座椅塑件開裂問題的解決
2010-11-04 12:21:19杜林芳李海梅
中國塑料 2010年12期
王 鑫,杜林芳,李海梅
座椅塑件開裂問題的解決
王 鑫1,杜林芳2,李海梅3
(1.河南工程學院機械工程系,河南鄭州451191;2.河南機電學校機械工程系,河南鄭州450002;3.鄭州大學國家橡塑模具工程研究中心,河南鄭州450002)
針對某座椅塑件的開裂問題,通過Moldflow軟件模擬分析,發現塑件在原始工藝條件下呈現一定的向下撓度翹曲,最大可達1.6 mm,又經量化得出塑件厚側邊的磨砂皮紋對塑件的摩擦力可大于14 kN,推知工藝條件和模具結構是導致塑件開裂的原因,并通過優化工藝參數和改變原始模具結構,使問題得到解決。
座椅塑件;開裂;Moldflow;模具結構
Abstract:For the cracking problem of chair parts,it was found that the injection molded parts had the downward deflection warpage under the original conditions by the simulation analysis of Moldflow.The largest warpage reached 1.6 mm.A quantitative calculation showed that the frictional force between the injection molded parts was greater than 14 kN.It was deduced that the process conditions and mould structure factor were the reason of cracks on the injection molded parts.Finally,by optimizing process parameters and changing the original mould structure,the problem was solved.
Key words:injection molded chair part;crack;Moldflow;mould structure
0 前言
針對某座椅上薄殼丙烯腈-丁二烯-苯乙烯共聚物(ABS)塑件在開模未頂出時出現的開裂問題,通過觀察、分析制品翹曲和塑件在開模時的受力,找出了該座椅塑件開裂問題的原因。并通過優化工藝參數,減少了座椅塑件的翹曲,改變原始模具結構,減少了塑件開模時的受力,最終使塑件開裂問題成功得到了解決。
1 塑件結構和開裂問題
該座椅塑件為一薄殼類ABS塑件,其結構較為復雜,尺寸較大,總體尺寸為 320 mm×110 mm×22 mm,但壁厚厚薄不一,殼底和一側面厚度為2 mm,且這兩面由于工藝要求,均加工有磨砂皮紋。其余各面厚度均為1.5 mm。在殼體的4角,厚邊和殼底均超出薄邊0.5 mm,在殼底內側有縱橫的加強筋,用以提高塑件的強度,在殼體上還有6個階梯孔用于裝配,制品結構使用Pro/E建模如圖1所示[1]。經過設計與制造,模具整體為一模兩腔,澆口開設在壁厚為1.5 mm殼體側邊的中心位置,側澆口進膠。澆口和分流道均用銑刀加工成半圓形,長度分別為2 mm和20 mm,澆口直徑為2 mm,高度為1 mm。分流道直徑為11 mm,高度為5 mm。澆注系統和制品的網格模型如圖2所示。
使用該模具進行試模時,塑件依靠型芯的包緊力順利留在動模,但卻發現在頂桿未頂出時,塑件4角已出現裂紋,后經頂出后產品開裂情況如圖3所示。

圖1 薄殼制品結構Fig.1 The structure of the thin shell part

圖2 澆注系統和制品的網格模型Fig.2 The mesh model of the part and injection system
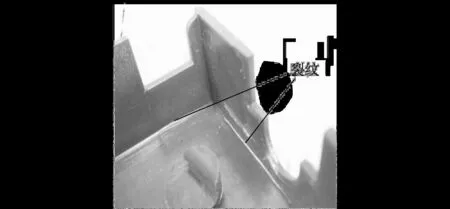
圖3 開裂的制品Fig.3 The cracked part
2 開裂原因分析和改善措施
塑料制品開裂的原因比較復雜,不同制品開裂的原因不同,有成型材料、制品結構、工藝參數、模具結構和使用環境等多種原因引起,如常見的模具太冷、冷卻時間太長、制件脫模斜度不夠、制品翹曲嚴重等。根據本制品的結構和開裂特點,分析發現制品翹曲和制品側邊的磨砂皮紋是本制品開裂的主要原因,因此從這兩個方面考慮改善措施,以求解決制品的開裂問題。由于模具已設計制造完畢,因此首先從減少制品翹曲角度考慮改善開裂問題。
2.1 工藝參數的優化
觀察廢棄的塑件,塑件4角均有嚴重裂紋,且塑件沿長度方向呈現一定拱度的翹曲現象,在4角處翹曲量最大,翹曲方向剛好與模具開模方向相反,因此得知4角翹曲嚴重是該塑件開模開裂的重要原因。為了驗證和定量分析,借助Moldflow軟件對塑件的翹曲進行模擬分析[2]。經過網格劃分和建立澆注系統,得到了模擬分析模型如圖2所示。然后在原始工藝條件下,對塑件進行翹曲分析,得到了翹曲結果,圖4是將塑件的翹曲量放大10倍顯示的最終結果。從圖4可以看出,塑件成型后兩長側邊翹曲最為嚴重,短側邊翹曲較少,整體呈一定的向下撓度翹曲,最大可達1.6 mm,與試模產品的翹曲情形相似。

圖4 制品翹曲結果Fig.4 The warpage of the part
減少制品翹曲的方法很多,最常用的就是優化塑件成型的各種工藝參數。為了減少試模次數,根據有關文獻[3-5],仍通過Moldflow軟件模擬優化工藝參數,減少塑件翹曲量,以達到避免塑件開裂的目的。經過模擬,主要通過提高熔體溫度和模具溫度、型腔溫度較型芯溫度變低、優化保壓曲線等方法減少塑件的翹曲量,最終使塑件4角的翹曲量減少到了0.8015 mm,優化后的翹曲結果如圖5所示。經過在注塑機上的實踐,塑件的4角翹曲確實有了明顯減少,4角開裂的現象也有了一定好轉,但仍然有輕微的開裂,問題有待進一步解決。優化后的工藝參數如表1所示。
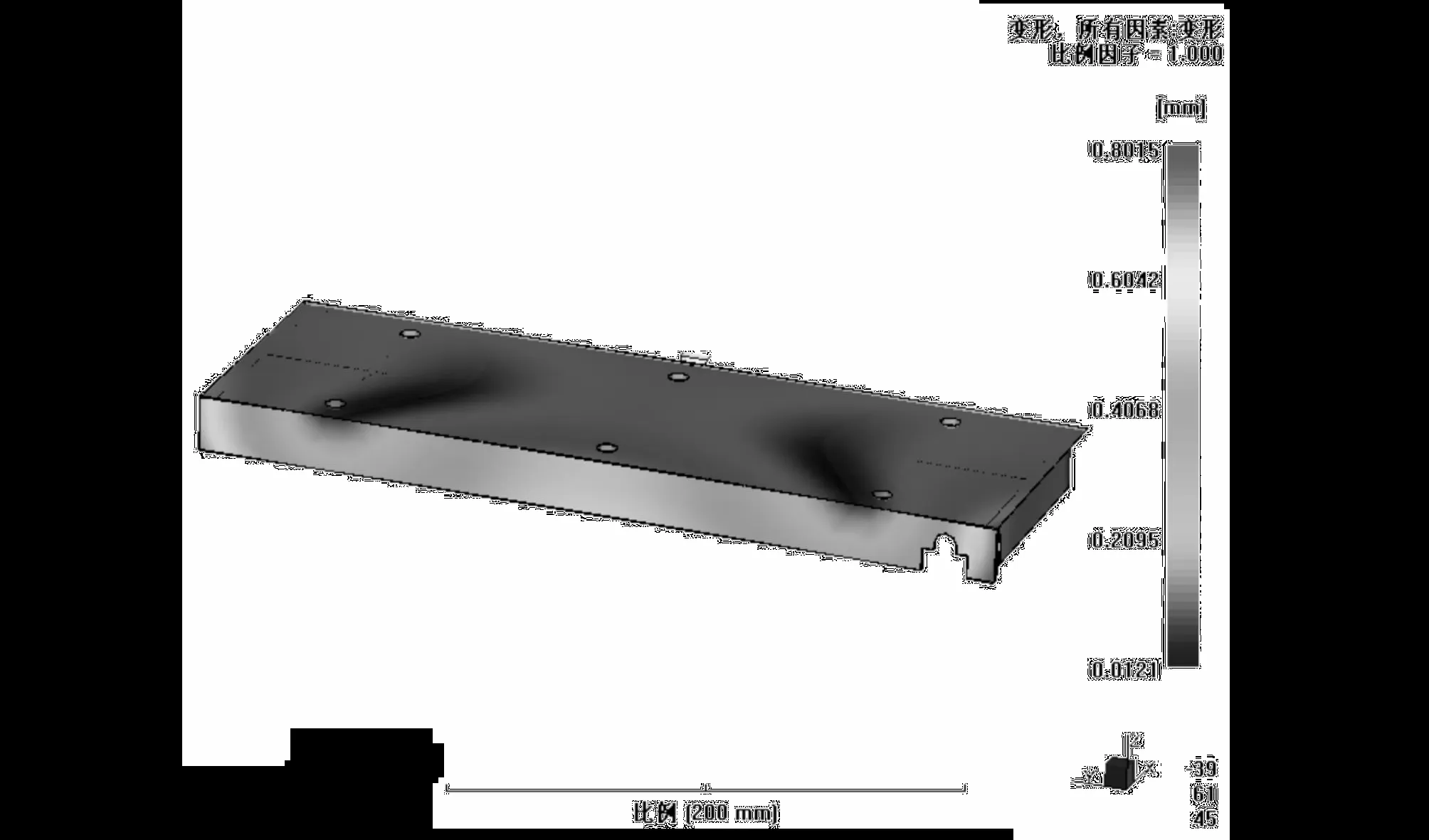
圖5 優化后的翹曲結果Fig.5 Optimization of warpage result

表1 優化的工藝參數Tab.1 Optimized process parameters
2.2 模具結構的改變
經過優化工藝參數,塑件的開裂問題并未完全解決,說明開裂不僅僅與制品翹曲嚴重有關。通過觀察和分析發現塑件開裂還與模具上的磨砂皮紋有關。在塑件厚側邊和殼底外側邊均有磨砂皮紋,模具型腔也加工上了相應的磨砂皮紋。由于型腔側邊和底邊的磨砂皮紋在開模時對塑件有很大的粘附力,且側邊的磨砂皮紋在模具開模時對塑件產生了一定的摩擦力。在開模方向上,塑件側邊和底邊同時受到側邊磨砂皮紋產生的摩擦力、底邊磨砂皮紋本身的粘附力與型芯對塑件的包緊力,前兩個力與包緊力方向相反,再加上ABS本身韌性不好,4角翹曲較為嚴重,在摩擦力、粘附力和包緊力的作用下,導致塑件在開模未頂出時就產生了開裂。
以塑件側邊為例,計算型芯對塑件的靜摩擦力。開模時型芯對塑件的包緊力可用式(1)計算[6]:

式中Fb——型芯對塑件的靜摩擦力,N
P——塑件對型芯單位面積上的包緊力,Nμ——塑料對鋼的摩擦系數
A——塑件包容型芯的面積,m2
為了量化,P取為10 MPa,μ取為0.2,經計算A約為0.007 m2,將這3值代入式(1)得出Fb=10×106×0.2×0.007=14×103N。
單塑件側邊受到型芯的靜摩擦力就為14 kN,塑件側邊在開模時能夠開裂,說明在開模時,此處的磨砂皮紋對塑件的摩擦力肯定要大于14 kN。
磨砂皮紋的粘附力、摩擦力如此之大,又因為是薄壁制品,單憑優化工藝參數、減少翹曲無法完全解決開裂問題。可以在不影響美觀和使用性能的前提下,改變模具結構,減少塑件開模時的受力,以求徹底解決開裂問題。因此考慮舍去面積較小的塑件厚側邊的磨砂皮紋,使用硬質合金磨頭磨掉模具型腔側邊的磨砂皮紋,這樣在塑件開模時,塑件僅受到型芯的包緊力和塑件上底面的粘附力,厚側面不再產生摩擦阻力,塑件4角就不會開裂了。又因為在去掉一部分磨砂皮紋后,可能會導致型芯對塑件的包緊力過大,塑件不宜脫模,對模具進行進一步修改加工,在型芯4角又各自增加了一根頂桿,增大了頂出力,以保證塑件順利脫模。經過實踐證明,在優化了工藝參數和修改模具結構后,塑件的開裂問題得到了解決,也能夠順利脫模,成功生產出了合格制品。增加頂桿的位置和完好的制品如圖6所示。

圖6 增加的頂桿位置和合格的制品Fig.6 The position of the added ejector pins and qualified product
3 結論
(1)通過觀察和分析,找出了制品開裂的工藝因素和模具因素,并通過改善措施,使制品開裂問題得到最終解決;
(2)在問題解決過程中,CAE分析幫助驗證和量化翹曲結果,減少了試模次數,為解決問題提供了指導作用。
[1] 牛寶林.Pro/ENGINEER Wildfire 4.0應用與實例教程[M].北京:人民郵電出版社,2009:31-57.
[2] 王 剛,單 巖.Moldflow模具分析技術基礎[M].北京:清華大學出版社,2005:10-18.
[3] 李海梅,劉永志,申長雨,等.注塑件翹曲變形的CAE研究[J].中國塑料,2003,3(17):53-58.
[4] 曾亞森,謝小鵬.注塑制品翹曲變形的最顯著影響因素[J].中國塑料,2009,6(23):69-73.
[5] 黃鋼華,張義華,魯世紅,等.MOLDFLOW_MPI翹曲分析在注塑模中的應用[J].塑料制造,2008,8:64-67.
[6] 屈華昌.塑料成型工藝與模具設計[M].北京:機械工業出版社,1996:156-157.
Solution of Cracking Problem on Injection Molded Chair Parts
WAN G Xin1,DU Linfang2,LI Haimei3
(1.Department of Mechanical Engineering,Henan Engineering College,Zhengzhou 451191,China;2.Department of Mechanical Engineering,Henan Mechanical and Electrical School,Zhengzhou 450002,China;3.National Engineering Research Center for Advanced Polymer Processing Technology,Zhengzhou University,Zhengzhou 450002,China;)
TQ325.2
B
1001-9278(2010)12-0077-03
2010-08-16
聯系人,haiyang630@163.com
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39