鋯復合板換熱器制造工藝技術
2010-10-12 11:09:18朱平勇
上海化工 2010年11期
關鍵詞:焊縫
朱平勇
上海吳涇化工有限公司 (上海 200241)
鋯復合板換熱器制造工藝技術
朱平勇
上海吳涇化工有限公司 (上海 200241)
介紹了鋯復合板換熱器制造特點和技術難點,在實際制造中,通過詳細的試驗對比,制定了合理的加工技術參數,為下一步大型鋯復合板容器的制造提供了依據。
鋯復合板 焊接 熱處理 氦檢漏
鋯屬于鈍化型活性金屬,能在表面生成緊密的惰性防腐氧化膜,且氧化膜的穩定性和受損后自身修復能力強,是核工業和石油化學工業中的一種重要結構材料。工業純鋯能耐大多數有機酸、無機酸、強堿、熔融鹽的腐蝕,在55%,132℃的硫酸中,鋯的腐蝕率<0.002 5 mm/a,而鎳基合金C-276在此介質中腐蝕率達到5.44 mm/a。鋯具有比鐵基Cr-Ni-Mo不銹鋼、鎳基合金及鈦更優異的耐腐蝕性能,其力學性能和工藝性能也很適合制造容器和換熱器,且蒸汽在鋯表面為滴狀冷凝,尤其適合制造冷凝器,正逐漸被越來越多的化工企業采用。
目前國內制造鋯設備的材料需要進口,且價格十分昂貴,每噸價格在50萬~60萬元人民幣,因此通常在耐腐蝕設備中,用鋯與碳鋼板經爆炸復合成復合板來作為設備主材。復合板設備的殼體,靠基層來保證設備的強度,復層來抵抗介質的腐蝕,從而達到減少鋯板的使用量,節省設備制作成本的目的。
鋯和鋯合金的容器規范,我國目前還正在制訂中,美國制訂了非核用鋯和鋯合金材料標準,ASME推薦了兩個非核用鋯和鋯合金材料牌號:R60702用于化工壓力容器制造;R60705用于制造緊固件。
本文介紹的鋯復合板換熱器屬固定管板式換熱器,其管板和管箱均為鋯復合板,換熱管為鋯管,換熱器于2006年開始研制,解決了鋯復合板焊接接頭的結構型式、焊接、熱處理、鋯復合板成型、封頭壓制、熱循環試驗、無損檢驗及氦檢漏試驗等技術難題。
1 設備簡介及制造難點
1.1 設備主要技術參數
設備主要技術參數見表1。
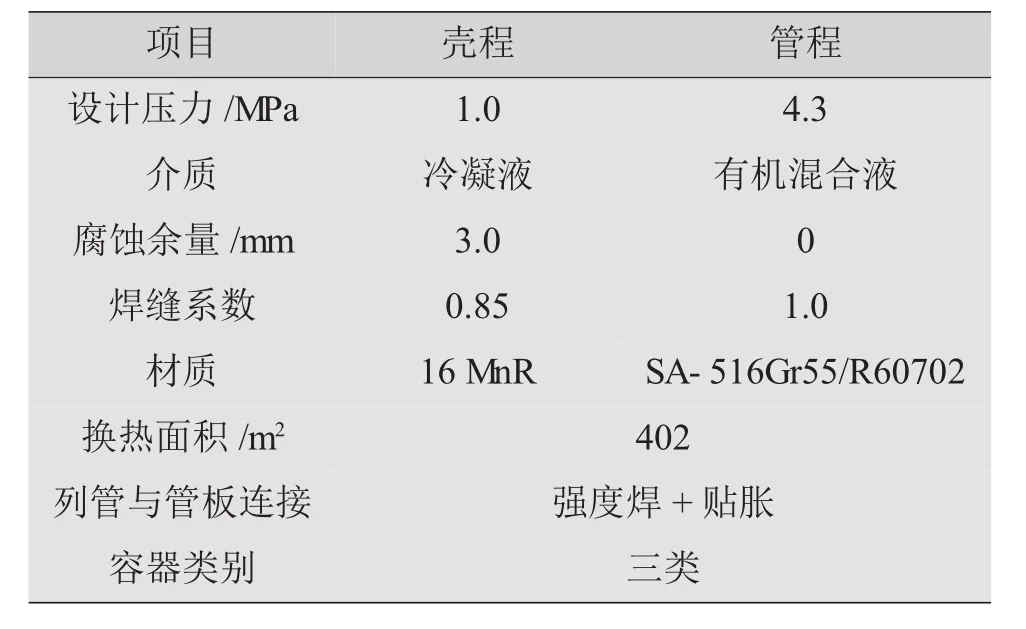
表1 技術參數
1.2 制造難點
1.2.1 焊接
為避免復合板基層焊接時的熱量和熔融金屬對復層的影響,復合板對接接頭形式的選擇至關重要。金屬鋯屬活性金屬,鋯在高溫下與H、N、O有極強的親和力,碳鋼焊接時若有鋯的滲入會使碳鋼焊縫硬度增加甚至焊縫開裂;反之,鋯材焊縫的焊接絕不能有鐵的污染,否則會使鋯焊縫耐腐蝕性下降;碳鋼焊接時熱輸入量不宜過大,否則會影響鋯層與碳鋼之間的剪切強度。
1.2.2 復合板筒體及封頭的成型
由于基層和復層材料的熱膨脹系數不同,復合板筒體、封頭成型時,材料會發生較大的彎曲變形,且鋯的加工硬化傾向較大,缺口敏感,封頭鋯襯里成形過程中容易產生裂紋,因此溫度的確定十分關鍵。
1.2.3 熱處理工藝及熱循環試驗
合適的熱處理工藝既要有效去除復合板成形、焊接的殘余應力,又要盡量避免加熱對復層鋯板與碳鋼結合力下降的影響。熱循環試驗的主要目的是考核該設備在設計溫度、設計壓力下運行的可靠性。
2 焊接
2.1 材料
本冷凝器管箱筒體、封頭材質為鋯復合板。
基層材質:SA-516Gr55,名義厚度28 mm,美國合金鋼鐵公司(AMERICAN ALLOY STEEL)提供。
復層材料:鋯板R60702,厚度4.77 mm,美國華昌公司(Wah Chang)提供。
焊絲:牌號ERZr2。
基層SA-516Gr55的化學成分見表2。

表2 SA-516Gr55化學成分 (%)
鋯板及焊絲化學成分見表3。
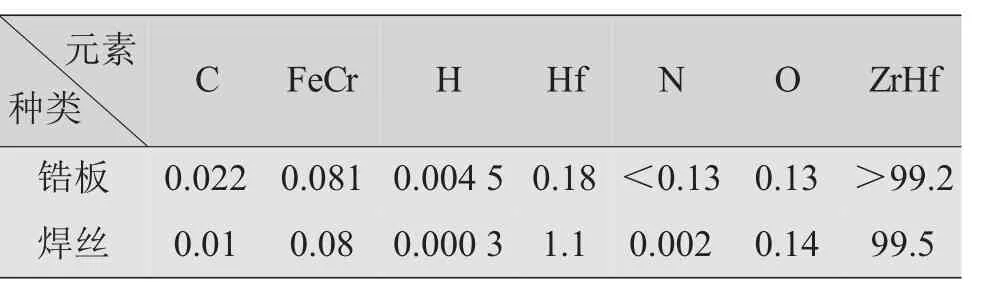
表3 60702鋯板及焊絲的化學成分 (%)
2.2 復合板焊接接頭型式
由于鋯與碳鋼不能直接焊接,給鋯-鋼復合板的焊接帶來很大困難。目前國內外都采用間接式焊接接頭,如圖1。
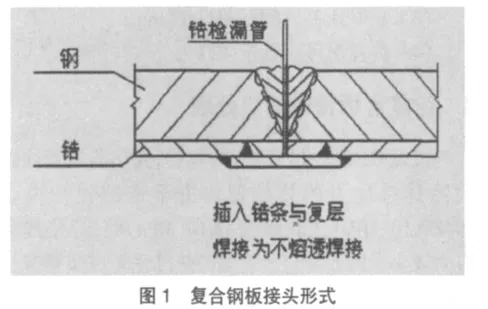
焊接順序:
(1)焊前先將復層邊緣用機加工方法切除,加工好基層坡口。
(2)坡口不留間隙,先焊接基層。
(3)基層焊完后,將焊縫背面磨平并清洗后,墊上墊板(鋯板),進而復層焊接,墊板與復層鋯板采用不焊透密封焊。
2.3 焊接工藝
鋯與常用金屬一樣具有良好的可焊性。但值得重視的是在焊接過程中焊縫的污染和熱影響問題。焊縫只要受到少量有害雜質的污染,就會嚴重影響焊縫的質量。所以復層鋯板在焊接前必須在焊縫兩側嚴格打磨清洗,清洗液選用丙酮等有機溶劑。
鋯的熱導率小,熔點高,焊接時易出現熱量集中、高溫停留時間長,會導致融合區晶粒粗大,降低焊接接頭的綜合機械性能。
2.3.1 焊接方法及保護措施
管箱碳鋼基層焊接:采用氬弧焊打底,埋弧自動焊蓋面。基層焊接時,用氬氣可靠保護復層表面,同時采取措施防止復層表面的焊接飛濺。
復層鋯板焊接:采用TIG焊,在250~300℃以上區域的焊接熔池和冷卻中的焊縫必須嚴密地置于氬氣的保護之下。
2.3.2 焊接工藝參數確定
(1)焊接工藝評定
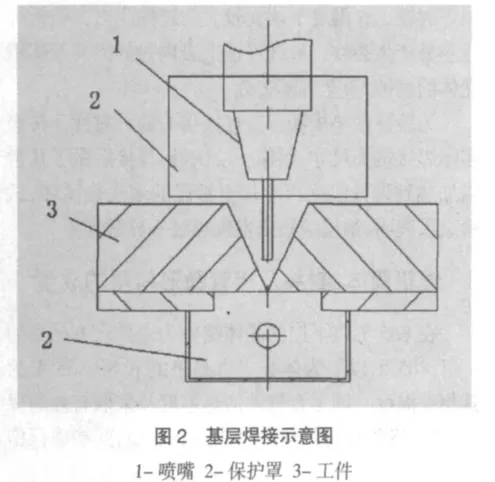
基層:鎢極氬弧焊打底,鎢極直徑?2.4 mm,焊機直流正接,背面氬氣保護,氣體流量:主噴嘴15 L/min,背面10 L/min,打底焊共兩道,焊接電流初定為105/120 A;蓋面采用埋弧自動焊,焊絲直徑?4.0 mm,共5道焊縫,焊接電流500 A,如圖2。
鋯復層:采用鎢極氬弧焊,鎢極直徑?1.6/?2.4 mm,焊機直流正接,焊機具有高頻起弧和保護氣提前及延時供給功能。氣體流量:主噴嘴15 L/min,背面19 L/min。鋯材角焊縫的焊接不少于2個焊道,打底使用?1.6 mm焊絲,以保證角焊縫根部焊接質量。
(2)評定結論
a、外觀檢驗:碳鋼基層未發現焊縫表面有氣孔、夾渣、咬邊、裂紋等表面缺陷;焊縫表面顏色呈銀白色,表明焊縫氣保護效果好。
b、無損檢測:按JB4730-94對基層焊縫進行100%射線探傷,Ⅱ級合格。
c、力學性能試驗:焊接試板按管箱熱處理溫度550℃進行熱處理,保溫1 h。
拉伸試驗結果見表4。
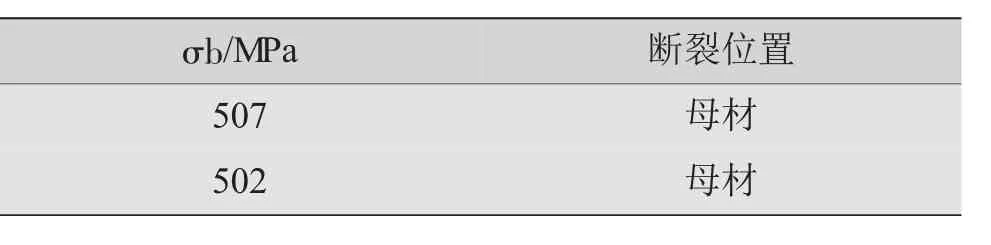
表4 拉伸試驗結果
彎曲試驗結果見表5。

表5 彎曲試驗結果
2.3.3 復層焊接結構的可靠性試驗
由于鋯R60702的熱膨脹系數為5.8×10-6/℃,碳鋼的熱膨脹系數為11.2×10-6/℃,兩者幾乎相差一倍,換熱器實際操作溫度200余攝氏度,因此鋯復層焊縫在工作溫度下承受較大的拉伸應力,鋯板焊縫容易產生裂紋,最終可能造成內襯的泄漏及碳鋼殼體的腐蝕,直至容器失效。
為驗證鋯墊板和蓋板焊接接頭的可靠性,按照實際焊接接頭尺寸,制作一塊試板,焊接后做了從常溫加熱到設計溫度再冷卻至常溫的多次熱循環,試驗結果表明,鋯層蓋板未發現裂紋等異常現象。
3 管箱筒體、封頭及接管鞍形襯里的成型
在865℃以下鋯的晶體結構為密排六方晶格的α相,865℃以上為體心立方晶格的β相,865℃為其相變溫度。確定合理的加熱溫度及采取有效的保護措施,既能保證筒體和封頭順利成型,又能確保鋯的優良耐蝕性。
3.1 管箱筒體
筒體材料復合板名義厚度為28+4 mm,筒體直徑為?1 400 mm,由于彎曲曲率不是很大,彎曲成型不會改變復合板的貼合質量,考慮采用冷彎曲成型,成型后通過局部的UT復驗抽查復合板的貼合率。
3.2 封頭
封頭采用整體沖壓成型,材料變形量大,鋯板的加工硬化傾向大,采用熱沖壓工藝。沖壓時封頭復層一面涂耐高溫涂料。
3.3 接管鞍形鋯襯里
管箱復合板筒體的接管是采用鞍形鋯襯里結構,該鋯襯里由陽模沖壓而成,要求尺寸準確,彎曲變形過渡圓滑,如圖3。
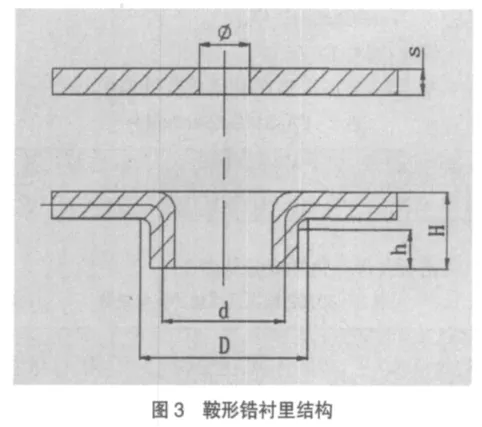
其中沖壓前坯料內孔直徑?可按下式來確定:

3.4 熱成型壓制工藝
經反復試驗,確定熱成型的壓制工藝:
(1)入爐加熱前,工件涂耐高溫涂料;
(2)模具與工件共同加熱不超過550℃;
(3)出爐壓制時間不超過12 min;
(4)終壓溫度不低于400℃。
4 鋯復合板管箱的熱處理
按照GB151及“容規”的規定,換熱器管箱須做消除焊接應力的熱處理。由于鋯的彈性模量(9.93X104MPa)比碳鋼(2.1X105MPa)低,焊接殘余應力較小,因此復合板管箱的熱處理是在碳鋼基層焊接、無損檢測100%射線探傷合格后進行,熱處理后再進行復層鋯板的墊板及蓋板的焊接。
鋯R60702與碳鋼爆炸復合后,鋯與碳鋼結合面的剪切強度較低,要避免熱處理過程中,由于溫度的升高,Zr、Fe、Ni之間相互擴散,形成脆性中間體,造成剪切強度下降。因此熱處理的工藝,既要滿足基層碳鋼的熱處理要求,又要確保熱處理后鋯與碳鋼基層之間的剪切強度大于137.9 MPa。
熱處理前,復層鋯表面涂刷耐高溫涂料進行保護。熱處理爐采用電爐,避免火焰直接與鋯材接觸,減少鋯的吸氫現象,爐內氣氛控制為中性。管箱在熱處理溫度下保溫時間不小于1.5 h。
5 熱循環試驗
(1)熱循環試驗的目的是為了檢驗管箱復合板復層焊縫在設計溫度和設計壓力下的工作可靠性。
(2)將兩個管箱組裝在一起,進行壓力為4.3 MPa,設計溫度下的熱模擬試驗兩個循環。考慮到加熱爐爐膛氣氛,熱循環試驗在電爐中進行,以氮氣為壓力介質。
(3)熱循環試驗后,管箱檢漏孔先通以0.1 MPa干燥、清潔的氮氣檢漏,合格后再以0.05 MPa干燥、清潔的氦氣檢漏,合格指標為≤1×10-5Pa·m3/s。
從焊接試板入手,確定合適的制造工藝,鋯復合板換熱器經過強度試驗、熱循環試驗、氦檢漏試驗均順利通過,符合產品技術條件及ASME相關標準的要求,進一步驗證了制造工藝的正確性。
本鋯復合板換熱器自2006年制造,2007年投入使用至今,設備運行正常。
6 結論
(1)鋯復合板換熱器的研制成功,解決了鋯復合板筒體成型和封頭壓制成型的溫度控制問題,為大型鋯復合板反應容器的制造積累了經驗;
(2)鋯復合板復層的焊接結構及焊接工藝的確定,對其可靠性的驗證,對鋯復合板壓力容器工藝有了較大的突破;
(3)鋯復合板容器的熱處理和復層焊接后熱循環試驗的成功,證明了制造的相關工藝的正確性;
(4)鋯復合板壓力容器的制造,成功地借鑒了ASME規范,表明國內完全有能力制造鋯復合板壓力容器,對活性金屬復合板壓力容器在國內的推廣具有積極意義。
(略)
TF 066.2+2
朱平勇 男 1964年生 1985年華東理工大學畢業 工程師 主要從事化工設備制造和管理工作
2010年8月
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07