連續輥彎成形過程模擬研究
2010-09-14 07:29:54胡盛德李立新劉勝貴杭乃勤
武漢科技大學學報 2010年5期
胡盛德,羅 維,陳 楠,胡 群,李立新,劉勝貴,田 亮,杭乃勤,章 凱
(武漢科技大學材料與冶金學院,湖北武漢,430081)
連續輥彎成形過程模擬研究
胡盛德,羅 維,陳 楠,胡 群,李立新,劉勝貴,田 亮,杭乃勤,章 凱
(武漢科技大學材料與冶金學院,湖北武漢,430081)
以現場典型產品為研究對象,模擬板帶連續冷彎成形過程,基于有限元分析軟件,開發冷彎成形過程仿真軟件。ANSYS-LSDYNA顯式動力學非線性模擬結果表明,冷彎成形過程第一部分型鋼等效應力模擬平均值與實驗值吻合,彎角變形區塑性等效應變隨道次變化情況模擬結果表明,中間道次變形分配欠均勻,輥花工藝尚需優化。
冷彎成形;有限元;等效應力;應變場
冷彎型鋼由于其生產工藝高效、節能、環保被廣泛用作眾多行業的構件[1-2],然而其成形過程所具有的幾何學、運動學、動力學和材料學等方面的復雜性,使得冷彎成形學科一直是一門經驗性很強的工程技術。不少學者采用有限元法模擬冷彎成形過程,探討模擬計算參數對成形計算結果的影響,這些研究成果為冷彎成形過程定性分析起到了很好的作用,也為冷彎成形模擬工作提供了有益參考[3-6]。縱觀大量連續輥彎研究結果,皆因缺少相關現場數據,缺少材料模型實驗數據和成形過程型鋼性能實驗結果,使得模擬成形與實際成形存在相當差距。
本文圍繞現場輥彎生產實際,以某廠典型產品為對象,以實驗處理過的板帶為材料模型,運用APDL程序開發出冷彎成形過程仿真軟件,通過型鋼成形過程性能實驗對模擬軟件進行驗證。
1 軟件結構與模擬流程
本文模擬軟件結構的設計對象為某型鋼廠矩形焊管連續輥彎成形過程,其矩形焊管冷彎輥花如圖1所示。冷彎成形過程模擬分為五部分:第1部分為1~4道次,板帶平整和兩頂角主要的彎曲變形;第2部分為5~8道次,為發生兩底彎角主要變形的道次;第3部分為9~11道次,頂底角同時發生微小變形;第4部分為擠壓高頻焊接;第5部分為12~15道次,焊管形狀精整。
連續輥彎成形仿真流程如圖2所示。計算過程按照上述五部分進行。

圖1 矩形焊管冷彎輥花Fig.1 Cold-form ing process of a rectangular steel tube

圖2 連續輥彎成形仿真流程Fig.2 Simulation procedure of cold-rolled form ing
2 關鍵模型
2.1 材料本構關系模型
以某熱軋Q345鋼帶為原料,沿寬度方向取樣,拉伸實驗后繪制成實驗應力-應變曲線,再編制程序擬合雙線性硬化模型,當實驗數據與雙線性模型對應數據點流動應力差的平方和最小時,認為獲得最佳模型;FEM模擬計算時取多個試樣雙線性模型參數的平均值。圖3、圖4為沿母材寬度方向上兩個位置處的雙線性模型回歸擬合結果。

圖3 母材試樣1雙線性模型擬Fig.3 Bilinear model of parent steel Sample 1

圖4 母材試樣2雙線性模型擬合Fig.4 Bilinear model of parent steel Sam ple 2
2.2 幾何模型與FEM模型
輸入材料屬性和幾何參數,包括板料雙線性屈服強度、彈性模量、切線模量、板料長度、寬度、厚度等參數,以及5個部分不同輥型參數,包括機架間距、輥徑、道次彎曲角、彎曲半徑、道次接觸等,建立幾何模型。為了節省存儲空間和提高計算速度,考慮板料和軋輥的對稱性,取其一半進行模擬分析,圖5為冷彎成形過程第1部分第3個道次輥彎變形幾何模型。

圖5 3個道次輥彎變形幾何模型Fig.5 Geometric model for three-pass cold-rolled form ing
對幾何模型進行網格劃分,得到FEM模型。板料和軋輥均采用薄殼四節點四邊形單元SHELL 163,沿殼厚方向積分點參數N IP設置為5。鋼帶材料模型為雙線性隨動硬化模型(BKIN),該模型考慮Bauschinger效應。定義成型輥為剛性體,材料模型為剛性材料,每個成型輥由一個PART控制,成型輥數量由輸入的軋制道次和軋輥類型通過 APDL循環控制。板料與軋輥之間的摩擦模型采用庫侖摩擦模型,其靜摩擦系數和動摩擦系數取0.2和0.1。輥彎成形的軋輥FEM模型如圖6所示。

圖6 軋輥FEM模型Fig.6 FEM model for roll types
3 模擬結果及討論
第1道次為板帶切邊后的平整,研究表明平整沒有引起帶鋼的塑性變形[7],故本文不作模擬。運用開發的APDL仿真軟件,對系統軟件的第一部分(頂角發生主要變形的第2、3、4道次)進行模擬。對于典型模擬產品冷彎200 mm×300 mm× 9.2 mm的Q345矩形焊管,本課題已對其冷作硬化效應及短柱軸壓性能做了較詳細的研究[7]。為了驗證模擬結果,依據輥花工藝和模擬計算參數編制程序,冷彎成形模擬完成后,提取歷經每個道次后彎角部位各節點的最大等效應力。將本文彎角部分節點等效應力模擬平均值與文獻[7]中所測量的彎角試樣屈服應力值進行比較,其結果如圖7所示。由圖7可見 ,模擬等效應力值與實驗值吻合,最大相對誤差不大于7%。

圖7 彎角等效應力模擬與實驗的比較Fig.7 Comparison between simulated effective stressesand measured values of corner portion
圖8~圖10為模擬的各道次機架的等效應力云圖。由圖8~圖10可見,第2道次剛咬入時,彎角變形區附近等效應力最大,高頻焊對面的中央平板局部以及帶鋼邊部等效應力次之,彎角部位發生了明顯的塑性變形,中心局部區域發生了小量塑性變形,其他部位仍處于彈性變形階段。第2道次為穩定冷彎階段,邊部高應力區范圍擴大,鋼帶邊部不少地區進入塑性變形狀態。第3、4道次等效應力的分布規律類似于第2道次,但隨著應變程度的增加,邊部和彎角部位高應力區和塑性變形區的范圍進一步擴大,帶鋼頭部出離輥道后的不規則回彈清晰可見,三個道次彎角部位等效應力均值按400、451、531 M Pa逐漸增大。

圖8 第2機架變形等效應力云圖Fig.8 Effective stress field in Pass 2

圖9 第3機架變形等效應力云圖Fig.9 Effective stress field in Pass 3
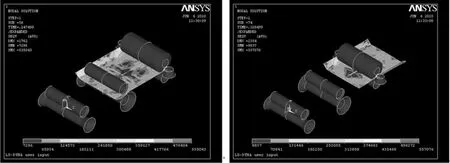
圖10 第4機架變形等效應力云圖Fig.10 Effective stress field in Pass 4
表1為提取的每一道次冷彎后彎角部位節點塑性等效應變平均值。從表1可知,冷彎成形第1部分彎角部位總的等效塑性應變值為0.36。道次變形主要在第3、4兩個道次完成 ,共計0.302,占全部應變的83.88%。其中第4道次增加量最大,占54.44%。輥花參數符合道次參數分配的一般規律:在變形角選取上,開始道次應稍小,中間道次盡可能大,后面道次宜小。但計算表明,此工藝參數值不是最好,因為第4道次應變增加量過大,而第3道次相對較小。因而在軋機負荷相同的條件下,應保證板料中間各個道次應變大且變形均勻,從而既充分發揮軋機效能、減小軋輥磨損,避免出現翹曲褶皺等缺陷。

表1 彎角道次等效應變平均值Table1 Mean effective strain and increase of the corner portion
4 結語
基于冷彎成形過程實際與實驗研究,在建立連續輥彎成形模擬軟件結構的基礎上,運用開發的APDL仿真軟件,對冷彎成形過程第1部分進行模擬計算,模擬計算的結果與實驗結果相吻合,該軟件可用于輥花設計與冷彎工藝優化。
[1] Bui Q V,Ponthot J P.Numerical simulation of cold roll-fo rming p rocesses[J].Journal of Materials Processing Technology,2008,202(1):275-282.
[2] Alsamhan A,Hartely P,Pillinger I.The computer simulation of cold-roll-fo rming using FE methods and app lied real time re-meshing techniques[J]. Journal of Materials Processing Technology,2003, 142(1):102-111.
[3] Moen C D,Igusa T,Schafer B W.Prediction of residual stressesand strains in cold-fo rmed steelmembers[J].Thin-Walled Structures,2008,46(1):1 274-1 289.
[4] 胡斯堯,李立新,彭娟.基于BP網絡的冷彎型鋼軋后回彈預報模型[J].武漢科技大學學報:自然科學版,2006,29(5):446-448.
[5] 曾國,來新民,于忠奇,等.多道次輥彎成形數值模擬技術[J].上海交通大學學報 ,2007,41(10): 1 598-1 602.
[6] 徐樹成,劉才.方矩形管第一道次輥彎成形過程的變形和應力場[J].燕山大學學報,2000,24(1):15-18.
[7] 胡盛德,李立新,周家林,等.厚壁方矩形管冷彎效應對比分析[J].材料科學與工程學報,2010,28 (1):76-80.
Simulation program for cold roll form ing
H u Shengde,L uo W ei,Chen N an,H u Qun,L i L ixin,L iu Shenggui, Tian L iang,Hang N aiqin,Zhang Kai
(College of Materials Science and Metallurgical Engineering,Wuhan University of Science and Technology,Wuhan 430081,China)
In order to p recisely simulate the cold rolled forming p rocess,the real forming technology of a typical p roduct was divided into five parts and modeled.A simulating p rogram for cold roll forming has been developed utilizing ANSYS-LSDYNA,a parameter design language for ANSYS finite element analysis softw are.The stress strain relationship function fo r sim ulation w as obtained by fitting tensile tests data of the parent steel.The effective stresses of the corner portion from the simulation agree well w ith that from experiments during the first part of the cold roll forming.Effective p lastic strains of the corner portion were simulated and analyzed.The results indicate that strains are not w ell-distributed in the middle passes.To p romote the p roduct quality and enhance p roduction investment,it is necessary to op timize the p resent deformation technology.
cold roll fo rm ing;finite element method;effective stress;strain field
TG335.14.3
A
1674-3644(2010)05-0468-05
[責任編輯 彭金旺]
作者介紹:胡盛德,男,1972年出生,2006年獲華中科技大學材料科學與工程專業工學博士學位。武漢科技大學副教授、碩士研究生導師。在國內外重要學術期刊發表論文20篇,其中,被SCI檢索3篇,EI檢索11篇,ISTP檢索1篇。主編教材1部,參編教材2部。近年來,作為主要完成人和項目負責人完成和正在承擔材料科學與工程研究課題國家自然科學基金3項、國家863計劃研究課題1項和湖北省教育廳項目3項、企業橫向合作課題多項,獲2009年湖北省科技進步三等獎1項,2010年泰安市科技進步三等獎1項,2010年山東省中小企業科技進步二等獎1項。主要研究方向:精密軋制技術、材料加工過程的組織性能控制及工藝優化、新材料開發、金屬塑性加工過程有限元分析。
2010-06-30
武漢科技大學鋼鐵冶金及資源利用省部共建教育部重點實驗室開放基金資助項目(FMRU 2007Y01).
胡盛德(1972-),男,武漢科技大學副教授,博士.E-mail:adhello@163.com
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
核科學與工程(2021年4期)2022-01-12 06:30:26
今日農業(2020年19期)2020-12-14 14:16:52
中華詩詞(2020年1期)2020-09-21 09:24:52
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
中學物理·高中(2016年12期)2017-04-22 11:53:03
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
發明與創新(2016年38期)2016-08-22 03:02:52
