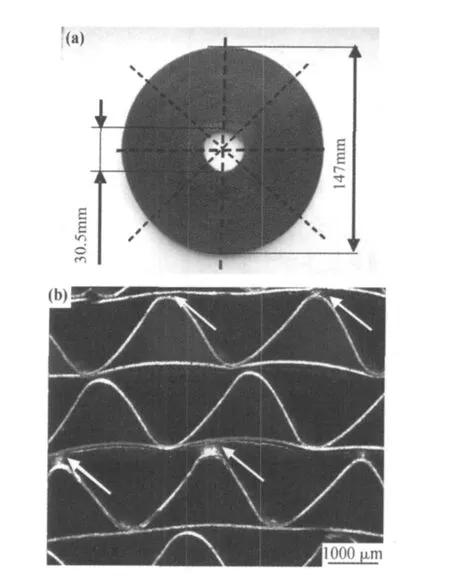
圖2 焊后試樣外觀 (a)宏觀形貌;(b)釬料潤濕情況Fig.2 The appearance of samp le (a)macroscopic mo rphology;(b)wetting conditions
在體視顯微鏡下觀察發現,試樣的正反兩面均較為平整,表面無明顯的氧化及未釬透、雜質、氣孔和裂紋等宏觀缺陷。釬料潤濕較好,液態釬料填滿間隙并在釬縫兩側形成圓角,如圖2(b)箭頭所指處。取圓盤正反兩面虛線位置處的釬焊接頭進行觀察,然后取平均值,測出整個圓盤上99%的釬焊接頭實現連接,帶狀母材與鋸齒狀母材焊合良好。
2.2 釬焊接頭界面組織分析
釬焊接頭界面微觀組織如圖3所示。從圖3(a)可看出,釬料和母材結合良好,釬焊接頭致密完整。圖3(a)中上下兩側是FeCrA l母材,中間是由釬料合金為主的固溶體以及兩側母材元素擴散到釬料合金中形成的化合物組成的釬料層。由于釬料元素向母材擴散并與母材發生作用,因此在靠近釬縫的兩側母材區域各形成一個反應區。將該反應區稱為Ⅰ區,整個釬料層稱為Ⅱ區。結合圖3(b)可看出,Ⅰ區顯示釬料中的元素與母材反應生成的暗黑色針狀、條狀的金屬間化合物向母材側呈枝狀生長。該區域還分布有較多的麻點狀化合物。Ⅱ區深灰色為固溶體相,在深灰色相上分布著黑色點狀和不規則塊狀化合物,并且黑色點狀化合物沿釬縫兩側呈線狀分布。Ⅱ區中心位置為淺灰色條狀和深灰色條狀化合物組成的層片狀組織。

圖3 釬焊接頭界面微觀組織與線掃描圖 (a)釬焊接頭界面;(b)局部放大圖Fig.3 SEM micrographs and element line scanning images of interface (a)micrograph of the interface;(b)partial enlarged micrograph
對釬焊接頭的元素進行線掃描分析,掃描位置如圖3(a)中白線所示。各元素沿焊縫含量的分布結果如圖4所示。
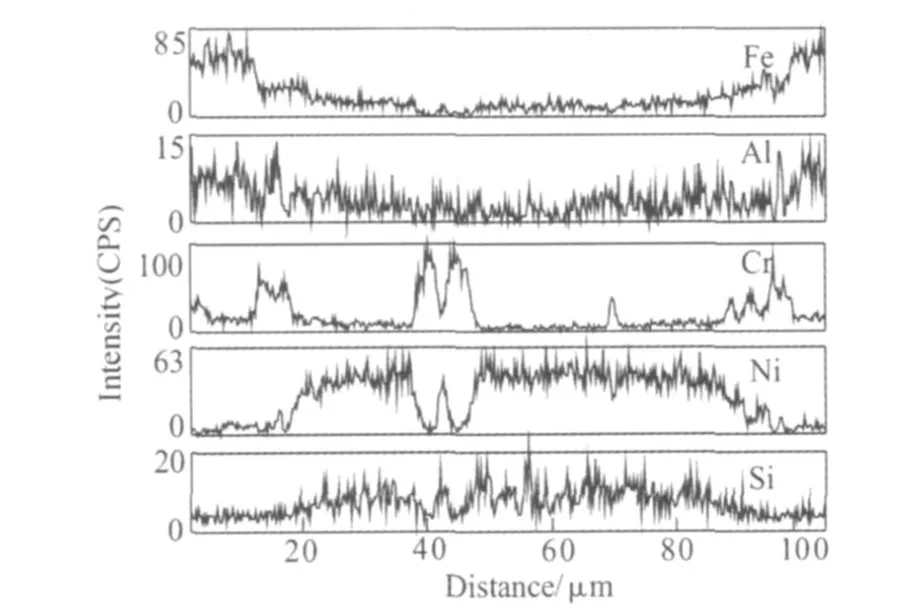
圖4 釬焊界面線掃描圖像Fig.4 Element line scanning p rofile of brazed interface
從圖4線掃描結果可知,Ⅰ區主要含有Fe,Cr和A l以及少量的Ni元素,Ⅱ區釬縫中主要含有Ni和Si元素。在釬焊過程中有部分母材已溶于釬縫,致使深灰色固溶體中含有一定量的Fe和A l元素,其中Fe在釬縫中分布較為均勻,而A l的分布存在少量波動。同時,釬料中的Si也向母材擴散,其在釬縫中的含量較少,并且在釬縫中的分布存在一些較為明顯的波動,這可能是由于Ni2Si化合物在Ⅱ區淺灰色相中富集,并且擴散較為困難。Cr在釬縫中的整體含量較少,但在圖3(a)中黑色化合物處出現明顯的強峰,這可能是由于Cr在釬焊過程中形成金屬間化合物,這些化合物擴散困難,使得其在焊縫中其分布不均勻且局部富集。
表3列出了圖3(b)中A~E各點EDS能譜分析的結果。A點(Ⅰ區)主要是由Cr和B兩種元素構成,還有少量的Fe元素,該處可能是CrB和Fe2B化合物。B點和C點(均位于Ⅱ區固溶體)主要是由Ni和Si構成,并且在其中固溶了少量的Fe和Cr元素,可認為深灰色反應物為γ2Ni基固溶體。D點(Ⅱ區)即圖3(b)中黑色塊狀彌散分布于釬縫中的化合物,主要是由Cr和B兩種元素組成,因此認為該反應物為CrB化合物。E點(Ⅱ區中心)主要是由Ni和Si元素兩種組成。結合析出物組織特征[16],認為該處為γ2Ni和Ni2Si化合物的共晶組織。
2.3 釬焊接頭相組成分析
為進一步確定釬焊接頭中的相組成和相對含量,對圖3(a)中Ⅱ區進行XRD分析,結果如圖5所示。

表3 圖3(b)中各點的能譜分析結果(原子分數/%)Table 3 Results of EDSof spots in fig.3(b)(atom fraction/%)
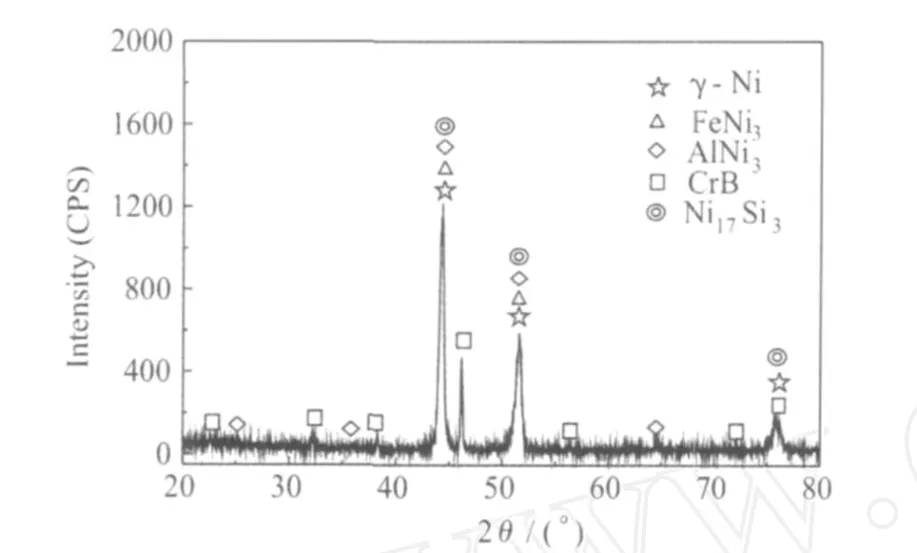
圖5 釬縫XRD分析結果Fig.5 XRD patterns of brazing seam
從圖5 XRD分析結果可以大致推出,釬縫中的主要物相為γ2Ni,FeNi3,A lNi3,CrB和Ni17Si3。由二元合金相圖可知,Ni2Cr及Ni2Fe互溶,Si在Ni中的極限固溶度大于5%,而B在Ni中的極限固溶度極低。在釬焊過程中,釬料BNi82CrSiB熔化形成液相區,靠近母材的液態釬料最先依附于母材發生反應并開始結晶,在毗鄰母材的釬縫區形成含Fe和A l的γ2Ni基固溶體。隨著冷卻結晶,γ2Ni與Ni17Si3共晶相從液相中析出,使得剩余釬料中富含Cr和B。釬縫中的B在釬焊時間內未能充分擴散,使得硼含量超過其在鎳中的極限固溶度,因此在釬縫中產生了黑色CrB。并且由于釬料中含有較多的B元素,在釬焊過程中發生高溫擴散作用,釬料和母材之間的相互作用很強,因此在Ⅰ區形成了擴散較深的大量的針狀、條狀CrB以及麻點狀Fe2B,這些脆性的硼化物具有高強度、高脆性[16]。
3 結論
(1)在釬焊溫度為1070℃,釬焊時間為10min工藝條件下,采用BNi82CrSiB帶狀釬料真空釬焊母材FeCrA l合金箔帶成功制備出多孔器件并且表面無宏觀缺陷,釬焊接頭致密完整,試樣中99%(總共約有8000個)的釬焊接頭實現連接。
(2)釬焊接頭由γ2Ni基固溶體,金屬間化合物和共晶組織組成。大致推出釬縫中物相包括γ2Ni,Fe2 Ni3,A lNi3,CrB和Ni17Si3。釬焊接頭中存在較多的硼化物相。
[1] 王振東,宮元生.電熱合金[M].北京:化學工業出版社,2006.
[2] 楊照玲,李建平,楊延安,等.鐵鉻鋁金屬纖維的制備與性能[J].稀有金屬材料與工程,2008,37(9):1684-1686.
[3] 鄒興政,南宏強,韓磊,等.電熱合金的研究現狀及發展趨勢[J].鑄造技術,2009,(4):554-557.
[4] AO Q B,TANG H P,ZHU JL,et al.Sound absorption charac2 teristics of FeCrA l sintering fibrous po rous materials[J].Rare Metal M aterials and Engineering,2009,38(10):1765-1768.
[5] 陳穎,聶祚仁,周美玲,等.La對FeCrAl合金箔材抗高溫氧化性能的影響[J].2008,35(8):34-36.
[6] 田保紅,徐濱士,馬世寧,等.熱噴涂FeCrAl/WC涂層的組織和高溫沖蝕行為[J].焊接學報,2004,25(3):75-78.
[7] SU Z,ZHANGJ Z,WENGD,et al.A method to form well2ad2 heredγ2Al2O3layers on FeCrAl metallic supports[J].Surface& Coatings Technology,2003,167(1):97-105.
[8] 朱小勇,郭耘,郭楊龍,等.金屬蜂窩載體表面負載活性氧化鋁涂層的研究[J].工業催化,2008,16(8):8-13.
[9] BADIN IC,LAURELLA F.Oxidation of FeCrAl alloy:influence of temperature and atmosphereon scale grow th rate and mechanism[J]. Surface&Coatings Technology,2001,135(2):291-298.
[10] 徐衛平,白文彬,邱望標.蜂窩材料的真空釬焊工藝及應用[J].材料研究與應用,2008,2(1):71-73.
[11] 張啟運,莊鴻壽.釬焊手冊[M].北京:機械工業出版社,1998. [12] 張新平,史耀武,任耀文.Ni82.5SCr7Si4.5B3Fe3多元非晶合金釬料的晶化行為及其真空釬焊特性[J].西安交通大學學報, 1993,27(5):57-64.
[13] TUNG S K,L IM L C,LA IM O.Solidification phenomena in nickel base brazes containing boron and silicon[J].Scripta Mate2 rialia,1996,34(5):763-769.
[14] 周媛,毛唯,李曉紅.BNi82CrSiB釬料釬焊DD6單晶合金接頭組織及力學性能研究[J].材料工程,2005,(5):3-6.
[15] GB/T1234-1995,高電阻電熱合金[S].
[16] 莊鴻壽,E·羅格夏特.高溫釬焊[M].北京:國防工業出版社, 1989.
M icrostructure of FeCrA l A lloy Vacuum Brazing w ith Ni82CrSiB Filler M etal
GAO Yong,XIA Zhi2dong,CU I Ying2ya
(School of M aterials Science and Engineering,Beijing University of Technology,Beijing 100124,China)
The FeCrA l foil was coiled into a round porous structure and it was brazed in vacuum at 1070℃for 10min using the BNi82CrSiB brazing foils.Results showed that there were no defects on the surface,and the sound joint w as obtained,and 99%(the number of joints is about 8000)of the solder jointswere connected.The microstructures were made up w ith Ni2based solid solution,inter2 metallic compounds and eutectic structure.It w as show n that the interface reaction p roducts w ereγ2 Ni,FeNi3,A lNi3,CrB and Ni17Si3.A great number of bo rideswere fo rmed in the brazed joint.
BNi82CrSiB filler metal;FeCrA l alloy;vacuum brazing;microstructure
TB454
A
100124381(2010)1020057204
211工程——服務北京優秀團隊項目(00900054R0001)
2010206220;
2010207220
高勇(1986—),男,碩士研究生,現主要從事鈦合金真空釬焊方面的研究工作,聯系地址:北京工業大學材料科學與工程學院(100124),E2mail:gaoyong19860330@163.com