計量段結構對注塑螺桿建壓能力的影響
2010-11-04 12:21:21信春玲李慶春閆寶瑞周雅文何亞東
中國塑料 2010年12期
關鍵詞:能力
劉 迎,信春玲,李慶春,閆寶瑞,周雅文,何亞東,2*
計量段結構對注塑螺桿建壓能力的影響
劉 迎1,信春玲1,李慶春1,閆寶瑞1,周雅文1,何亞東1,2*
(1.北京化工大學機電工程學院,北京100029;2.高分子材料加工裝備教育部工程研究中心,北京100029)
采用IMP軟件對不同結構形式的螺桿進行了模擬。針對該模擬軟件的可靠性,設計了實驗進行驗證,并將實驗結果與模擬結果進行對比,驗證了該軟件模擬的可靠性。然后采用該軟件對不同結構注塑螺桿的塑化過程進行了模擬,該方法可以避免大量紛繁復雜的實驗過程而獲得規律性的結論。為了研究螺桿計量段槽深和導程對建壓能力的影響,分別對不同槽深及不同導程的螺桿進行了模擬,得到不同螺桿結構的沿程壓力,通過分析沿程壓力曲線及壓力梯度,得出螺桿計量段槽深和導程與建壓能力的關系。結果表明,槽深和導程越小,螺桿的建壓能力越強。
計量段槽深;計量段導程;IMP軟件;建壓能力
Abstract:In this paper,we use IMP software to simulate different screws.First,we have designed experiments to verify the reliability of the simulation software.And by the comparison between the experiment results and the simulation results,we have verified that the software is accurate and reliable,then we can use the software to simulate the plasticizing process of different screws,and we can avoid doing a great deal of complicated experiments to obtain regular results.For studying the effects of metering depth and metering pitch on building pressure of screws,we have simulated some screws which are different in metering depth or metering pitch.And we get the pressure along the screws.By analyzing the pressure curve along the screws or the pressure gradient,we get the relations between the metering depth and the pressure-developing capability,or the relations between the metering pitch and the pressure-developing capability.The results showed that the smaller depth or pitch gives the stronger pressure-developing capability.
Key words:metering depth;metering pitch;IMP software;pressure-developing capability
0 前言
在注射成型的塑化過程中,由于注塑螺桿的轉動和螺桿轉動產生的剪切熱的共同作用,塑料開始塑化。經塑化后的塑料熔體通過螺桿頭進入機筒的作用,來自料斗中的塑料被向前輸送。在機筒的加熱存料區。而積聚在存料區內的熔體壓力 (其大小等于背壓)會以一定的速度推動螺桿向后退。當注塑螺桿后退至計量值時,螺桿便停止轉動,準備下一次注射。因此,在注射成型過程中,注射制品品質的好壞與熔體的密實均勻性有很大的關系,而影響熔體密實均勻性的主要因素是螺桿的建壓能力。
國內對于建壓能力的研究,大多數集中在擠出機的雙螺桿或三螺桿上,而對注塑螺桿的研究主要是在產量及塑化能力上。郝金英[1]從螺桿直徑、長徑比、螺桿3段、螺槽深度、壓縮比、螺桿與機筒的間隙、螺桿頭等方面分析了螺桿設計對制品品質和產量的影響;張友根[2]也從螺桿的長徑比、注射行程、螺桿計量段的長度和槽深,以及止逆環等方面對注射螺桿進行了分析和設計;王喜順等[3]從3個方面研究了影響注塑螺桿塑化能力的因素:在螺桿幾何參數方面分析了螺桿直徑、計量段槽深、計量段長度與螺桿塑化能力之間的關系;在成型工藝參數方面研究了螺桿轉速、螺桿背壓及計量段成型溫度的影響;在機器生產效率方面研究了螺桿塑化時間的影響。因此,對注塑螺桿的設計研究基本上均集中在如何提高產量與塑化能力上,而對螺桿的建壓能力研究很少,對建壓能力的研究多數是在擠出機的雙螺桿或三螺桿上,如韓亞南等[4]對比分析了嚙合同向雙螺桿擠出機單頭和雙頭螺紋元件的建壓能力,結果表明雙頭構型的建壓能力較強,并且得出元件的建壓能力與其螺紋頭數及自由體積有一定的關系。趙楊等[5]通過 Polyflow軟件對聚丙烯(PP)熔體在雙螺桿擠出機內不同螺桿元件所形成流道的流動進行了模擬,并根據模擬所得的壓力場分析了這些螺桿元件的建壓能力,然后結合Sc-CO2輔助擠出的螺桿組合原則,將這些螺桿元件組合成不同的螺桿結構進行擠出實驗,分析了不同螺桿結構對熔體壓力的影響。董磊[6]研究了單螺桿與熔體泵串聯以提高單螺桿的建壓能力。王麗等[7]應用有限元分析軟件ANSYS對同向旋轉雙螺桿擠出機螺紋輸送元件中的三維非牛頓流動進行了模擬,計量在一定轉速和擠出量等工藝條件下螺紋元件的建壓能力,確立了一定導程螺紋元件的特性曲線。馬興巍[8]分析了三螺桿擠出機螺紋元件的建壓能力。因此,對于螺桿的研究,人們更多地關注螺桿尺寸對螺桿塑化能力及塑化品質的影響。而對于螺桿建壓能力的研究,一方面,從研究的對象來看,人們關注更多的是雙螺桿或三螺桿,以及螺紋元件和熔體泵,而對普通單螺桿的建壓能力基本上是單純依靠理論模擬來展開;另一方面,從研究的角度來看,加料段槽深、計量段槽深、計量段導程及長徑比等對螺桿的建壓能力均有影響。然而,長徑比可以隨加料段長度、壓縮段長度及計量段長度的變化而變化,其對建壓能力的影響較為復雜,可以作為一個專題進行研究,有針對性地從計量段的槽深和導程變化的角度來研究注塑螺桿的建壓能力。
為了避免做大量實驗,筆者采用加拿大Compuplast公司開發的一款注塑機螺桿塑化過程模擬軟件Injection Molding Plastification6.2(簡稱 IMP軟件)對不同計量段槽深及導程的螺桿進行了模擬。為了驗證該軟件準確可靠性,還設計了實驗進行驗證。結果表明該軟件的模擬結果可靠。最后還分別研究了在不同計量段槽深和導程下螺桿的沿程壓力變化,分析了槽深和導程對螺桿建壓能力的影響。
1 實驗部分
1.1 主要原料
高抗沖聚苯乙烯(PS-HI),476L,揚子巴斯夫乙烯系列有限公司。
1.2 主要設備及儀器
注塑機,HTF120X2,寧波海天塑機集團有限公司;
注塑機動態參數采集系統,自行開發的基于NI高速采集卡的高速采集系統,能夠在線采集注塑機運行過程中各方面性能參數,包括扭矩、轉速、功率及壓力等參數;
壓力傳感器,4096A05AF0J,Kistler公司。
1.3 實驗工藝條件
實驗和模擬的螺桿類型為三段式螺桿(如圖1所示),主要變化計量段槽深(H3)和計量段導程(S3)。
各螺桿的主要區別如表1所示。

表1 實驗用螺桿的主要參數Tab.1 Main dimensions of screws used for the experiments
為了盡量減小工藝的影響,采用DOE設計的成型工藝參數,如表2所示。
1.4 實驗方法
在圖2所示位置安裝壓力傳感器 P1、P2、P3、P4,再將壓力傳感器接入注塑機動態參數采集系統中在線測得的壓力即為熔體輸送段的沿程壓力。每根螺桿在一種工藝條件下重復4次實驗。
注塑機采用手動工作模式。將在線采集到的數據保存下來 ,分別取 25%L、50%L、75%L、100%L塑化位置各傳感器所測得的壓力值進行分析。將螺桿在塑化后退時的速度看成是勻速的,則塑化位置與塑化時間相對應,在處理數據時將整個塑化過程按時間分成4等份,則每個等份點即為各個塑化位置。
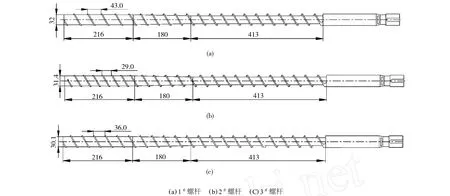
圖1 螺桿類型Fig.1 Screw types
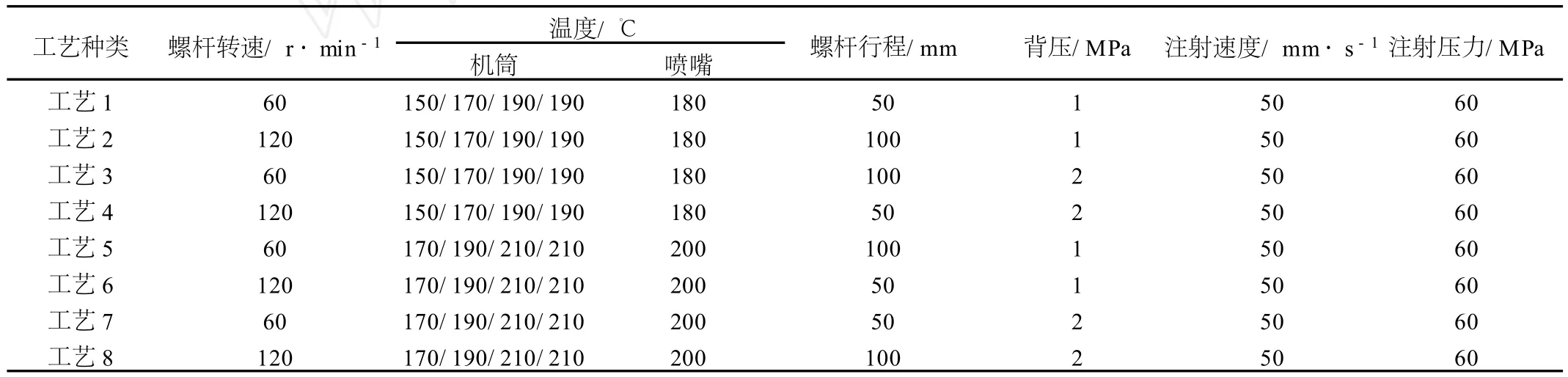
表2 實驗工藝條件Tab.2 Process conditions of the experiments

圖2 壓力傳感器的安裝示意圖Fig.2 Schematic diagram for the pressure sensor fixation
1.5 軟件模擬
研究采用的IMP軟件是基于經典的Danell-Mol固體輸送、Tadmor熔融和經典熔體輸送理論模型,并將3種模型進行有機結合,采用解析方法求解,通過后處理實現可視化的結果輸出,可適用于多種類型注塑螺桿和機筒的分析和設計。通過輸入螺桿和機筒的幾何參數及加工工藝條件就可以預測固體床分布、壓力和溫度沿螺桿方向的變化、質量流率、局部流率、溫度、應力、剪切速率等。
2 結果與討論
2.1 軟件模擬與實驗結果對比
本文將模擬和實驗得到的沿程壓力數據進行對比以驗證該軟件模擬結果的可靠性。
相同工藝條件(轉速60 r/min、背壓1 MPa、加工溫度190℃、螺桿行程50 mm)下,不同螺桿的模擬結果與實驗結果對比如圖3所示,L為儲料長度,1/4L、1/2L、3/4L、L為螺桿后退的位置,即不同的塑化位置。

圖3 不同螺桿在相同工藝條件下沿程壓力的模擬值和實驗值對比Fig.3 Comparison between the simulated and experimental pressure along the screw
從圖3可以看出,不同螺桿在相同工藝條件下的沿程壓力模擬值與實驗值非常接近,因此可以看出,IMP軟件模擬結果的準確性較高,能夠反映真實的螺桿塑化過程的壓力分布情況。從圖3還可以看出,物料沿軸向的壓力是先升高后降低,壓力最高點均位于螺桿壓縮段末端和計量段起始位置,表明螺槽容積的減小對物料的壓縮作用是造成壓力上升的主要原因。P1處的壓力較低是因為其較接近儲料室,其壓力與設定的背壓接近。以上結果表明對于不同類型的螺桿,IMP軟件的模擬結果可靠、準確。
2.2 螺桿主要結構參數對建壓能力的影響
筆者采用壓力梯度來表征螺桿的建壓能力。所謂壓力梯度是指螺桿沿程壓力函數的導數,也就是螺桿沿程壓力曲線的斜率。沿程壓力函數為:

式中x——螺桿沿程位置則壓力梯度為:

式中 ΔP——位置x處的壓力
ΔL——位置x與加料段起始點間的距離
壓力梯度越大,即沿程壓力曲線的斜率越大,曲線越陡,說明螺桿沿程的壓力變化越快,則螺桿的建壓能力越好。本研究從3個角度來研究螺桿沿程的壓力梯度:螺桿沿程壓力達到最大時的壓力梯度(即ΔPmax/ΔL);不同螺桿在相同位置處(即ΔL相同)的壓力梯度;不同螺桿在達到相同壓力時(即ΔP相同)的壓力梯度。
2.2.1 計量段槽深(壓縮比)對螺桿建壓能力的影響
在螺桿的其他結構參數不變以及工藝條件不變的情況下,只改變螺桿計量段槽深(壓縮比),通過IMP軟件模擬得到不同螺桿的沿程壓力曲線及其壓力梯度和扭矩。
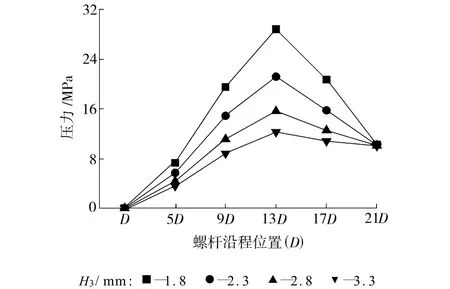
圖4 不同計量段槽深的螺桿沿程壓力曲線Fig.4 Pressure curves for screws with different metering depths
從圖4可以看出,計量段槽深H3越小,螺桿的沿程壓力分布越高,沿程壓力曲線越陡,則螺桿的建壓能力越好。這是因為H3越小,其壓縮比越大,壓縮段阻力系統產生的阻力就越大,物料的軸向壓力很快就能建立起來,則螺桿的建壓能力就越強。在圖5中,當H3較小時,不同H3的螺桿的壓力梯度相差較大;而當H3較大時,不同H3的螺桿的壓力梯度相差較小。這說明當H3較小時,改變H3對螺桿建壓能力的影響更為明顯。然而,H3不是越小越好,如圖6、7所示,當計量段槽深低于1.8 mm(0.05D)時扭矩急劇增加,剪切速率也會隨著槽深的減小而急劇增大,這樣很可能會造成熔體破裂,從而影響制品品質。因此,根據軟件的模擬結果,在設計計量段槽深時,在滿足螺桿建壓能力的情況下H3不得低于0.05D。
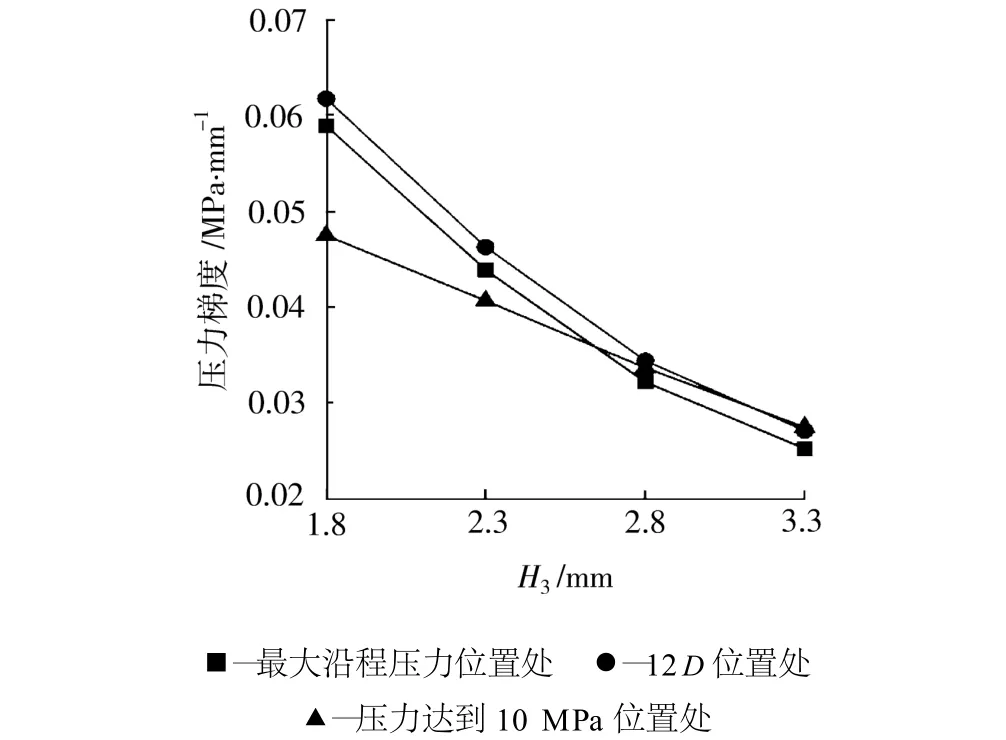
圖5 不同計量段槽深的螺桿壓力梯度對比Fig.5 Pressure gradient of screws with different metering depths
圖6 螺桿扭矩與計量段槽深的關系Fig.6 Relationship between screw torque and metering depths

圖7 剪切速率與計量段槽深的關系Fig.7 Relationship between shear rate and metering depth
2.2.2 計量段導程對螺桿建壓能力的影響
在螺桿的其他結構參數不變以及工藝條件不變的情況下,只改變螺桿計量段的導程,通過 IMP軟件模擬,得到不同螺桿的沿程壓力曲線及其壓力梯度和產量。
從圖8、9可以看出,計量段導程S3越小,螺桿的沿程壓力曲線越陡,螺桿沿程的壓力梯度越大,則螺桿的建壓能力越強。由熔體輸送理論可知螺棱對熔體微元πDtanφ[10],因此導程S3越大,則螺紋升角 φ越大,從而使得Fd越大,即螺棱對熔體的阻礙作用增大,這樣物料沿螺桿軸向的壓力能很快建立起來。通過與圖5進行對比,計量段導程對螺桿建壓能力的影響不如計量段槽深顯著。然而,S3也不是越小越好,如圖10和圖11所示,當計量段導程低于29 mm(0.8D,螺紋升角為14.38°)時,產量急劇下降,比能耗也會隨著導程的減小而急劇增大。因此,在綜合考慮螺桿的建壓能力、產量及比能耗下,設計計量段導程時不應低于0.8D,螺紋升角不低于14.38°。
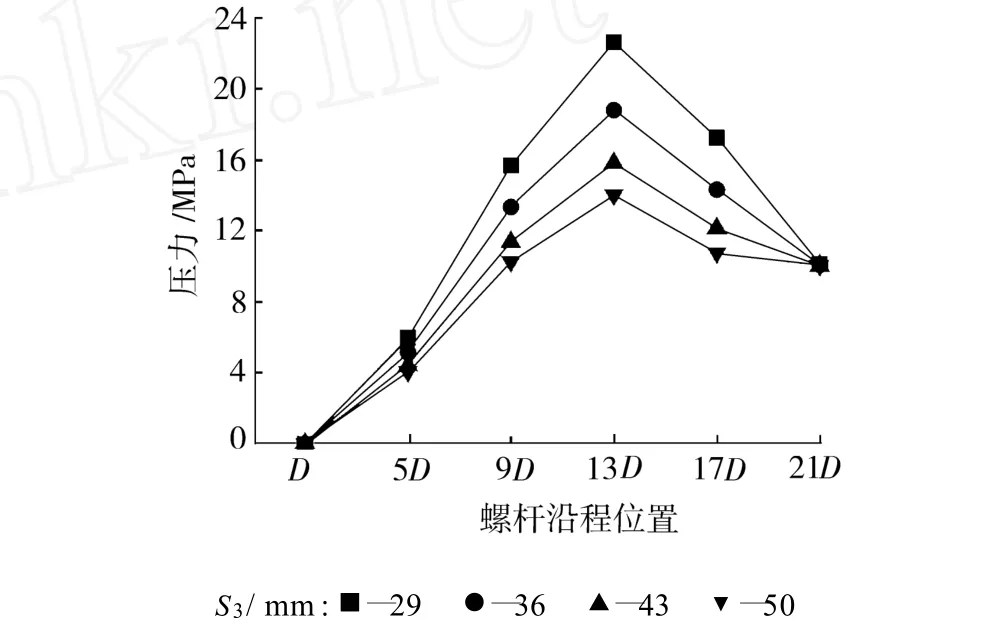
圖8 不同計量段導程的螺桿沿程壓力曲線Fig.8 Pressure curves for screws with different metering pitches
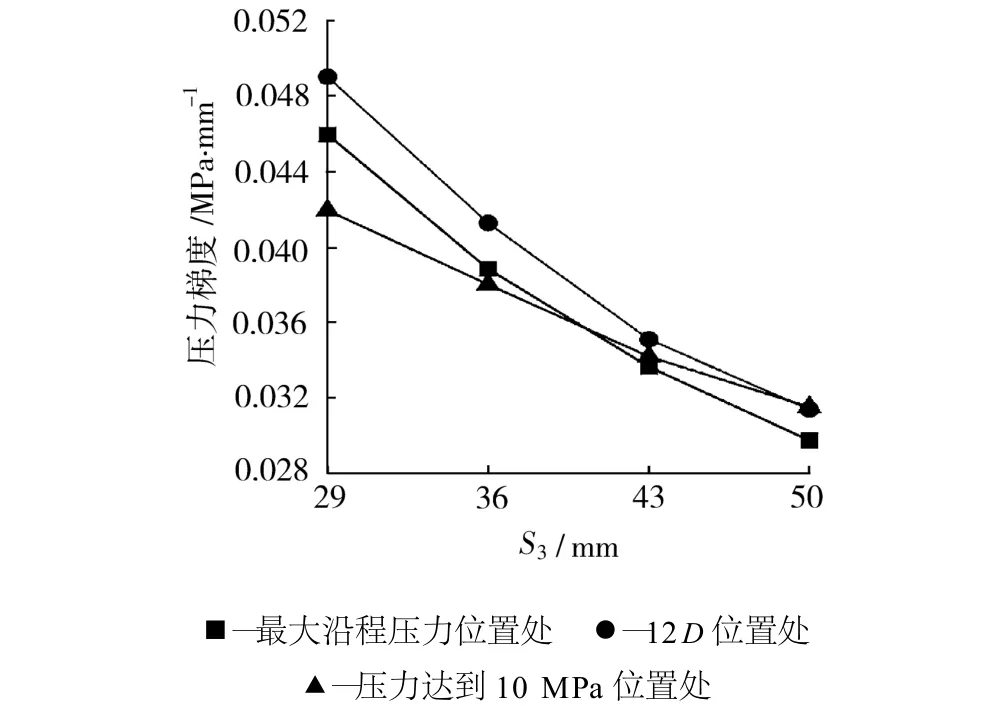
圖9 不同計量段導程的螺桿的壓力梯度對比Fig.9 Pressure gradient of screws with different metering pitches
3 結論
(1)通過將IMP軟件模擬的結果與實驗結果進行對比,表明該軟件模擬的結果準確、可靠;
圖10 產量與計量段導程的關系Fig.10 Relationship between the output and metering pitches
圖11 比能耗與計量段導程的關系Fig.11 Relationship between the specific energy consumption and metering pitches
(2)計量段槽深(壓縮比)對螺桿建壓能力的影響很顯著。槽深越小(壓縮比越大),螺桿的建壓能力越強。螺桿在槽深較淺時的影響尤為明顯。但槽深不是越小越好,要綜合其他方面考慮,如扭矩、剪切速率等,得出計量段槽深不得小于0.05D;
(3)計量段導程對螺桿的建壓能力有一定影響,導程越小,螺桿的建壓能力越強,但其影響的顯著性不如槽深的大。導程的設計也需要綜合考慮其他因素,如產量、比能耗等。在滿足螺桿建壓能力及產量的情況下,計量段導程不得低于0.8D,螺紋升角不得小于14.38°。
[1] 郝金英.淺談螺桿設計對制品質量和產量的影響[J].塑料技術 ,2002,(2) :52-56.
[2] 張友根.注射螺桿的分析與設計[J].橡塑技術與裝備,2007,33(11):19-25.
[3] 王喜順,顏家華,彭玉成.影響注射螺桿塑化能力的因素[J].中國塑料 ,2001,15(8) :66-69.
[4] 韓亞南,羅 兵,江 波,等.嚙合同向雙螺桿擠出機單/雙頭螺紋元件熔體輸送與混合特性的研究[J].化工機械,2009,36(5):411-417.
[5] 趙 楊,黃漢雄.Sc-CO2輔助聚合物擠出中螺桿結構對熔體壓力的影響[J].塑料科技,2008,36(11):32-36.
[6] 董 磊.單螺桿-熔體泵串聯擠出系統的研究[D].北京:北京化工大學機電工程學院,2004.
[7] 王 麗,王華倩.組合式同向旋轉雙螺桿特性曲線分析[J].塑料工業 ,2003,31(7) :27-30.
[8] 馬興巍.三螺桿擠出螺紋元件流場分析及其運作特性實驗初探[D].北京:北京化工大學機電工程學院,2006.
[9] 朱復華.擠出理論及應用[M].北京:中國輕工業出版社,2000:148-172.
[10] 王興天,何亞東,等.注塑工藝與設備[M].北京:化學工業出版社,2009:57-153.
Effects of Parameters of Metering Zone on Pressure-developing Capability of Injection Screws
LIU Ying1,XIN Chunling1,LI Qingchun1,YAN Baorui1,ZHOU Yawen1,HE Yadong1,2*
(1.College of Mechanical and Electrical Engineering,Beijing University of Chemical Technology,Beijing 100029,China;2.Engineering Research Center of Polymer Processing Machinery of China Ministry of Education,Beijing 100029,China)
TQ320.66+2
B
1001-9278(2010)12-0107-06
2010-06-13
國家“十一·五”科技支撐計劃項目(2007BAF13B02)
*聯系人,heyd@mail.buct.edu.cn
猜你喜歡
發明與創新(2022年30期)2022-10-03 08:40:56
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:58
意林(兒童繪本)(2020年2期)2021-01-07 02:12:04
動漫星空(興趣百科)(2020年12期)2020-12-12 05:31:40
作文成功之路·小學版(2020年5期)2020-06-11 12:48:46
意林(兒童繪本)(2019年9期)2019-10-15 08:51:46
中國生殖健康(2019年10期)2019-01-07 01:21:14
人大建設(2018年6期)2018-08-16 07:23:10
新高考(英語進階)(2018年1期)2018-04-18 14:00:11
文理導航·科普童話(2017年5期)2018-02-10 19:42:14