純堿輕灰煅燒爐的檢修
2010-09-08 06:18:22葉劍敏
純堿工業 2010年3期
葉劍敏
(南化有限公司 連云港堿廠,江蘇 連云港 222042)
純堿輕灰煅燒爐的檢修
葉劍敏
(南化有限公司 連云港堿廠,江蘇 連云港 222042)
氨堿法的重堿煅燒是純堿生產工藝中的最后工序,煅燒操作的好壞對純堿的產量、質量及能量的消耗有很大的影響。其設備的長周期運行對純堿企業的正常生產有著十分重要的意義。
氨堿;輕灰煅燒爐
1 概 況
氨堿法的重堿煅燒是純堿生產工藝中的最后工序,煅燒操作的好壞對純堿的產量、質量及能量的消耗有很大的影響。連云港堿廠現有輕灰煅燒爐5臺,由于它們的傳動設備較多,是否穩定運行直接影響到產品產量、質量;此外,合理配置煅燒爐開用臺數,提高單臺爐的產量,降低能耗,是企業挖潛增效,節能減排的重要課題。如何才能優化輕灰煅燒爐的運行周期,充分發揮核心裝置的作用?近期筆者跟蹤調研了1#煅燒爐的大修,從中總結了一些經驗。
連云港堿廠是國家“七五”期間興建的三大堿廠之一,設計能力年產純堿60萬t,現已擴能改造為年產量130萬t。其煅燒工序的灰煅燒爐也由原來的3臺增加到現在的5臺。蒸汽煅燒爐是當前得以推廣的高效重堿煅燒設備,為臥式圓筒形回轉設備,其技術規格和結構圖如表1、圖1所示,每套煅燒爐裝置由圓筒殼體、進堿部分、出堿部分、加熱蒸汽進汽和泄出凝水部分、機械支承部分及傳動部分組成。

圖1 蒸汽煅燒爐

表1 蒸汽煅燒爐技術規格
煅燒車間1#輕灰煅燒爐檢修,計劃施工時間從2009年10月12~31日。由于使用年限過長,前后滾圈磨損嚴重,爐體跳動大,對整體設備的穩定運行造成嚴重影響,雖然經過滾圈車削等工作,但取得的效果不是十分明顯;同時前期3#輕灰煅燒爐滾圈更換成功為煅燒爐滾圈更換做好了充分的技術支撐。決定對1#輕灰煅燒爐進行前后滾圈更換,徹底消除設備上存在的缺陷,同時也為下一步全面開足設備做好準備。針對1#輕灰煅燒爐檢修的特點,煅燒車間一方面認真落實布置好檢修工作,一方面做好其它輕灰系統穩定生產運行工作。
此次1#輕灰煅燒爐檢修是以煅燒爐前后滾圈、托輪更換、齒圈座改造為主線的系統性檢修,由大連化機設備有限公司、沛縣防腐公司以及我廠檢修、電氣、儀表等相關單位共同協作完成,其中大連化機設備有限公司承擔了煅燒爐主體的前后滾圈、托輪更換以及齒圈座改造任務。按照安排,1#煅燒爐系統于2009年10月12日開始交出;10月29日檢修結束,進行系統驗收,各項數據均在要求的范圍內;29日16:00通氣暖爐,慢盤試車,30日9:00一次性投料開車成功,比計劃提前一天半完成,系統運行平穩,并順利通過車間72 h帶料運行的考核。
2 按照施工方案認真落實施工
這次1#輕灰煅燒爐系統檢修施工時間長,技術要求高,牽涉單位較多,交叉作業多。煅燒車間在系統停修前,積極配合機動部門擬定好詳細的檢修項目,制訂好切實可行的施工方案,做好材料備件的準備等各項工作,并成立檢修管理小組。檢修過程中,車間管理人員積極配合協調好各單位、各項目的檢修,處理好檢修與清理的矛盾,對項目的質量進行全過程把關,對進度進行監控督促。在機動部門的領導下,堅持每周二、五召開施工協調會,及時解決施工過程中的技術、備件材料以及交叉作業、工序配合等問題。針對本次施工重點、難點為大連化機設備有限公司承擔的煅燒爐主體的前后滾圈、托輪更換、齒圈座改造任務的特點,車間從人員、材料、備品、車輛、技術、施工環境等提供盡可能的協助,對工程的質量、進度更是24小時專人跟蹤協調,及時解決施工過程中出現的各種問題。
3 配合相關部門精心組織驗收
煅燒爐前后滾圈以及齒圈的驗收工作是此次施工驗收的重要內容,煅燒車間檢修管理小組對此高度重視,在前后滾圈以及齒圈打表驗收期間,及時聯系機動、檢修等相關單位共同參與,確認質量,共同驗收,特別是一些關鍵數據驗收,督促反復調整,確保了工程的總體質量。各關鍵部位打表驗收數據如圖2:

圖2 滾圈和齒圈更換后端跳、徑跳數據
4 嚴格監管,狠抓檢修中施工安全
針對本次施工作業面廣,交叉作業點多,吊裝困難的特點,車間在安全管理方面將1#爐檢修安全施工作為10月份安全工作的重點,施工前制定了安全技術施工方案、作業指導書,進行了詳細的安全危害識別;并對施工隊伍進行嚴格的安全教育。施工中嚴格現場安全管理,嚴格執行安全5 min危害識別和HSE觀察卡制度,發現施工過程中的違章現象和施工現場存在的隱患、缺陷,及時安排整改處理。同時廠安環處在整體施工過程中給予了認真指導和嚴格的監督,確保了本次1#煅燒爐施工安全地完成。
5 全面檢查,確保系統檢修無漏項
本次檢修歷經18天,共完成煅燒爐前后滾圈更換、托輪更換、大齒圈改造、煅燒爐密封檢修、加熱管部分更換、進料螺旋吊瓦、殼體檢修、預混器軸承更換、返堿刮板電機、大鏈輪更換,出料電機更換、母液塔除沫器更換、堿塵螺旋更換銅瓦、分離器檢修、托輪和主減速機基礎處理等大小15項檢修項目,并同時對整個系統進行了拉網式檢查、清理、清洗,分工明確,責任到人,確保了系統檢修無漏項,保證了系統開啟運行穩定。
6 1#輕灰煅燒爐檢修后的效果(托輪溫升、主電機電流、齒圈打表)
在1#煅燒爐10月30日下堿作業后,車間對1#煅燒爐進行了72 h考核(30 Hz運行),安排車間值班人員、崗位操作人員加強巡檢監控,精心操作,并聯系檢修值班人員周六、周日上午、下午進行巡檢特護,3天運行期間,爐頭進料螺旋殼體沒有明顯晃動(修前每圈周期晃動嚴重),修前松動的爐頭托輪基礎和主減速機基礎穩定無明顯晃動,旋轉接頭及附件管線晃動量較小,主減速機傳動運行穩定,爐體運行無明顯晃動。3天期間除10月31日因主減速機油管墊子泄漏停修2 h外,其余時間運行穩定。11月2日對托輪軸承溫度進行了測量,通過監測可以看出各軸承溫度均小于75℃,在合格范圍內。具體數據如表2:

表2 托輪軸承溫度 (℃)
通過此次檢修,1#輕灰煅燒爐主電機電流與檢修前期相比有了較大的改善,下面選取了10月10日檢修前和11月1日檢修后的4 h電流趨勢圖進行比較,通過電流4 h電流趨勢圖可以看出檢修前期最大電流可達155 A,4 h內多次出現大的波動,波動非常頻繁。從11月1日的電流趨勢圖中可以清楚看出,最大電流不到130 A,而且4 h內僅有2次波動,電流相當穩定,說明爐體的齒輪、托輪等運行平穩,爐體無大的跳動,檢修工作相當成功。
圖3為10月10日主電機4 h電流趨勢圖。
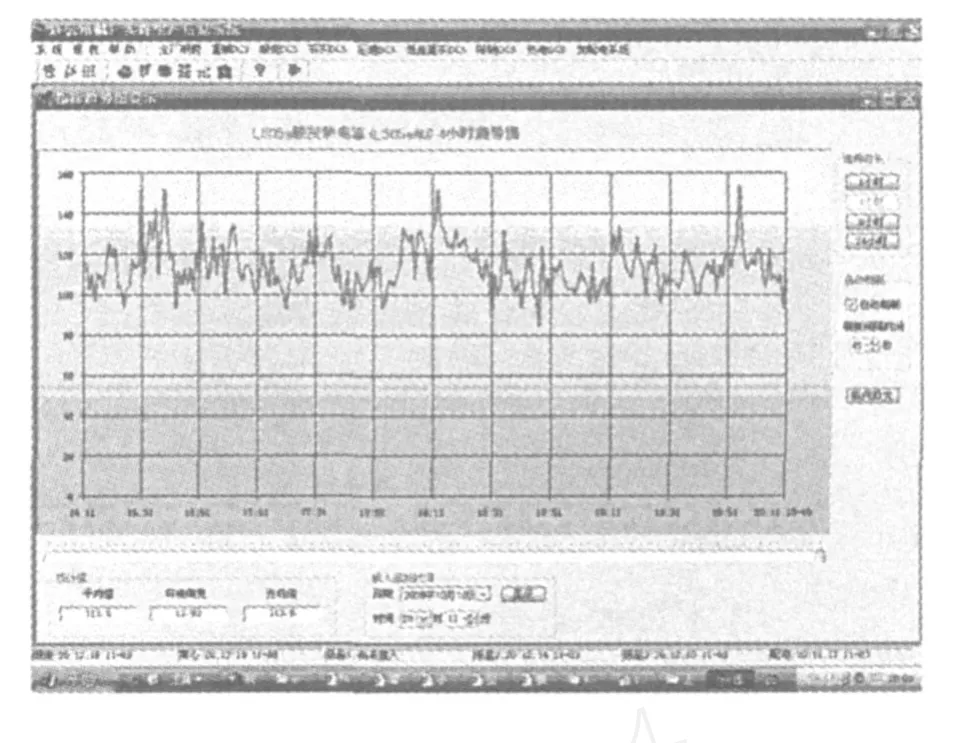
圖3 主電機4 h電流趨勢圖(10月10日)
圖4為11月1日主電機4 h電流趨勢圖。

圖4 主電機4 h電流趨勢圖(11月1日)
11月3日按照計劃安排停爐對大齒圈螺栓進行緊固,恢復托輪罩、齒圈罩,對托輪基礎、主減速機基礎螺栓進行緊固,并對大齒圈徑跳、端跳量進行復核,數據如下:

圖5 齒圈端跳、徑跳數據
從打表測量數據,可以看出通過3天的帶負荷運行后,各數據變化不大,設備運行穩定。同時在1#輕灰煅燒爐檢修期間,其它輕灰系統運行穩定,雖然4#和0#出現2起故障,但對10月份的產量沒有大的影響,順利完成廠部制定的輕灰產量。
7 施工中存在的不足和缺陷
雖然此次施工保質、保量地完成了任務,但在施工過程中依然存在一些缺陷,不足之處主要表現在:
檢修準備雖然經過了詳細的布置,但依然存在缺陷,例如在檢修前對廠房內的10 t行車沒有檢查,導致在檢修當天發現行車無法正常使用,盡管修理行車對整個施工沒有造成大的影響,但是表明準備工作做得依然不夠充分,這也是以后準備工作應該注意的細節。
通過前期3#輕灰煅燒爐滾圈更換到此次1#輕灰煅燒爐更換可以看出,我廠更換輕灰爐滾圈及齒圈改造的核心技術得到了提高和儲備,特別是廠機動部門將該項施工技術正確地運用到現場的實際施工中,指揮到位,布置合理,統籌得當,總結及時,為我廠關鍵設備的檢修、改造的技術力量儲備做出了貢獻,提高了我廠關鍵裝置的競爭力。
TQ 114.15
B
1005-8370(2010)03—33—04
2010-02-12
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
設備管理與維修(2015年12期)2015-04-09 06:57:00
