液體中鎂合金表面電火花A l-Nd合金化研究
2010-09-14 07:29:50陳長軍蘇衍戰張詩昌周家林
武漢科技大學學報 2010年5期
陳長軍,蘇衍戰,張 敏,張詩昌,周家林
(武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室,湖北武漢,430081)
液體中鎂合金表面電火花A l-Nd合金化研究
陳長軍,蘇衍戰,張 敏,張詩昌,周家林
(武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室,湖北武漢,430081)
以A l-Nd鑄造合金為電極、蒸餾水和煤油為電介液,對ZM 5鎂合金進行電火花合金化。采用金相分析、能譜分析和掃描電鏡對合金化層的形貌和成分進行研究。結果表明,應用液體中電火花合金化技術,可以在鎂合金表面制備合金化層;以蒸餾水為電介液、放電電壓為80~100 V,或以煤油為電介液、放電電壓為40~60 V時,合金化層較連續、致密,其最大厚度可以達到50μm。
電火花合金化;鎂合金;電介液;鋁-釹
鎂合金應用廣泛,但耐蝕性和耐磨性較差。通過改變鎂合金的表面性能可以使其適用于更加苛刻的工作環境、延長其使用壽命。電火花技術是在一定的介質(氣體或液體)中,利用電火花的能量將電極材料過渡到加工材料表面,形成具有高硬度、強耐蝕性的合金化層,以提高材料表面性能的非傳統加工技術,其具有投資少、操作簡單、局部加工、熱影響區小、冶金結合等優點,現已廣泛應用在模具、機械、電力、航空航天等領域[1-3]。例如,利用TiC、Si、YG8電極對材料進行電火花表面改性處理后,材料的表面性能得到了提高[4-6]。
研究表明,稀土元素Nd可以改善鎂合金的組織,提高其耐腐蝕性和力學性能[7-8]。將具有高耐蝕性的A l合金作為電極,并在電極中摻加Nd,以鎂合金為基體進行電火花合金化,有望獲得性能優越的合金化層。在液體中對鎂合金進行電火花合金化的研究還不多見,本文僅對鎂合金在液體中的電火花合金化層制備和測試進行初步研究,以期為后續研究工作奠定基礎。
1 試驗
試驗材料為航空工業常用的鑄造鎂合金ZM 5,其化學成分為:w(A l)=7.5%~9.0%, w(Zn)=0.2%~0.8%,w(M n)=0.15%~0.50%,其余為M g。將ZM 5加工成10 mm×10 mm×50 mm的試樣,其待加工表面用600#、800 #、1000#、1200#耐水砂紙依次磨平,并用丙酮超聲清洗,吹干待用。電極材料為A l-Nd鑄造合金,其中稀土元素的質量分數約為10%。將A l-Nd鑄造合金加工成直徑為4 mm的圓柱棒,其中一端磨成錐形,用丙酮超聲清洗,以便電火花合金化加工。電介液分別為蒸餾水和煤油。
試驗采用本實驗室自行研制的金屬醫生W KD-1500型電火花設備,設備性能參見文獻[9]。分別進行單脈沖試驗和多次合金化制備合金化層試驗,加工頻率為75 Hz,其余加工參數見表1和表2。

表1 單脈沖試驗的技術參數Table 1 Technology parameters of single pulse discharge

表2 合金化層試驗的技術參數Table 2 Technology parameters of alloying layer
采用PH IL IPS XL 30 TM P掃描電鏡對單脈沖放電凹坑進行形貌觀察,采用BX-51M型金相顯微鏡和FEINova 400型掃描電鏡(SEM)以及附帶的Oxford INCA能譜儀對制備的合金化層進行金相和成分分析。
2 結果與討論
2.1 單脈沖放電凹坑形貌分析
圖1為單脈沖試驗部分試樣的放電凹坑形貌。比較單脈沖試驗在試樣上形成的放電凹坑直徑可以看出,電介液為蒸餾水時,放電凹坑直徑隨放電電壓的升高而增大,如圖1(a)和圖1(c)所示,即放電凹坑直徑與放電電壓正相關。放電電壓為100 V時,濺射現象很明顯,試驗過程中爆鳴聲較大。同時,放電電壓相同而功率不同時,放電凹坑直徑變化不明顯,如圖1(a)和圖1(b)所示,即單脈沖放電時功率對放電凹坑影響不大。電介液為煤油時,放電凹坑直徑與放電電壓也是正相關的,且功率對放電凹坑影響也不大。放電電壓越大,單次脈沖釋放的能量就越大,所以放電凹坑的直徑也就越大。
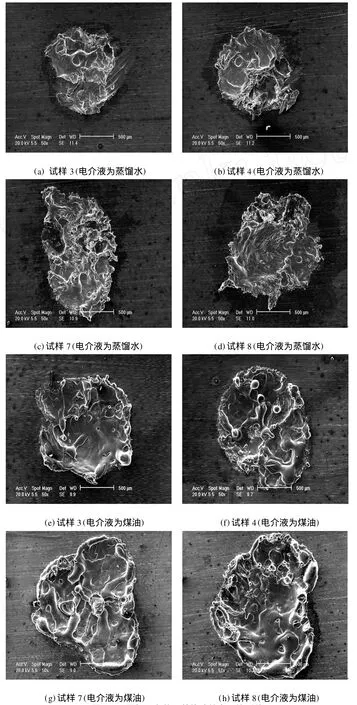
圖1 不同加工參數下單脈沖放電凹坑形貌.1 SEM morphology of craters in single pulse discharge with different technology parameters
對比電介液不同而其他加工參數相同時得到的放電凹坑形貌,如圖1(a)和圖1(e)、圖1(b)和圖1(f)、圖1(c)和圖1(g)、圖1(d)和圖1(h)所示,可以看出在煤油電介液中得到的放電凹坑直徑總是比在水電介液中得到的放電凹坑直徑要大些。加工參數相同時,設備提供的能量是一樣的,在能量釋放過程中,部分能量被電介液所吸收,上述現象表明,在放電通道形成能量釋放的過程中,水比煤油吸收了更多的能量。
合金化層是由無數密集的強化點和放電凹坑構成的,而強化點也是經過一次或多次放電形成的[10],所以每次放電形成的凹坑越大,則越利于合金化層的形成。也就是說,一般情況下,放電電壓越大,越利于合金化層的制備;與蒸餾水相比,以煤油為電介液更利于合金化層的制備。
分別以蒸餾水和煤油為電介液進行單脈沖試驗,在試樣8上形成的放電凹坑中心部位的顯微形貌如圖2所示。
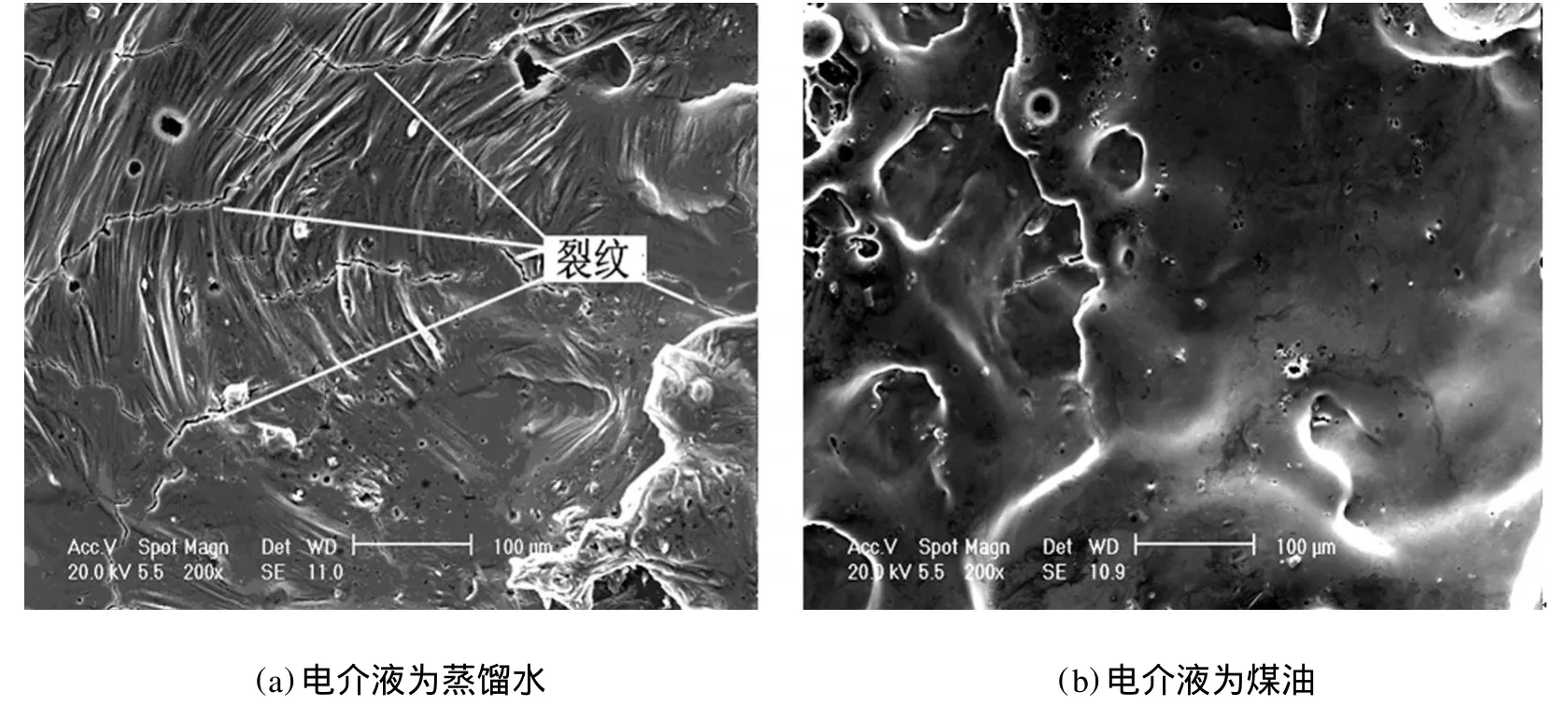
圖2 單脈沖試驗中試樣8的放電凹坑中心部位形貌Fig.2 SEM morphology of crater center of Sample 8 in single pulse discharge
從圖2(a)中可以看出,放電凹坑中心部位分布有較多的顯微裂紋;而在圖2(b)中幾乎沒有發現顯微裂紋。這一現象在加工參數不同的其他試樣上都可以發現,這表明產生顯微裂紋的主要原因是電介液而不是電火花加工參數,并且在蒸餾水中進行電火花合金化比較容易產生顯微裂紋。Chen等[11]在研究不同電介液中鈦合金電火花表面合金化時也發現了同樣的問題,其原因可能是:蒸餾水的冷卻能力比煤油的大,導致熔滴凝固速率較高,因此合金化層更容易出現顯微裂紋。參照文獻[12]的分析可知,放電凹坑上的顯微裂紋在形式上屬于穿越放電痕跡,裂紋的出現是由于熔融材料再次凝固后產生的殘余拉應力所致。
單脈沖試驗中在試樣4上形成的放電凹坑邊緣部位的顯微形貌如圖3所示。從圖3中可以看出,以蒸餾水或以煤油為電介液,放電凹坑邊界都帶有明顯的噴濺痕跡。相比較而言,以蒸餾水為電介液時,放電凹坑邊界的噴濺痕跡更加明顯。試驗過程中也發現,在加工參數相同的條件下,煤油中發出的爆鳴聲比蒸餾水中發出的爆鳴聲要小得多。
2.2 合金化層金相分析
圖4為部分試樣的合金化層金相照片。金相分析結果顯示,每組試樣均可以得到合金化層,其厚度變化趨勢不明顯。以蒸餾水為電介液、放電電壓為80~100 V時(如圖4(a)和圖4(b)所示),以及以煤油為電介液、放電電壓為40~60 V時(如圖4(c)和圖4(d)所示),在鎂合金表面可以形成連續的合金化層;采用其他加工參數時,在鎂合金表面也可以形成合金化層,但是合金化層不連續。合金化層最大厚度可以達到50μm。通過對單脈沖試驗的分析可知,蒸餾水在放電過程中吸收了較多的能量,所以,放電電壓較大時,在蒸餾水中容易制備合金化層。對于煤油電介液而言,放電電壓較大時,每次產生的電火花能量過大,反而不利于合金化層的形成,所以放電電壓為40~60 V時,試樣表面的合金化層更加連續。
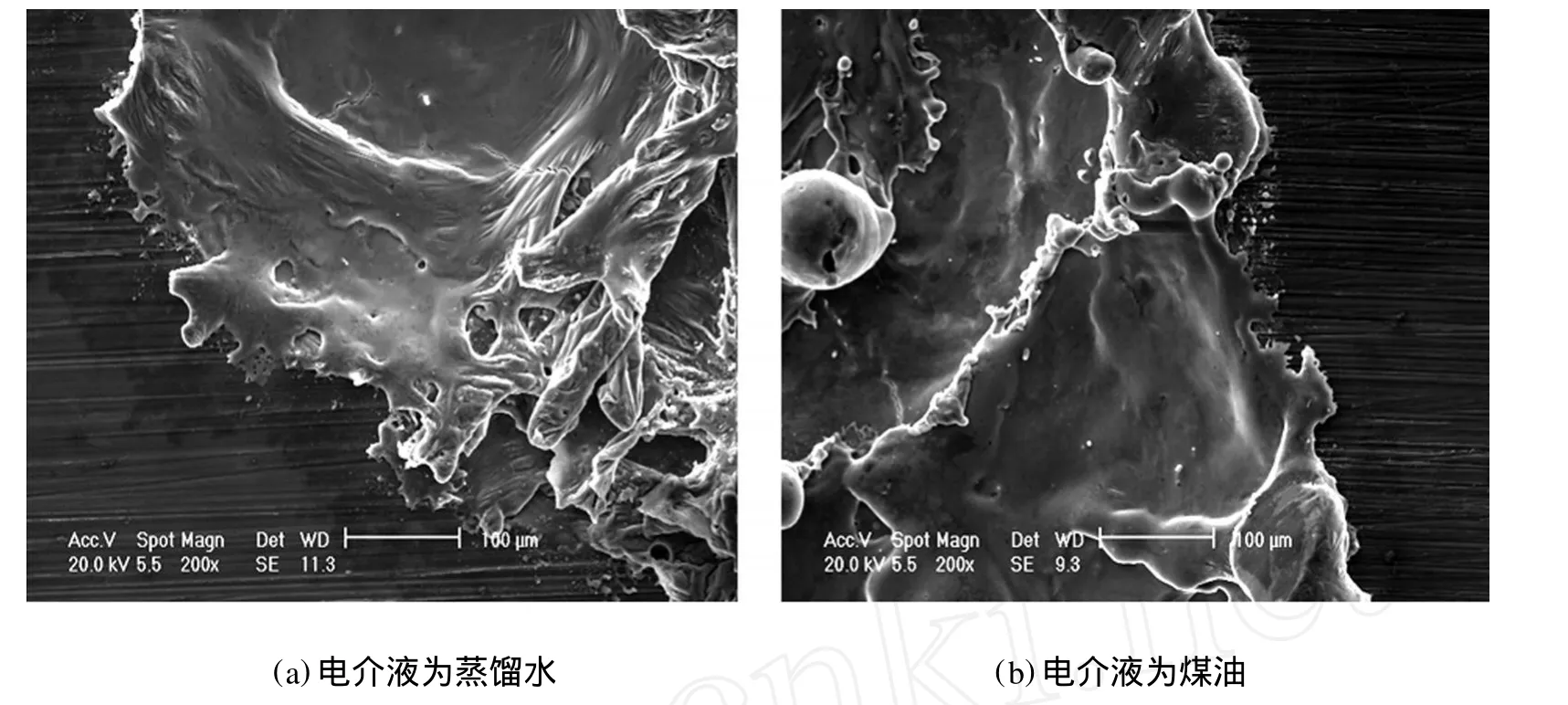
圖3 單脈沖試驗中試樣4的放電凹坑邊緣部位形貌Fig.3 SEM morphology of crater border of Sam ple 4 in single pulse discharge

圖4 部分試樣合金化層金相照片Fig.4 Metallographs of some sam ples’alloyed layer
另外,在合金化層內部沒有發現裂紋、氣孔等宏觀缺陷。因此,在單脈沖放電過程中形成的顯微裂紋應該是在后續的電火花能量作用下重熔消失了。
2.3 合金化層掃描分析
圖5為合金化層截面的典型顯微結構。從圖5中可以看出,合金化層由形狀不規則的塊狀物疊加而成,與基體為冶金結合,其內部幾乎沒有顯微裂紋和氣孔,因此合金化層是致密的。在合金化層與基體之間,有10μm左右的熱影響區。成分分析結果顯示,以蒸餾水為電介液時,合金化層中w(A l)=38.06%,w(Nd)=5.74%;以煤油為電介液時,合金化層中 w(A l)=60.38%,w(Nd) =6.19%。
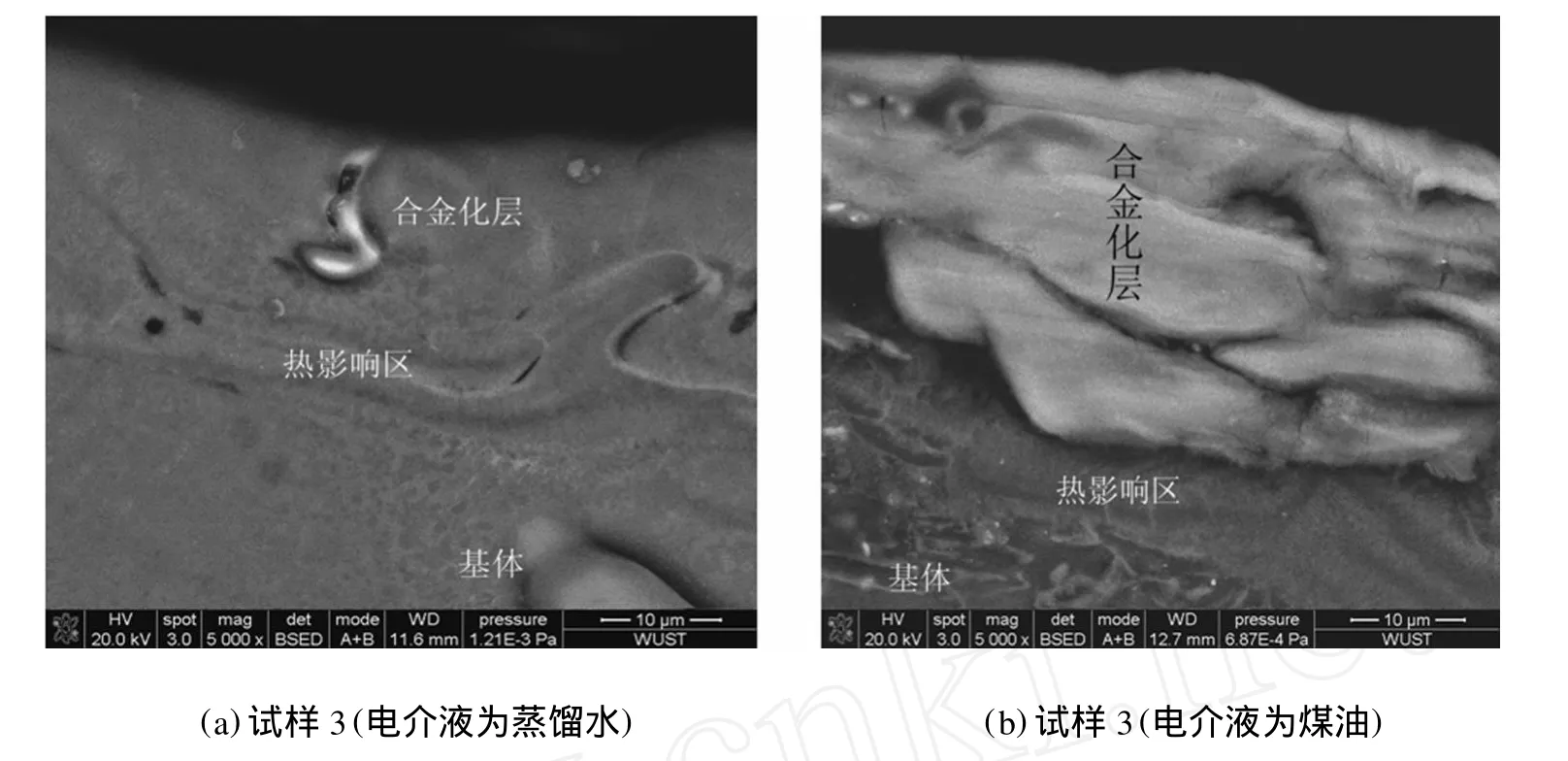
圖5 合金化層顯微結構Fig.5 SEM microstructure of alloyed layer
3 結論
(1)對于單脈沖火花放電,電壓越大,形成的放電凹坑直徑也越大;電介液對放電凹坑直徑有影響,在煤油中形成的放電凹坑比在蒸餾水中形成的要大些;功率對單脈沖放電凹坑基本沒有影響。
(2)通過液體中電火花合金化技術,在鎂合金表面制備了合金化層,其中A l和Nd的含量非常高。
(3)以蒸餾水為電介液、放電電壓為80~100 V,或以煤油為電介液、放電電壓為40~60 V時,均可在鎂合金表面制得連續致密的合金化層,其最大厚度可以達到50μm。
[1] 陳長軍,張詩昌,張敏,等.液體中電火花(高能微弧火花)改性研究進展[J].金屬熱處理,2009,34(3): 66-70.
[2] 王釗,陳薦,何建軍,等.電火花表面強化技術研究進展與發展概況[J].熱處理技術與裝備,2008,29 (6):46-50.
[3] Simao J,Lee H G,A spinwall D K,et al.Wo rk piece surface modification using electrical discharge machining[J].International Journal of Machine Tools&M anufacture,2003,43:121-128.
[4] Mo ro T,Goto A,Mohri N,et al.Surface modification p rocess by electrical dischargemachining with TiC semi-sintered electrode[J].Journal of the Japan Society for Precision Engineering,2001,67(1): 114-119.
[5] 張守魁,王丹虹,梁延德.硅電極電火花表面改性的研究[J].表面技術,2007,36(2):29-30.
[6] 李平,喬生儒,張麗麗,等.YG8電極在氬氣和硅油中對Ti17的電火花表面改性研究[J].材料工程, 2008(5):57-61.
[7] 李肖豐,李全安,陳君,等.Y、Nd復合稀土對AZ81鎂合金耐蝕性的影響[J].特種鑄造及有色合金, 2009,29(4):368-371.
[8] 申筱濛,曾小勤,周娜,等.稀土元素Nd、Y對鎂合金性能與組織的影響[J].鑄造工程,2010(1):16-18.
[9] 陳長軍,常慶明,張詩昌,等.銅合金表面電火花堆焊實驗研究[J].武漢科技大學學報,2008,31(4): 361-363.
[10]陳鐘燮.電火花表面強化工藝[M].北京:機械工業出版社,1987.
[11]Chen S T,Yan B H,Huang F Y.Influence of kerosene and distilled water as dielectrics on the electric discharge machining characteristics of Ti-6Al-4V [J].Journal of Materials Processing Technology, 1999,87:107-111.
[12]呂戰竹,趙福令,楊義勇.混粉電火花加工表面顯微裂紋的研究[J].電加工與模具,2007(2):9-12.
Prelim inary study on electrical discharge surface alloying of magnesium alloy with Al-Nd in fluid
Chen Changjun,Su Yanzhan,Zhang M in,Zhang Shichang,Zhou Jialin
(Key Labo rato ry for Ferrous Metallurgy and Resources U tilization of M inistry of Education, Wuhan University of Science and Technology,Wuhan 430081,China)
The surface modification of magnesium alloy by electrical discharge machining using A l-Nd as tool electrode was carried out in distilled w ater and kerosene,respectively.The morphology and microstructure of the alloyed layer w ere analyzed by OM and SEM,and quantitative analysis of element content was carried out by EDS.The results indicate that continuous and compact alloyed layer can be made on themagnesium surface by electrical surface alloying in fluid.And themax thickness is about 50μm.If distilled w ater is used as dielectric fluid,the app rop riate voltage is 80~100 V.And if dielectric fluid is kerosene,the app rop riate voltage is 40~60 V.
electrical discharge alloying;magnesium;dielectric fluid;A l-Nd
TG159
A
1674-3644(2010)05-0505-06
[責任編輯 尚 晶]
作者介紹:陳長軍,男,1976年出生,2000年畢業于東北大學有色金屬冶金專業,獲工學學士學位,2006年12月畢業于中國科學院金屬研究所材料學專業,獲工學博士學位,2010年入選武漢科技大學骨干教師出國研修資助項目。現為武漢科技大學副教授、碩士生導師。兼任國家自然科學基金評審人,中國宇航學會光電技術委員會委員,中國光學學會激光加工專業委員會委員,湖北省暨武漢市激光學會理事。近8年來以第一作者發表論文40多篇,其中被 EI檢索20多篇,被SCI檢索10篇,參編教材2部。獲發明專利2項(第二發明人)。參加國際會議6次,均作口頭報告。自2007年進入武漢科技大學以來,作為項目負責人已經完成湖北省教育廳優秀中青年科技計劃項目1項,正在主持國家自然科學基金、國家科技部科技人員服務企業行動項目、武器裝備預研基金、航空科學基金、校內外開放基金等共6項縱向課題,承擔企業橫向合作課題多項。獲2009年武漢科技大學教學優秀二等獎、武漢科技大學“科技新秀”榮譽稱號。主要研究方向為鎂合金、鈦合金、高溫合金、軋輥材料的激光表面強化及電火花表面強化。
2010-06-30
國家自然科學基金資助項目(50801050).
陳長軍(1976-),男,武漢科技大學副教授,博士.E-mail:chjchen2001@yahoo.com.cn
