基于穩健優化的注塑件變形預補償方法研究
2010-11-30 00:36:22黃風立劉國文顧金梅許錦泓
中國塑料 2010年10期
黃風立,劉國文,顧金梅,許錦泓
(1.嘉興學院機電工程學院,浙江嘉興314001;2.浙江工業大學機械工程學院,浙江杭州 310032)
基于穩健優化的注塑件變形預補償方法研究
黃風立1,劉國文2,顧金梅1,許錦泓1
(1.嘉興學院機電工程學院,浙江嘉興314001;2.浙江工業大學機械工程學院,浙江杭州 310032)
針對憑經驗進行預補償設計容易造成預補償失敗的問題,提出了基于穩健優化的注塑件變形預補償方法,綜合考慮了塑料物性參數、澆注系統、冷卻系統及工藝參數對注塑件翹曲變形量的影響,使變形預補償更具有針對性。首先給出注塑件變形預補償的原理,并提出利用模流分析來獲得變形預補償的數據,給出了MPI中實現預補償的方法;接著提出了基于穩健優化的變形預補償方法及實現流程,建立了適合變形預補償的穩健優化模型;最后通過實例驗證了提出的方法具有較好的可行性及工程實際應用價值。
注射成型;注塑件;變形;預補償;穩健優化
0 前言
隨著塑料工業的飛速發展,塑料制品的應用范圍越來越廣泛,同時,對塑料制品的外觀、尺寸和使用性能也提出了越來越高的要求。如何盡可能降低塑料制品在成型過程中的變形,一直是注塑模具設計與制造領域中的一項重要目標[1]。因此,注塑件的翹曲變形問題越來越多地受到生產制造商和模具設計者的關注和重視。減少注塑件的翹曲變形量將能顯著提高其尺寸精度,從而達到提高塑料制品品質、增加模具及塑料制品附加產值的目標。
減少注塑件的變形翹曲量,主要有以下2種方法,一是優化模具的澆注系統、冷卻系統和成型工藝參數來減少翹曲變形量;二是采用變形預補償的方法,對塑料制品進行附加變形的再設計,來達到減少翹曲變形的目的。目前,利用優化方法來減少翹曲變形量的研究較多,如Lee等[2]為了減少多型腔注塑模的最大翹曲量,利用實驗設計、神經網絡及模擬退火算法對澆注系統進行了優化。Ozcelik等[3-5]等在材料、注塑模結構確定的前提下,利用實驗設計方法、神經網絡響應面及遺傳算法,以最小翹曲量為目標,對注射成型的工藝參數進行了優化。Tang[6]利用田口實驗方法,以減少翹曲量為目標,對注射成型過程的工藝參數進行了優化。還有一些文獻[7-9],針對注塑件的翹曲變形質量特性指標對澆注系統、成型工藝參數等進行了穩健優化,結果表明穩健優化顯著減少了翹曲變形等質量特性均值和標準差。但是對于尺寸精度要求較高的注塑件,采用優化的成型工藝參數及模具澆注系統、冷卻系統等來減少翹曲變形仍將受到其最優值減少量有限的限制。而在實際的模具設計中,已經普遍接受并采用變形預補償方法。但由于缺少系統理論的研究,在使用過程中,往往憑經驗進行預補償設計,容易造成預補償的失敗,仍需進行多次修模才能達到尺寸精度要求。本文首先基于穩健優化方法對注射成型過程的最大翹曲變形量進行優化;然后在穩健的工藝參數條件下,通過對產品數值模擬結果中有效信息的提取和運算,從而實現注塑件預變形的再設計,達到優化型腔和提高尺寸精度的目的。
1 變形預補償原理
變形預補償方法是根據數值模擬得到的產品變形量或實際成型中的產品變形量,對產品增加一定預變形(反向變形),從而改變模具工作零部件的結構和尺寸。增加預變形的產品及模具設計,能補償大部分變形量,從而達到提高產品精度的目的[10]。
注塑件變形預補償的原理是在尺寸減小區域增加一個變形量,在尺寸增大區域減少一個變形量。通常注塑件各部分的翹曲變形量是不一致的,因此,需要將各部分的翹曲變形量進行反向變形并附加到初始的制品上。當然,增加或減少的變形量,一般來說,是不可能完全彌補翹曲變形的,仍會存在一定的偏差。變形預補償原理如圖1所示。

圖1 變形預補償原理圖Fig.1 Themechanism of deformable pre-compensation
在制品上任意選取一條曲線 f,變形前位于 f0。在曲線f上任意選取一點r,變形前的位移矢量為。變形后曲線 f的位置變為 f1,點 r的位移矢量為。點 r的變形矢量如式(1)所示。

曲線 f2為曲線 f的變形預補償曲線,點 r在該曲線上的位移矢量為。相對于未變形曲線 f0,點 r的變形如式(2)所示。


式中 λ——預變形系數
變形數據既可通過對注塑件進行測量得到,也可借助有限元軟件分析計算獲得。前者數據可靠,但成本較高;后者成本低,但數據的可靠性取決于有限元軟件的分析精度。隨著計算機技術的飛速發展,有限元軟件的數據處理精度不斷提高。目前,借助于注塑模CAE軟件測量制品翹曲變形數據的案例也越來越多。
實際上,利用M PI進行翹曲分析,注塑件及冷卻系統和澆注系統均被劃分為單元,單元由節點組成。所有節點的信息均可通過Patout命令輸出,輸出后的文件也均可利用記事本打開。輸出的注塑件網格模型文件包含所有網格劃分的信息,其中文件的開始處就有節點坐標信息,輸出的翹曲變形量文件是各節點相對于原坐標值的位移[11]。另外,在M PI的結果菜單中有輸出翹曲網格/幾何模型命令,在該命令中,格式可選擇為模型文件,翹曲的方向可選為反向,比例因子可任意輸入。由此,可通過該命令的操作實現式(1)~(3)的運算,即實現變形反向補償。實現預補償后的模型文件可重新導入M PI進行模流分析,在得到翹曲變形后,將翹曲變形加入預變形后的網格模型文件的節點坐標中,再計算與最初始的網格模型節點坐標的偏差,即計算圖1中的曲線 f′0與 f0之間的距離。然后,對空間變形最大值,即進行評價。當預變形后的最大變形量小于給定值時,可認為預變形結束,否則,調整λ值進行下一次預變形,直到空間變形最大值小于給定值為止。根據較多的實例研究得出,當λ∈[0.8,1.2]的范圍內時,曲線 f′0與 f0偏差較小。
2 基于穩健優化的變形預補償方法
當采用預變形補償的方法進行注塑件再設計后,再基于再設計的注塑件進行注塑模具設計,理論上可以修正注射成型過程中的翹曲變形對尺寸精度的影響。但實際上,由于數值模擬軟件存在一定的偏差,特別是翹曲變形與注塑模具的澆注系統、冷卻系統及工藝參數密切相關。由此,在進行變形預補償時,應該全面考慮對翹曲變形有影響的因素。另外,翹曲變形還隨著塑料物性參數、成型工藝參數等因素波動而存在波動。由此,在進行變形預補償之前,應該對上述因素進行深入研究,減少翹曲變形量的波動,以減少修模次數。實際上,尺寸精度除了與翹曲變形量相關外,還將受到注塑件收縮率、成型零件的制造偏差、成型零件的磨損、模具活動零件的配合間隙等諸多因素的影響。因此,分析尺寸精度的影響因素以及對注射成型零件工作尺寸的計算也是十分重要的。
2.1 穩健優化模型建立
由于穩健優化模型的優化結果是要為變形預補償提供依據,因此,其建模過程要考慮變形預補償后的尺寸精度問題。這也是與文獻建立的穩健優化模型區別最大的地方[9]。一般來說,減少整個注塑件成型過程中最大翹曲變形量的均值和標準差往往能提高絕大多數注塑件的尺寸精度。因此,仍將以最大翹曲變形量指標為穩健優化模型的目標函數。由于最大翹曲變形量的均值可以通過注塑件預變形的方法來消除,因此,穩健優化模型的目標函數將不同于先前提出的穩健優化模型。由于翹曲變形量的波動將直接影響成型尺寸的偏差,翹曲變形量均值存在數值模擬上的誤差,根據質量工程中的6σ準則,定義目標函數如式(4)所示。
式中 λμ——系數,表示數值模擬的翹曲變形量均值與實際成型之間存在的誤差系數,在0.1~0.2之間
x——設計變量
z——噪聲因素
y——設計響應
μx——設計變量的均值
σx——設計變量標準差
μy(x,z)——質量特性的均值
σy(x,z)——質量特性的標準差
μj(x)——第 j個約束條件的均值和標準差
σj(x)——第 j個約束條件的標準差
mj、mx——期望的 sigma 水平 ,取 6
2.2 變形預補償方法
穩健優化后得到最優的模具參數及工藝參數,將最優的參數代入Moldflow進行分析,得到若干個塑料物性參數取不同值的分析結果。由此,可將初始的網格模型及若干個翹曲結構利用 Patout輸出,并可利用高級編程語言對文件中的節點坐標、變形數據進行運算,在此利用VBS進行編寫。
利用VBS需要編寫的命令主要有:(1)提取附加預變形模型的節點坐標以及附加預變形后注塑件的翹曲變形量,并計算物性參數波動下翹曲變形的平均值,將該值加到附加預變形模型的節點坐標數據上,并與未附加預變形模型節點坐標進行求差,即得到未補償的翹曲變形量的3個坐標方向偏移值(Δx,Δy,Δz),計算空間翹曲變形量并找到最大未補償的翹曲變形量值具體步驟為提取節點翹曲變形量,計算平均值,該程序讀取的是各節點翹曲變形量文件(*.nod),輸出的是翹曲量平均值文件(*_p j.nod);將翹曲變形量平均值加到附加預變形模型的節點坐標上,并與未附加預變形節點數據求差,該程序讀取的是翹曲變形量平均值文件(*_p j.nod)和附加預變形模型數據(*_ybx.pat),輸出的是未補償的節點翹曲變形量(*_w bc.nod)以及利用m sgbox()輸出最大的未補償翹曲變形量值。(2)提取最終附加預變形的注塑件翹曲變形量(Δx,Δy,Δz),計算翹曲變形量的平均值,并將翹曲量乘以-λ并加到網格節點坐標中,將預變形后的網格節點坐標按一定格式輸出到(*_jd.txt)中。求節點翹曲變形量平均值及附加預變形的程序讀取的是穩健參數下各節點翹曲變形量文件(*.nod)及附加翹曲變形的模型(*_zz_ybx.pat),輸出的是最終附加預變形的模型數據(*_zz_ybx_Model.pat);按一定格式輸出的程序讀取的是最終附加了預變形的模型數據(*_zz_ybx_Model.pat),輸出的是方便被UG/Grip語言讀取的txt文件,其中*_jd.txt存貯的是節點坐標信息[11]。
利用 Grip語言需要編寫的程序主要是要讀取*_jd.txt,實現在UG中預變形后的點云繪制。利用Grip進行編程的一般步驟如下:(1)首先進入 UG/Open Grip的開發環境,選擇“Edit”選項,輸入文件名,自動打開文本文件編輯器,在編輯器中輸入 Grip代碼,完成后,另存為后綴為grs的文件。(2)選擇Compile選項,然后輸入文件名,對文件進行編譯,生成后綴為gri的文件。(3)選擇Link選項,然后輸入文件名,對編譯通過的文件進行鏈接,生成后綴為grx的文件。該文件可利用UG文件菜單中的執行命令來完成點云繪制。
3 應用實例
注塑件為直徑100 mm的圓盤,底部有 R5的圓角,壁厚為1.2 mm,內腔深度為16.8 mm,選用 PP為原料。實驗用模具采用一模一腔,中心點澆口進澆方式。由于采用了中心點澆口方式,模具設計中將采用雙分型面注塑模。根據注塑件的尺寸選用模架,考慮到注塑件的尺寸,取動模板的板厚為30 mm、定模板的板厚為35 mm,定模座板厚度為25 mm。由此,可確定澆注系統長方向的尺寸。另外,卸料方式將采用頂桿頂出,冷卻系統則在型腔處打2個直徑為φ10的冷卻水路。由此,模具設計方案中要確定的參數主要是澆注系統,其主要的參數有主流道的入口直徑(D1)、主流道中間直徑(定模部分的附加分型面處)(D2)、主流道的出口直徑(D3)、點澆口的直徑(d1)以及點澆口的長度(l1)。利用文獻提到的方法對模型進行穩健優化[8-9],可以得出D1為4 mm、D3為3 mm(正交試驗最優值),D2為6.524 mm、d1為1.001 mm、l1為 1.012 mm(穩健優化最優值)。對澆注系統進行適當的圓整近似,采用同樣的方法對工藝參數進行穩健優化設計。可以得出保壓時間為6 s、保壓壓力為65 M Pa(正交試驗最優值)、注射時間為0.874 s、模具溫度為33.489 ℃、熔體溫度為237.467℃(穩健優化最優值)。
將最優工藝參數輸入M PI中進行模擬,得到最大翹曲變形量均值為0.2293 mm,最大翹曲變形量標準差為0.0037 mm,誤差分別為2.01%和9.76%。與澆注系統最優前的正交試驗最優結果比較,最大翹曲變形量均值略有減少,但是最大翹曲變形量標準差減少了66.96%。由此可見,對澆注系統及工藝參數進行穩健優化是十分必要的。
在最優工藝參數條件下,利用M PI進行模擬,在獲得翹曲變形云圖的基礎上,改變比例因子,輸出翹曲網格的模型文件,并利用編寫的VBS程序得到在不同比例因子下,補償后翹曲變形量的最大平均空間值如表1所示。
從表1可以看出,當λ值取0.8時,能補償絕大多數的翹曲變形量,補償后最大的翹曲變形均值僅為0.0251 mm。利用 Grip語言讀取預變形后節點的坐標,并進行繪圖,如圖2所示。

表1 不同λ值下補償變形后最大翹曲偏差值Tab.1 Deviation of maximum warpage at differentλ
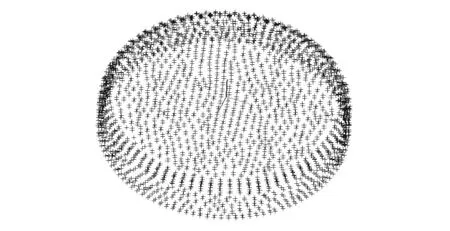
圖2 Grip繪制的預變形點云圖Fig.2 Nephogram fo r predeformation pointmade by Grip
圖2中的點云已經通過預變形的方式偏離了初始設計制品的表面,偏離的距離可能還存在網格劃分上的誤差,該誤差可通過細分網格等方式減少,另外也可通過偏置點的方法進行消除。由于在注塑件設計中,需要滿足相應的尺寸公差,因此,根據網格劃分的誤差以及預變形的點云進行逆向設計,需要偏置的點云較少。
由于頂面的翹曲變形量最大,其他面的翹曲變形量都較小,頂面初始劃分網格的節點無偏差,其他面上的偏差較小。為使討論的問題簡單起見,主要考慮頂面的翹曲變形補償,忽略網格劃分時造成節點的偏差,采用基于點云的逆向模型,如圖3所示。
圖3 基于點云的逆向模型Fig.3 Inversemodel for point clouds
利用UG的測量命令可得到頂面上點與重構模型面的最大距離為0.0259 mm,絕大多數點與重構模型面的距離小于0.01 mm,側面上點與重構模型面的距離一般也都小于0.02 mm。可見構建的模型基本上都通過預變形后的點云,偏差均在可接受的范圍內。利用該模型進行分模,然后進行模具設計,模具設計中的澆注系統采用穩健優化的參數,設計的模具如圖4所示。
利用該模具進行實際注射成型,成型工藝參數選用穩健優化值,待工藝參數穩定后,生產的制品如圖5所示。對上表面進行測量,絕大多數制品的偏差均小于0.1 mm,且波動范圍較小。不考慮網格劃分的偏差,對最大理論偏差進行計算,如式(5)所示。
0.15×0.2293(翹曲量均值)+6×0.0037(翹曲量標準差)+0.0251(未補償值)+0.0259(模型重構偏差)=0.1076 mm (5)

圖4 實驗用模具Fig.4 The experimentalmould
結果表明,采用基于穩健優化的注塑件預變形補償方法能補償大部分的翹曲變形量,且偏差基本在理論計算的范圍內。

圖5 注射成型的制品Fig.5 The injection molded parts
4 結論
(1)提出了基于穩健設計的變形預補償方法,并給出了實現的流程,編寫了相應的程序。基于穩健設計的變形預補償方法能綜合考慮塑料物性參數、澆注系統、冷卻系統及工藝參數對注塑件翹曲量的影響,使得預補償方法更有針對性;
(2)該方法能提高注塑件的尺寸精度。該方法通過M PI實現預補償,利用VBS程序實現節點及變形數據的運算。當補償滿足要求后,在注塑件的再設計階段,則利用 Grip提取節點的坐標值,再直接利用 UG進行基于節點的逆向造型;
(3)在利用本文提出的方法進行預變形設計時,要注意的是網格節點劃分時,節點坐標偏離初始設計的注塑件制品表面的誤差是否在允許的范圍內,并采取相應的方法減少偏離的誤差;再就是在對注塑件進行逆向再設計時,對于復雜的零件,要注意保證注塑件的尺寸精度。
[1] 周承華.變形預補償在降低注射制品變形中的應用[J].模具工業,2008,34(4):53-56.
[2] Lee K S,Lin J C.Design of the Runner and Gating System Parameters fo r a M ulti-cavity Injection Mould FEM and Neural Network[J].International Journal of Manufacture Technology,2006,27:1089-1096.
[3] Ozcelik B,Erzurum lu T.Comparison of the Warpage Optimization in the Plastic Injection Molding Using ANOVA,Neural Network Model and Genetic Algorithm[J].Journalof Materials Processing Technology,2006,171:437-445.
[4] Hasan K,Babur O,Tuncay E.Warpage Op timization of a Bus Ceiling Lamp Base Using Neural Netwo rk Model and Genetic A lgorithm[J].Journal of Materials Processing Technology,2005,169:314-319.
[5] Ozcelik B,Ibrahim S.Warpage and Structural Analysis of Thin Shell Plastic in the Plastic Injection Molding[J].Materials and Design,2009,30:367-375.
[6] Tang S H,Tan Y J,Sapum SM,et al.The Use of TaguchiMethod in the Design of Plastic Injection Mould fo r Reducing Warpage[J].Journal of Materials Processing Technology,2007,182:418-426.
[7] 黃風立,林建平,許錦泓,等.基于移動最小二乘的注塑模澆注系統穩健設計[J].高分子材料科學與工程,2010,26(5):166-170.
[8] 黃風立,王艷敏,許錦泓,等.基于關聯度及 Kriging模型的注射成型穩健優化設計研究[J].中國塑料,2009,23(5):70-75.
[9] 黃風立,林建平,婁勇堅,等.基于關聯度的注塑工藝參數穩健優化設計研究[J].中國機械工程,2009,20(21):2627-2631.
[10] 盧端敏.變形預補償在風扇注射模具設計中的應用[J].電加工與模具,2008,(2):58-60.
[11] 張 賓.基于數值模擬及反向變形的注塑模具型腔設計方法[D].廣州:廣東工業大學機械工程學院,2008.
Study on Deformable Pre-compensation of Injection Molded Plastics Parts Based on Robust Optimization
HUANG Fengli1,LIU Guow en2,GU Jinmei1,XU Jinhong1
(1.School of Mechanical and Electrical Engineering,Jiaxing University,Jiaxing 314001,China;2.School of Mechanical Engineering,Zhejiang University of Technology,Hangzhou 310032,China)
A pre-compensation method in plastic injection molding was proposed based on robust optimization.Particularly,the pre-compensation for plastic war page considered the facto rs of material property,runner system,cooling system,and craft parameters.Based on the principle of plastic pre-compensation,the method and procedure were set,and then a robust optimum model was formulated.The given method was testified by a real case with satisfactory results.
injection molding;injection molded part;deformation;pre-compensation;robust optimization
TQ320.66+2
B
1001-9278(2010)10-0071-05
2010-06-23
浙江省教育廳一般科研資助項目(Y200909445)
聯系人,w indon416@163.com
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
