T W716/8卷繞機雙頭紡橫動裝置設計探討
2010-09-08 06:02:34郭有東
合成技術及應用 2010年2期
郭有東
(中國石化儀征化纖股份有限公司長絲生產中心,江蘇 儀征 211900)
T W716/8卷繞機雙頭紡橫動裝置設計探討
郭有東
(中國石化儀征化纖股份有限公司長絲生產中心,江蘇 儀征 211900)
概述了 T W716/8卷繞機雙頭紡橫動裝置的基本原理,并對雙頭紡橫動裝置設計中的有關要點進行了簡要的介紹,對雙頭紡橫動裝置的使用進行了說明。
橫動原理;雙頭紡;設計說明
隨著高速紡絲技術的發展,卷繞速度已提高到6 000 m/min,單機的錠位數從最早的 2頭發展到 24頭,滌綸 FDY長絲的產品結構也從原來的粗旦少孔變化為細旦多孔。為了更好地適應市場需求,將東麗 T W716/8卷繞機改造為 16錠雙頭紡顯然是十分必要的。
在雙頭紡改造中,橫動裝置是核心。不論哪一種形狀的卷裝都離不開橫動機構。其主要作用有:a)保證卷裝上的絲條均勻分布,密度一致,軟硬適度;b)保證卷裝的形狀穩定;c)保證卷繞張力均勻。
1 卷繞運動的基本原理
卷裝上的絲條是以螺旋線的軌跡,一層一層卷繞起來的 (圖 1)。在卷繞時,以卷裝為動參考系,機架為靜參考系,則卷取點M對機架的往復運動,就是橫動裝置的運動速度,其速度為 V2;而卷裝對機架的同轉運動,就是錠子軸的運動速度,其速度為V1。卷繞速度V應等于橫動速度與錠子軸速度的矢量和 (圖 2)。在圖中,螺旋線的升角α為卷繞角。
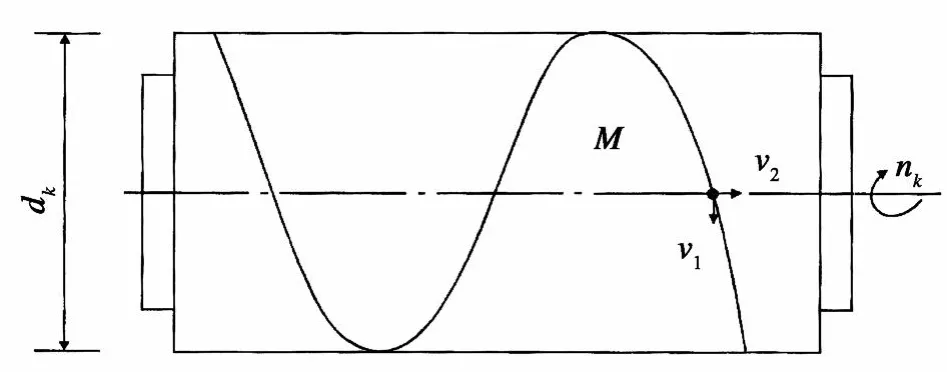
圖1 絲條卷繞軌道曲線
2 設備改造
2.1 將 T W716/8的橫動裝置變化為 16頭的橫動裝置
T W716/8的橫動裝置是 8 mm×150 mm分布,動程 123 mm,改為雙頭紡后,考慮到目前市場對FDY絲餅質量的一般要求,正常情況下,取最大分布,即 16 mm×75 mm,以確保絲錠的質量在 5 kg以上。
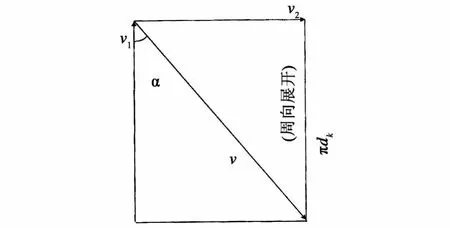
圖2 絲條卷繞速度和卷繞角
2.2 確定 T W716/8雙頭紡 16頭橫動裝置的動程
根據 sinα=2ST/W(其中 S為橫動撥叉動程,T為橫動撥叉的轉速,W為實際卷繞絲的線速度)可知,為了保證生產的正常進行,一般情況下保持原有的卷繞頭機械性能和工藝卷繞速度不變,即目前已確定的卷繞角α、卷繞速度W不變。
因此 sinα×W=2ST在改造過程中是作為一個常量來考慮的,依據這一認識,可知 S8T8=S16T16,T8/T16=S16/S8=19/41,則 S16=57 mm。
2.3 確定 T W716/8雙頭紡橫動裝置弧形導絲器的圓弧半徑
絲條經過橫動裝置時,總是在弧形導絲器上作往復的運動,以達到鋪絲的目的。由圖 3可知:
X2+Y2=R2,R為弧形導絲器的圓弧半徑,對時間求導,得

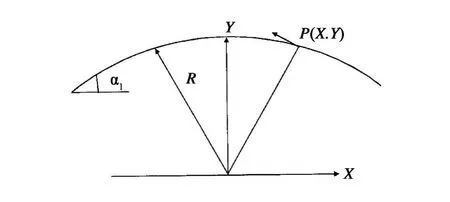
圖3 弧形導絲器的圓弧半徑

現在再來選取α值,利用式 (2),可以作出︱αy︱max隨α1而變化的關系曲線,如圖 4所示。
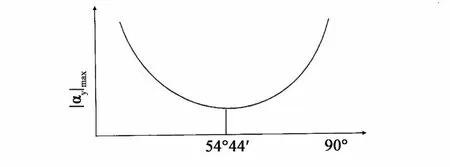
圖4 導向加速度和導向角的關系曲線

代入
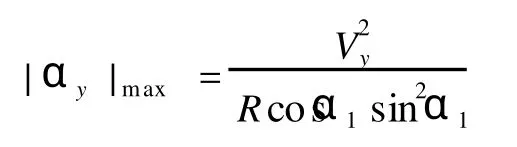
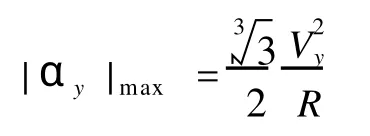
可以求得最大加速度的最小值為:
實際上,如α1角太大,則絲條在弧形導絲器導軌上的壓力變得很大,絲條往復走動的靈活性變差,絲條易起毛。參照日本東麗工程株式會社和德國巴馬格公司等的經驗數據,一般取α1<40°。
2.4 處理 T W716/8雙頭紡橫動裝置中的換向
在卷繞時,絲條的往復運動是內橫動裝置來實現的,在換向處,由于橫動撥叉是三葉與兩葉每 60°交接一次,換向是通過三葉與兩葉切點后的弧線來完成的,因此,換向時,撥叉將從速度 V2減到 0,然后又在反方向上從 0升到速度 V2。
由于機構安排上的原因,導絲點 B(圖 5)與卷取點M之間相隔一段距離,理論上稱之為自由絲段長度。卷取點M跟著導絲點 B作往復運動,但滯后一段距離。因此,當撥叉向右運動到達頂端點 B0時,卷繞點仍將繼續向右運動。卷取點運動至點M1,而撥叉才在點 B0附近換向,此時的螺旋升角αk小于正常的螺旋升角α。當撥叉向相反方向運動至點B1,卷取點仍沿原方向繼續前進到點 M0,點 B1和點M0的聯線與卷裝軸線相垂直,螺旋升角變成0。此后,卷取點開始反方向運動,直到瞬時螺旋升角αk增大到α時,整個換向過程才告結束,轉入速度為 -V2的正常卷繞過程。
以三葉或兩葉的交接點表面展開,兩交接點中間部分為直線,而交接點轉向部分則是一條轉向曲線,轉向曲線的方程式為 Yc=S(Xc),又將卷裝表面展開,卷裝端部的絲條卷繞跡線方程式為:Y=F(X)。如圖 6所示。
因此,在任一瞬時 t,對應于導絲點 N,有一卷繞點M,點N和點M在 X方向的距離就是自由絲段長度L。由于卷繞表面線速度和葉片轉向表面線速度V2不變,為了把葉片轉向曲線和卷繞跡線畫于同一坐標 XOY之中,應將坐標 XCOCYC作如下變換,即為:
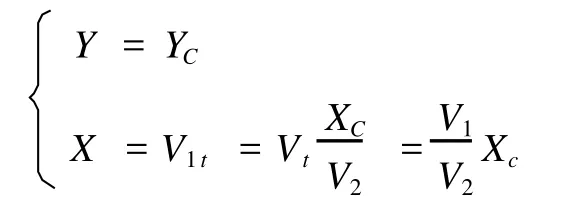
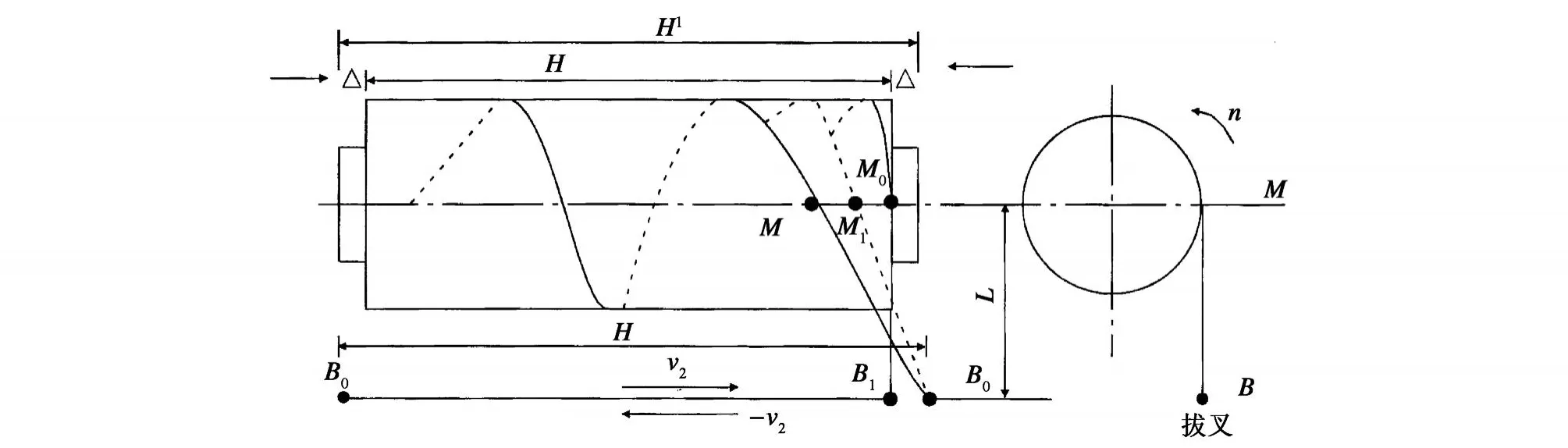
圖5 絲條換向示意
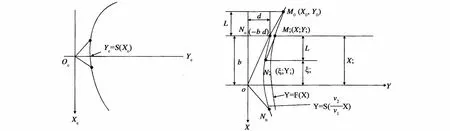
圖6 絲條轉向曲線和卷繞跡線
經過變換后的葉片轉向曲線中心線方程為:

經過微分計算后,其解為:

采用分部積分法,上式就可寫為:
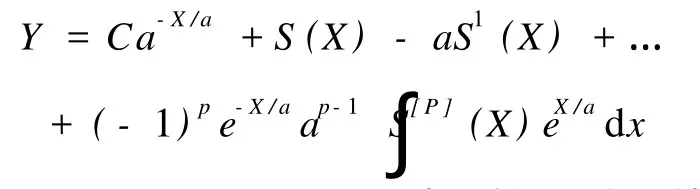
式中,S[P](X)——S(X)對 X的 P階導線,
C——積分常數 (可根據結點條件確定),則葉片轉向曲線的方程為:
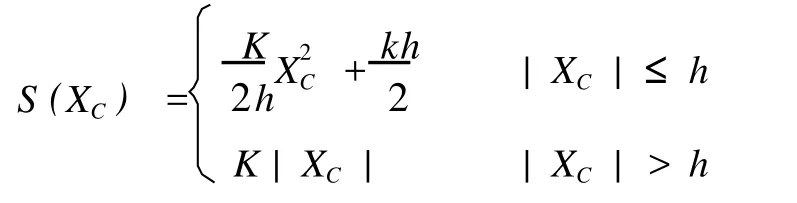
卷線跡線的方程為:

根據

和 RA=KL/tg2α可知,在卷繞角不變時,轉向曲線的升角愈小,卷繞跡線的曲率半徑就愈小。同時,在一般情況下,轉向區間不變,減小升角或升角不變,減小轉向區間,減小曲率半徑,都可使卷繞跡線的曲率半徑減小。因此,采用快速起動的轉向曲線,自然就是一種有效的選擇。
3 T W716/8雙頭紡橫動撥叉在使用中的注意點
3.1 精度
經過設計和制造的 T W716/8雙頭紡橫動撥叉在制造過程中,其加工手段和制造精度是嚴格的,一般制造精度取 IT6,組裝精度取 IT6。
3.2 橫動撥叉專用工裝
在日常的維護過程中,合理的橫動撥叉專用工裝很關鍵,其工裝必須確保如下幾點:
a)三葉和兩葉瓷件工作面相關位置的定位必須準確無誤,一次定位,不能產生累積誤差;
b)三葉和兩葉,三葉與弧形導絲器的上下相對位置必須嚴格控制在 1 mm;
c)定期對橫動裝置進行清理保養,定期檢查葉片和弧形導絲器工作面,確保其工作面光滑,無傷痕。
4 結 語
T W716/8卷繞機經過雙頭紡改造后,產品結構將大大優化,能耗將明顯降低,品種的開發將更方便,適應市場的能力會明顯增強。
1 魏大昌.化纖機械設計原理[M].北京:紡織工業出版社,1991.12
2 李允成,等.滌綸長絲生產[M].北京:中國紡織出版社,1998.4
3 王顯樓,等.高速紡絲拉伸變形工藝與設備[M].北京:紡織工業出版社,1992.12
4 楊可楨,等.機械設計[M].北京:基礎高等教育出版社,1989.5
5 董紀震,等.合成纖維生產工藝學[M].北京:中國紡織出版社,1994.6
6 機械設計編委會.機械設計手冊[M].機械工業出版社,2007.7
D iscussing of TW716/8 Double winding machine textile traverse mechan ism design
Guo Youdong
(Sinopec Yizheng Chem ical Fibre Com pany L im ited filam ent production center,Jiangsu Yizheng211900,China)
Overview of the T W716/8 Double windingmachine textile traverse mechanis m of the basic principles of double-headed spinning traverse mechanis m and the design of the elementsof a brief introduction to the twoheaded spinning traverse mechanism was used Note.
traverse principle;double-headed spinning;Design Notes
TQ340.651
B
1006-334X(2010)02-0052-04
2010-06-08
郭有東 (1972-),江蘇高郵人,工程師,現從事長絲管理工作。