雙DSP并行控制的超音頻脈沖TIG焊機及其適用性
2010-12-03 09:47:30黃松濤齊鉑金許海鷹焦向東
中國機械工程 2010年4期
關(guān)鍵詞:焊縫
黃松濤 齊鉑金 許海鷹 焦向東
1.北京石油化工學(xué)院,北京,102617 2.北京航空航天大學(xué),北京,100191
0 引言
焊接冶金過程中,容易出現(xiàn)焊縫區(qū)和熱影響區(qū)組織晶粒粗大、焊縫殘余應(yīng)力較大且應(yīng)力集中、焊縫的沖擊韌度下降等普遍現(xiàn)象[1]。如何改善焊接接頭的質(zhì)量一直是學(xué)術(shù)界研究的熱點之一。
國內(nèi)外對高頻直流脈沖鎢極惰性氣體保護(hù)(TIG)焊的研究表明,超音頻直流脈沖電弧焊接具有電弧挺度強、可使焊縫晶粒細(xì)化等優(yōu)點,在某些極端工況下超音頻直流脈沖焊接也有優(yōu)異的表現(xiàn)。在發(fā)達(dá)國家已有一些將20kHz左右的大功率高頻直流脈沖TIG焊機應(yīng)用于工程實際的報道[2-4]。
文獻(xiàn)[5]提出了電弧超聲的新概念,充分利用電弧的變阻負(fù)載特性,在普通焊接電源的基礎(chǔ)上附加寬帶大功率的超聲激勵裝置,使自由電弧和等離子體電弧受外加高頻調(diào)制,使電弧不僅作為焊接加工的熱源,同時也成為一種可控的超聲發(fā)射源。
為了使超音頻直流脈沖弧焊電源不僅可為能量提供設(shè)備,同時也是電弧超聲激勵裝置,本研究利用雙數(shù)字信號處理器(DSP)并行控制技術(shù)全數(shù)字化控制由絕緣柵雙極型晶體管(IGBT)構(gòu)成的新型主電路,研制出新型大功率超音頻直流脈沖TIG焊電源。
1 焊機總體結(jié)構(gòu)
焊機總體結(jié)構(gòu)包括焊機主電路拓?fù)浣Y(jié)構(gòu)和焊機控制系統(tǒng)方案。
1.1 超音頻直流脈沖主電路拓?fù)浣Y(jié)構(gòu)
由于焊接電流高達(dá)幾百安,故要實現(xiàn)大電流超音頻方波輸出的關(guān)鍵是解決其電流脈沖的上升和下降的變化速率問題。為此,我們研制出圖1所示結(jié)構(gòu)的超音頻直流脈沖TIG焊電源[6]。
該電源由三相整流濾波電路、脈沖峰值電流產(chǎn)生主電路、超音頻脈沖峰值電流切換電路、脈沖基值電流產(chǎn)生主電路等幾部分組成。脈沖峰值電流產(chǎn)生主電路部分由IGBT構(gòu)成的半橋式或全橋式逆變電路、主變壓器B1、整流二極管D1和D2等構(gòu)成,其功能是向后級感性負(fù)載提供峰值電流Ip,電流波形如圖2a所示,控制方式為恒流控制。脈沖基值電流產(chǎn)生主電路部分由IGBT構(gòu)成的半橋式或全橋式逆變電路、主變壓器B2、整流二極管D3和D4、濾波電感L1等構(gòu)成,其功能是產(chǎn)生基值電流Ib,波形如圖2b所示,控制方式也為恒流控制。超音頻脈沖峰值電流切換電路由IGBT模塊 T、電感 L2、大功率二極管 D5等組成,模塊T、電感L2和大功率二極管D5構(gòu)成Boost變換器拓?fù)浣Y(jié)構(gòu)。當(dāng)模塊T開通時,峰值電流由電感L2、模塊T構(gòu)成回路,維持穩(wěn)定的 Ip;當(dāng)模塊 T關(guān)閉時,峰值電流產(chǎn)生主電路串聯(lián)電感L2共同給焊接電弧提供脈沖峰值電流Ipp,該電流波形如圖2c所示。在基值和峰值電流同時輸出的情況下,焊接電弧上電流Ipo的波形如圖2d所示。電極與工件之間并有吸收保護(hù)電路,吸收電路由功率阻容網(wǎng)絡(luò)組成,用于吸收電壓尖峰,當(dāng)電壓尖峰超限時保護(hù)電路關(guān)斷上述各電流回路。為保證焊機可靠性,同時對上述主回路和吸收保護(hù)電路采用風(fēng)冷方式進(jìn)行冷卻。采用圖1所示的拓?fù)浣Y(jié)構(gòu),快速切換模塊T可在電源輸出端得到頻率不小于20kHz,峰值高達(dá)上百安且具有快速的上升沿和下降沿變化速率的方波電流輸出,變化速率不小于50A/μ s。
1.2 雙DSP并行控制系統(tǒng)總體結(jié)構(gòu)
美國德州儀器公司生產(chǎn)的C2000系列DSP芯片TMS320LF2407(以下簡稱2407)因具有強大的數(shù)字脈沖寬度調(diào)制(PWM)輸出與控制功能,在電力電子技術(shù)領(lǐng)域得到了廣泛的應(yīng)用。用DSP能很方便地產(chǎn)生脈沖頻率和占空比可調(diào)的波形,因此在高頻脈沖電源設(shè)計方案中引入DSP可優(yōu)化電源控制系統(tǒng)的設(shè)計。如上所述,所研制的大功率超音頻直流脈沖電源由兩套直流回路并聯(lián)調(diào)制而成,增加了控制系統(tǒng)本身對采樣速度、運算精度、運算速度、控制輸入和控制輸出等多方面的要求,傳統(tǒng)的單片DSP構(gòu)成的系統(tǒng)難以滿足這些需求。利用2407共享外部存儲器構(gòu)成雙DSP并行控制結(jié)構(gòu)體系,將一個任務(wù)分成若干子任務(wù),分別由兩片DSP并行處理,從而提高系統(tǒng)的運算速度、采樣速度和運算精度,相應(yīng)地也可以處理更多的控制輸入和控制輸出。并行控制系統(tǒng)如圖3所示,由5塊不同功能的電路板模塊和實現(xiàn)人機交互功能的液晶觸摸屏組合而成。
并行控制系統(tǒng)中的電路板1、電路板2為兩塊獨立的DSP數(shù)字控制板,通過共享外部存儲器構(gòu)成并行控制系統(tǒng)。電路板1或電路板2的結(jié)構(gòu)如圖4所示。電路板1和電路板2為具有基本相同結(jié)構(gòu)的DSP數(shù)字控制板。電路板1和電路板2均由DSP核心系統(tǒng)區(qū)、電源PWM控制A區(qū)、電源PWM控制B區(qū)、電源PWM控制C區(qū)4個部分構(gòu)成,且4個部分相互隔離以滿足可能需要的隔離控制需求。電路板1和電路板2的DSP核心系統(tǒng)區(qū)提供雙口RAM接口、JTAG接口、串行通信接口、觸摸屏接口和TFT液晶接口。
如圖3所示,電路板1和電路板2共享外部數(shù)據(jù)存儲器以構(gòu)成并行控制系統(tǒng)來控制超音頻直流脈沖TIG焊機時,電路板1的PWM 控制C區(qū)和電路板2的PWM控制A區(qū)同時連接到電路板3,電路板3通過驅(qū)動板來完成逆變主電路1的驅(qū)動。電路板1和電路板2的雙DSP并行完成逆變主電路1的并行采樣、閉環(huán)控制算法的并行運算和雙端PWM的冗余備份輸出。同理,電路板1的PWM控制A區(qū)和電路板2的PWM控制C區(qū)同時接電路板3,電路板3通過驅(qū)動板來完成逆變主電路2的驅(qū)動。由此,電路板1和電路板2的雙DSP并行完成逆變主電路2的并行采樣、閉環(huán)控制算法的并行運算和雙端PWM的冗余備份輸出。電路板2的PWM控制C區(qū)連接電路板3,電路板3通過驅(qū)動板完成IGBT模塊T的驅(qū)動。上述并行控制系統(tǒng)中共享存儲器雙口RAM器件CY7C027V工作在中斷模式,當(dāng)電路板1中的DSP往雙口 RAM的左端口中斷郵箱地址0x7FFE寫數(shù)據(jù)時,將使電路板2中的DSP進(jìn)入XINT1中斷;反之,當(dāng)電路板2中的DSP往雙口RAM的右端口中斷郵箱地址0x7FFF寫數(shù)據(jù)時,將使電路板2中的DSP進(jìn)入XINT1中斷。CY7C027V工作在中斷模式時,可以簡化雙DSP并行采樣、并行計算和PWM冗余備份輸出的算法。
并行控制系統(tǒng)中的電路板3可實現(xiàn)對主電路的采樣、監(jiān)測和保護(hù)等功能,并將這些信號通過電路板1或電路板2的PWM控制區(qū)傳送到DSP。并行控制系統(tǒng)中的電路板4主要完成繼電器控制,用來控制電源風(fēng)扇、交流接觸器和引弧模塊等。
2 焊機的焊接適用性試驗
采用雙DSP并行控制系統(tǒng)控制的基于上述拓?fù)浣Y(jié)構(gòu)主電路的超音頻直流脈沖焊機,可以有效地輸出峰值電流Ip在100A以上,脈沖頻率在30kHz以上,脈沖電流變化速率 di/dt≥50A/μ s,且峰值電流、基值電流、脈沖頻率和占空比均獨立可調(diào)的超音頻直流脈沖電流。
2.1 超音頻直流脈沖TIG焊焊接電弧與電流波形的特點
圖5所示為超音頻直流脈沖電源在鎢極直徑為2.6mm,基值電流Ib=50A,峰值電流Ip=120A,占空比為50%的情況下,采用直流正接方式焊接5mm厚的1Cr18Ni9Ti不銹鋼板時的實測電流波形。示波器采用的是Tektronix公司生產(chǎn)的TPS3012示波器。
從測試結(jié)果可以看出,所研制的原理樣機可輸出超音頻脈沖大電流,脈沖電流上升沿、下降沿的電流變化速率di/dt≥50A/μ s,能夠滿足超音頻脈沖TIG焊大電流焊接的要求。
圖6a是普通直流TIG焊接時的電弧形態(tài)照片,圖6b是30kHz超音頻直流脈沖TIG焊接時的電弧形態(tài)照片。試驗中發(fā)現(xiàn)弧長2~5mm的超音頻直流脈沖TIG焊電弧呈鐘罩形,而等效電流的直流TIG焊電弧呈碟形。該現(xiàn)象表明大功率超音頻直流脈沖 TIG焊接電弧在超音頻狀態(tài)下,由于高頻電磁場洛倫茲力的作用使電弧收縮,電弧的挺度增強、穿透力增大,說明大功率超音頻直流脈沖TIG焊電弧保持了文獻(xiàn)[7]所分析的小功率超音頻直流脈沖 TIG焊電弧“電弧高頻效應(yīng)”的特性。
2.2 超音頻直流脈沖TIG焊對焊縫組織的影響
圖7a是采用130A直流TIG焊重熔5mm厚的1Cr18Ni9Ti不銹鋼鋼板的金相圖。金相圖從母材(圖左)到焊縫(圖右)之間的組織變化為:在母材上為沿軋制方向被拉長的奧氏體晶粒,在熔合線附近靠近母材一側(cè)為相互平行的板條狀δ—鐵素體伸入到粗大的奧氏體晶界內(nèi),靠近焊縫一側(cè)為粗大的奧氏體胞狀樹枝晶基體上分布骨架狀δ—鐵素體。圖7b是采用基值電流Ib=30A,峰值電流Ip=130A,占空比為20%,頻率為30kHz的超音頻直流脈沖 TIG焊重熔同種材料的金相圖。圖7b與圖7a相比,粗大的奧氏體胞狀樹枝晶所占區(qū)域較窄,從粗晶區(qū)到焊縫一側(cè),蠕蟲狀δ—鐵素體分布在細(xì)小的奧氏體等軸晶基體上。
采用超音頻直流脈沖 TIG焊,熔池在1s內(nèi)要受到上萬次脈動的等離子力作用,即熔池要受到電弧超聲波振動和強烈的機械攪拌作用。超音頻直流脈沖TIG焊的金相與直流TIG焊的金相相比,對于1Cr18Ni9Ti奧氏體不銹鋼焊縫熔池,初生的δ—鐵素體枝晶受到電弧超聲波的振動、攪拌作用,部分正在生長的枝晶被打碎,相當(dāng)于使形核率增加,即增加了結(jié)晶中心數(shù)量,改變了結(jié)晶形態(tài),因此使得焊縫中心出現(xiàn)了更多的奧氏體等軸晶,并使粗大樹枝晶所占區(qū)域縮小。說明超音頻直流脈沖TIG焊機所產(chǎn)生的電弧超聲能抑制粗晶區(qū)的生長,細(xì)化焊縫晶粒,提高焊接接頭性能。
2.3 超音頻直流脈沖TIG焊對焊接接頭性能的影響
采用表1所示的焊接工藝參數(shù),以2mm左右的弧長焊接5mm厚的0Cr18Ni9Ti奧氏體不銹鋼板材,開Y形坡口可一次性焊透。根據(jù)GB/T228—2002制備拉伸樣板,拉伸試樣規(guī)格尺寸如圖8所示。0Cr18Ni9Ti的拉伸試驗結(jié)果如表2和表 3所示。表 2是 30kHz超音頻直流脈沖TIG焊焊5mm厚的0Cr18Ni9Ti奧氏體不銹鋼的拉伸試驗結(jié)果,表3是170A直流TIG焊焊同種材料的拉伸試驗結(jié)果。試驗委托單位為國家鋼鐵材料測試中心,拉伸試驗按照GB/T228—2002進(jìn)行,試驗溫度為25℃,拉伸速率為2mm/min。
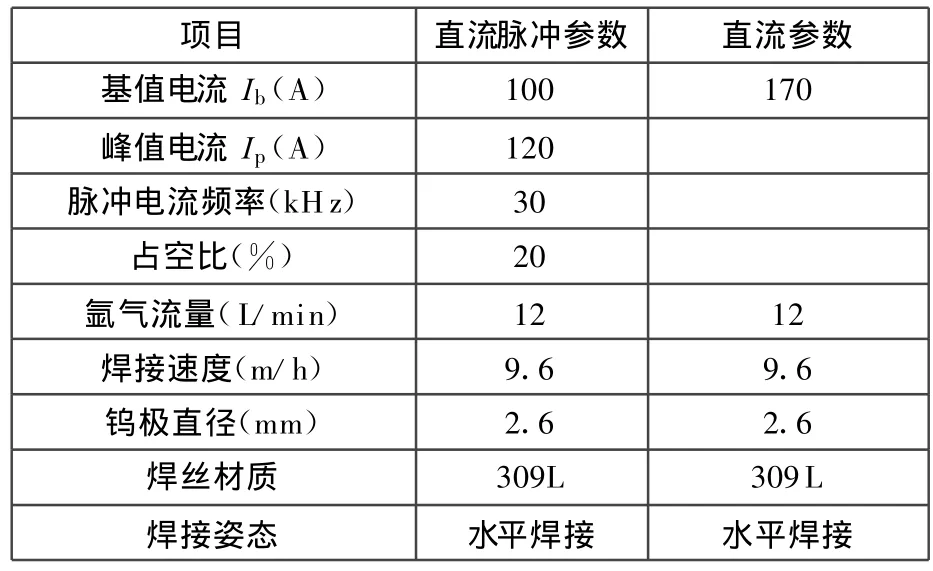
表1 試驗超音頻TIG焊對接頭性能影響時的工藝參數(shù)
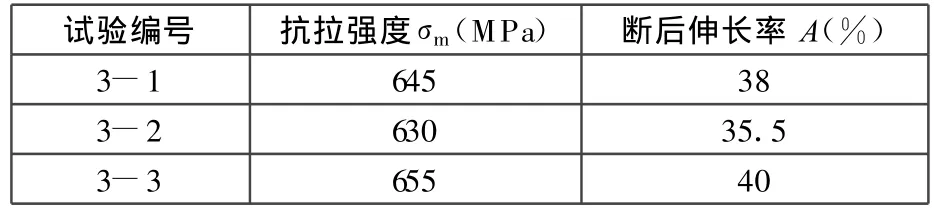
表2 30kHz超音頻直流脈沖TIG焊焊0Cr18Ni9Ti不銹鋼的拉伸試驗結(jié)果

表3 170A直流TIG焊焊0Cr18Ni9Ti不銹鋼的拉伸試驗結(jié)果
對比表2和表3的拉伸試驗結(jié)果可以發(fā)現(xiàn),與普通直流焊接方式相比,采用30kHz超音頻脈沖TIG焊焊接0Cr18Ni9Ti的奧氏體不銹鋼可使對接接頭的力學(xué)性能得到增強,抗拉強度平均增大40MPa,斷后伸長率平均提高5%。
圖9是拉伸斷口的微觀形貌電鏡掃描照片。圖9a是采用30kHz超音頻直流脈沖TIG焊方式拉伸試樣3—2的斷口照片,圖9b是采用170A直流TIG焊方式拉伸試樣4—2的斷口照片。從圖9a可以看出,拉伸試樣斷口上有大量韌窩并呈網(wǎng)狀分布,斷裂屬于微孔聚集性延性斷裂,斷口為韌性斷口。從圖9b可以看出拉伸試樣斷口上出現(xiàn)小平面特征的斷裂區(qū)域,而且在小平面之間存在撕裂棱,斷裂屬于準(zhǔn)解理斷裂,斷口為韌脆混合斷口[8]。出現(xiàn)這種現(xiàn)象的原因是超音頻直流脈沖TIG焊接方式的焊縫晶粒比普通直流 TIG焊接方式的焊縫晶粒組織細(xì)小,細(xì)小的組織提高了材料的塑性、韌性等力學(xué)性能。
3 結(jié)論
(1)基于雙DSP并行控制技術(shù)全數(shù)字化控制由IGBT構(gòu)成的新型主電路,成功地研制了大功率超音頻直流脈沖TIG焊機。
(2)研制的新型直流脈沖TIG焊機的基值電流、峰值電流、脈沖電流頻率和占空比均獨立可調(diào),電流最高脈沖頻率可達(dá)30kHz以上且脈沖電流的上升沿和下降沿變化速率不小于50A/μ s。
(3)不銹鋼焊接試驗表明,新型超音頻直流脈沖TIG焊機所產(chǎn)生的電弧不僅保持了小電流直流高頻脈沖TIG焊接所具有的電弧高頻效應(yīng),而且超音頻直流脈沖 TIG焊接電弧所具有的電弧超聲作用能細(xì)化焊縫晶粒,提高接頭性能。
[1]吳敏生,何龍標(biāo),李路明,等.電弧超聲焊接技術(shù)[J].焊接學(xué)報,2005,26(6):40-44.
[2]Masayasu N,Jin O,Takao F,et al.Method of High Frequency Pulse Arc Welding and Apparatus Therefore:US,6225598B1[P].2001-05-01.
[3]Bernard M.Increasing Tube Mill Welding Speed:ExaminingTechnology for Tube Producers[EB/OL].The Tube&Pipe Journal,2001[2009-03-20].http://www.thefabricator.com.
[4]Jin O,Yoshisa A,Masayasu N,et al.Development of a New High—frequency,High—peak Current Power Source for High Constricted Arc Formation[J].Jpn.J.Appl.Phys.,2002,41:5821-5826.
[5]吳敏生,段向陽,李路明,等.電弧超聲的激發(fā)及其特性研究[J].清華大學(xué)學(xué)報,1999,39(60):110-112.
[6]齊鉑金,許海鷹,黃松濤.超音頻方波直流脈沖弧焊電源裝置:中國,200710120831.2[P].2007-08-27.
[7]趙家瑞.矩形波直流脈沖TIG焊電弧穩(wěn)定性的研究[J].焊接學(xué)報,1988(3):171-180.
[8]康樂,黃瑞生,劉黎明,等.低功率 YAG激光—MAG電弧復(fù)合焊接不銹鋼[J].焊接學(xué)報,2007,28(11):69-72.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07