脫氫反應器的切割改造
2010-09-24 01:32:16北京燕華建筑安裝工程有限責任公司北京102502
石油化工建設 2010年6期
■ 黃 峰 北京燕華建筑安裝工程有限責任公司 北京 102502
脫氫反應器的切割改造
■ 黃 峰 北京燕華建筑安裝工程有限責任公司 北京 102502
通過苯乙烯脫氫反應器的切割改造,總結反應器的改造方法、厚壁304H材料的現場切割和焊接方法,為類似設備改造提供借鑒。
反應器改造 304H 切割 焊接
1 概況
上海賽科50萬t/a苯乙烯裝置改擴建項目是對原有的苯乙烯裝置實施擴能改造,通過新增少量關鍵設備和對部分現有設備進行改造,使裝置生產能力由50萬t/a擴至65萬t/a。
其中關鍵設備R-3001第一脫氫反應器要在2009年停車檢修期間進行改造。根據新的工藝流程,需要將R-3001與舊反應器R-3002斷開后,旋轉180°與新反應器R-3003連接。
需要改造的R-3001反應器及周邊環境見圖1。

反應器規格:Φ5200×30/40/50×30323mm,重量500t。改造方案有兩種:
1.1 將反應器整體吊裝起來后,整體旋轉180°
該方案的施工難度:
(1)反應器噸位大,需要使用1250t吊車才能將設備吊起。
如采用1250t吊車,需要對站位基礎進行加固。吊車站位區域地下管線多,基礎加固的施工周期長、難度大,費用大;
(2)反應器整體旋轉180°后。需要修改的管線多。
1.2 對R-3001第一脫氫反應器的在筒體在指定位置割開,上部旋轉180°,再與下段筒體組對焊接在一起
該方案的施工難度:
(1)需要切割部位的筒體壁厚30mm,材質304H,現場切割、焊接難度大;
(2)內部還有同材質,厚度15mm的內筒需要同時切割,切割內筒體空間狹小;
(3)內外筒體切割后都必須組對準確,對于切割、組對難度較大;
(4)切割時要對反應器內部的約翰遜網保護,設備筒體與約翰遜網之間只有500mm的空間,施工時必須對約翰遜網進行嚴格保護;
(5)對于304H材料在現場狹小空間進行焊接難度大。
經過綜合比較,第1中方案中的1250t吊車站位基礎處理在現場不具有可行性;第2種方案只需要使用500t吊車,并且現場需要使用該吊車進行新反應器R-3003的吊裝,雖然切割、焊接難度大,但涉及修改區域少,周期短。因此,采用第2種方案對該反應器進行改造。
2 主要施工程序見圖2
3 反應器的切割與焊接
3.1 反應器的切割
3.1.1 切割方法
(1)反應器需要切割部位厚度為30mm,材質為304H,切割需采用等離子切割的方法進行。
(2)在反應器外壁安裝磁力氣割機軌道,等離子切割把安裝在磁力氣割機上,氣割機沿軌道進行半自動切割。
(3)采用水平切割,反應器沿圓周切割完畢后,用吊車吊住上半部分再加工坡口,切割及坡口型式見圖3。
(4)反應器封頭內壁δ=15mm厚的不銹鋼連接板用等離子切割。切割時在反應器內壁涂抹可焊性涂料。
(5)坡口加工也使用等離子切割,切割后用不銹鋼專用砂輪將坡口打磨平滑。
3.1.2 切割的要求:
(1)確定切割位置后,在上下段筒體分別畫出切割基準線、切割中心線;在上下段筒體畫出設備0°、90°、180°、270°的方位基準線。
(2)在筒體上要畫出切割的上下偏差線,切割時在上下偏差線內進行。
(3)坡口修磨前要以切割基準線為基礎,對坡口寬度、角度進行定位、畫線,并以此進行坡口修磨。
3.2 反應器的焊接
3.2.1 焊接方法:手工電弧焊。
3.2.2 焊接材料:焊條E308H Φ3.2/Φ4.0。
3.2.3 焊接前進行設備方位的檢查,確認旋轉后的方位無誤后,通知業主、監理確認,合格后才能進行焊接。
3.2.4 焊接順序 采用圖3所示雙面K型坡口時應從內側施焊,第一層焊道采用6名焊工同時對稱同方向施焊。從內側焊接3-4遍后從外側進行清根。內部焊道焊接完成后,進行外部焊道的焊接。
3.2.5 焊接參數見表1。
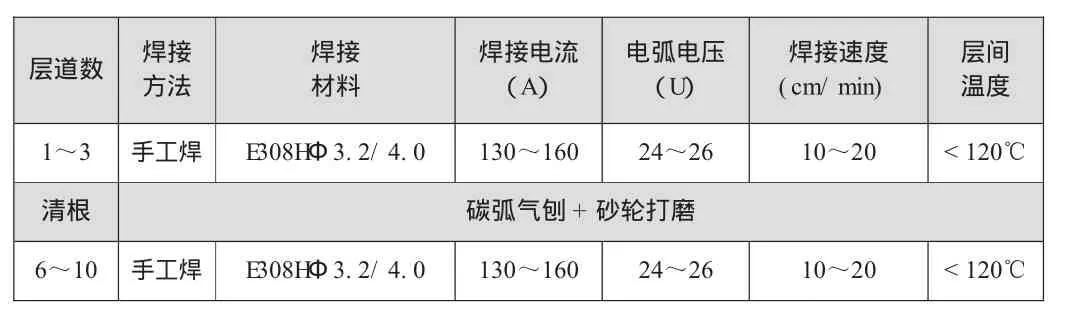
表1 反應器焊接參數表
3.2.6 焊接一般要求
(1)焊接環境出現下列任一情況時,必須采用有效防護措施,否則停止焊接:風速,手弧焊時>10m/s;相對濕度>90%;雨天;
(2)地線、電纜線、焊鉗必須接觸良好,防止與塔壁的誤引弧;
(3)焊接施工情況應有專人記錄;
(4)焊接工藝應執行小線能量小規范操作,采用多層多道焊,保證層間溫度不大于120℃。
3.2.7 焊縫質量檢驗
(1)焊縫外觀檢驗:
①焊縫進行外觀檢查前應清除熔渣和飛濺物;
②焊縫表面不得有裂紋、氣孔、弧坑和夾渣等缺陷;
③對接焊縫余高0~3.0mm;
④反應器筒體對接焊縫不得存在咬邊。
(2)無損探傷:
根部焊縫完成后進行PT檢查,合格后進行后續焊道的焊接,射線探傷:反應器現場轉體后安裝的環焊縫進行100%射線檢測,Ⅱ級合格。
4 結束語
按此方法,僅用7d時間完成反應器的切割、轉向、組對、焊接,保證了施工質量,確保了改造的施工進度,得到業主的好評。通過對厚壁304H容器的現場切割、焊接,積累了施工經驗,可為類似設備改造提供借鑒。
TE966
B
1672-9323(2010)06-0057-02
2010-10-20)
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年11期)2018-08-04 03:26:08
制造業自動化(2017年2期)2017-03-20 14:26:13
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:24