在線監測與超聲波測厚技術綜合應用分析
2011-01-05 14:38:10劉忠友楊本立
石油化工腐蝕與防護 2011年5期
劉忠友,楊本立
(中國石油化工股份有限公司北京燕山分公司,北京 102500)
在線監測與超聲波測厚技術綜合應用分析
劉忠友,楊本立
(中國石油化工股份有限公司北京燕山分公司,北京 102500)
隨著原油性質的日益劣化,煉油裝置的防腐蝕形勢越來越嚴峻。經過幾年的摸索和實驗,利用腐蝕在線監測與超聲波測厚技術相結合的方法,對煉油裝置的腐蝕情況進行監測和防護,可互相取長補短,并能有效排查裝置安全隱患,保證裝置安全平穩運行。
超聲波測厚 在線監測 現場復測 腐蝕隱患
中國石油化工股份有限公司北京燕山分公司煉油廠(以下簡稱煉油廠)于2007-2008年先后在13套煉油裝置建立了腐蝕在線監測系統,以便及時反映監測部位的腐蝕趨勢,為裝置提供腐蝕預警。但是鑒于在線監測的局限性及現場工況的復雜性,僅憑監測結果不足以準確判斷監測部位的實際腐蝕情況及當前裝置的腐蝕風險。為此,防腐蝕監測部門時時關注在線監測結果,并利用超聲波測厚技術對在線監測系統顯示腐蝕趨勢較大和報警頻率較高的部位進行現場超聲波測厚驗證。利用在線監測系統篩選有效信息,再對現場進行有針對性的測厚檢測,不僅能夠節省大量人力物力,而且超聲波測厚可以彌補在線監測的局限性,并對其預警結果進行及時驗證。兩種技術的有機結合,能夠有效排查裝置的腐蝕隱患。
1 實施情況及效果
在線監測與測厚技術相結合應用一年多來,多次發現裝置重大腐蝕隱患。
(1)2009年1月,對在線監測系統運行半年多來腐蝕趨勢較大的探針進行統計,結果見表1。
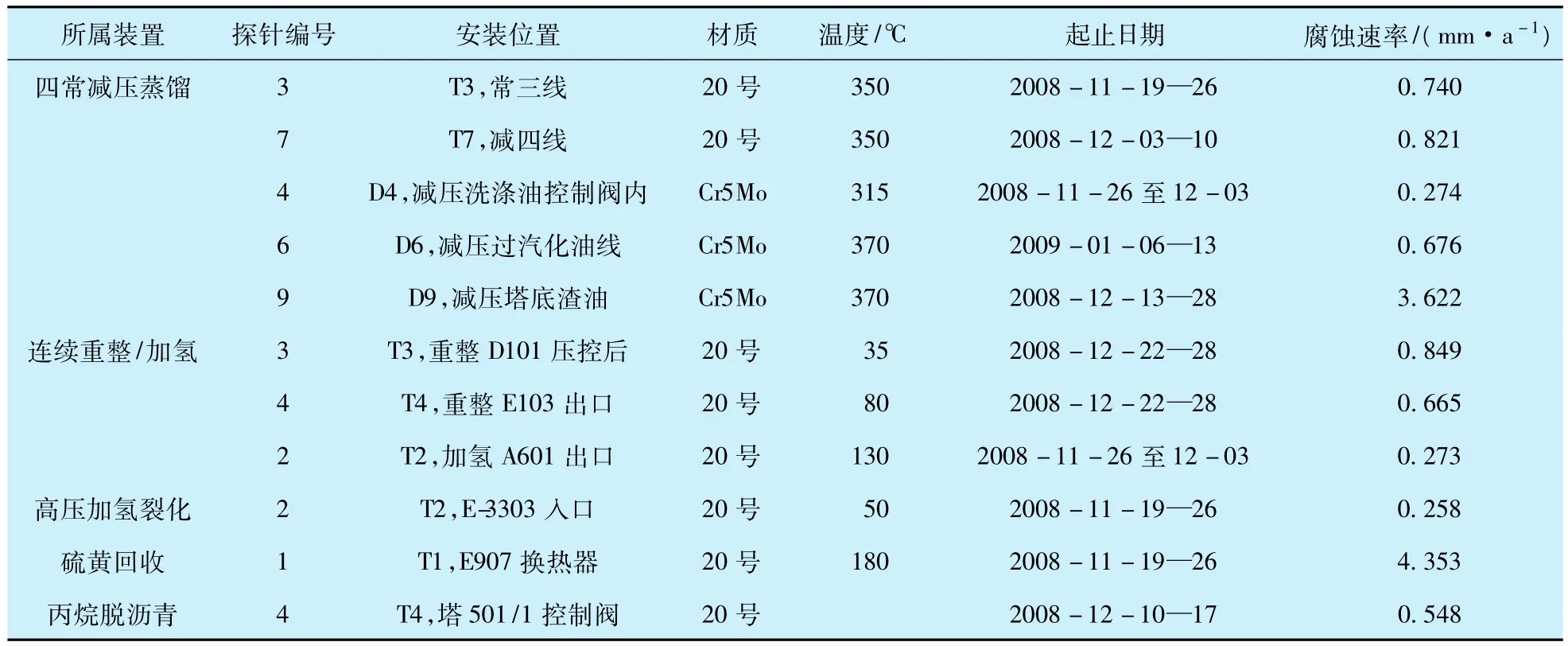
表1 在線監測腐蝕速率統計(2009年1月)Table 1 On line monitoring of corrosion rate
防腐蝕監測技術人員根據表1結果的提示到現場進行超聲波測厚,并擴大檢測范圍,對該系統及周圍管道進行測厚,測厚結果見表2。
測厚結果顯示,四常減壓蒸餾減壓過汽化油線6號探針處P-1017/1出口第二個彎頭減薄嚴重,剩余壁厚僅有3.9 mm。該裝置由于長期煉制進口原油,原料酸值和硫質量分數較高,有時超過裝置設防值(硫質量分數1.17%,酸值0.50 mgKOH/g)。同時減壓過汽化油線操作溫度為370℃,易形成高溫環烷酸腐蝕。另外環烷酸的腐蝕也受流速、流態和沖擊等因素的極大影響[1],因此在減壓過汽化油線的彎頭部位極易發生高溫環烷酸腐蝕,且腐蝕速率長期居高不下。
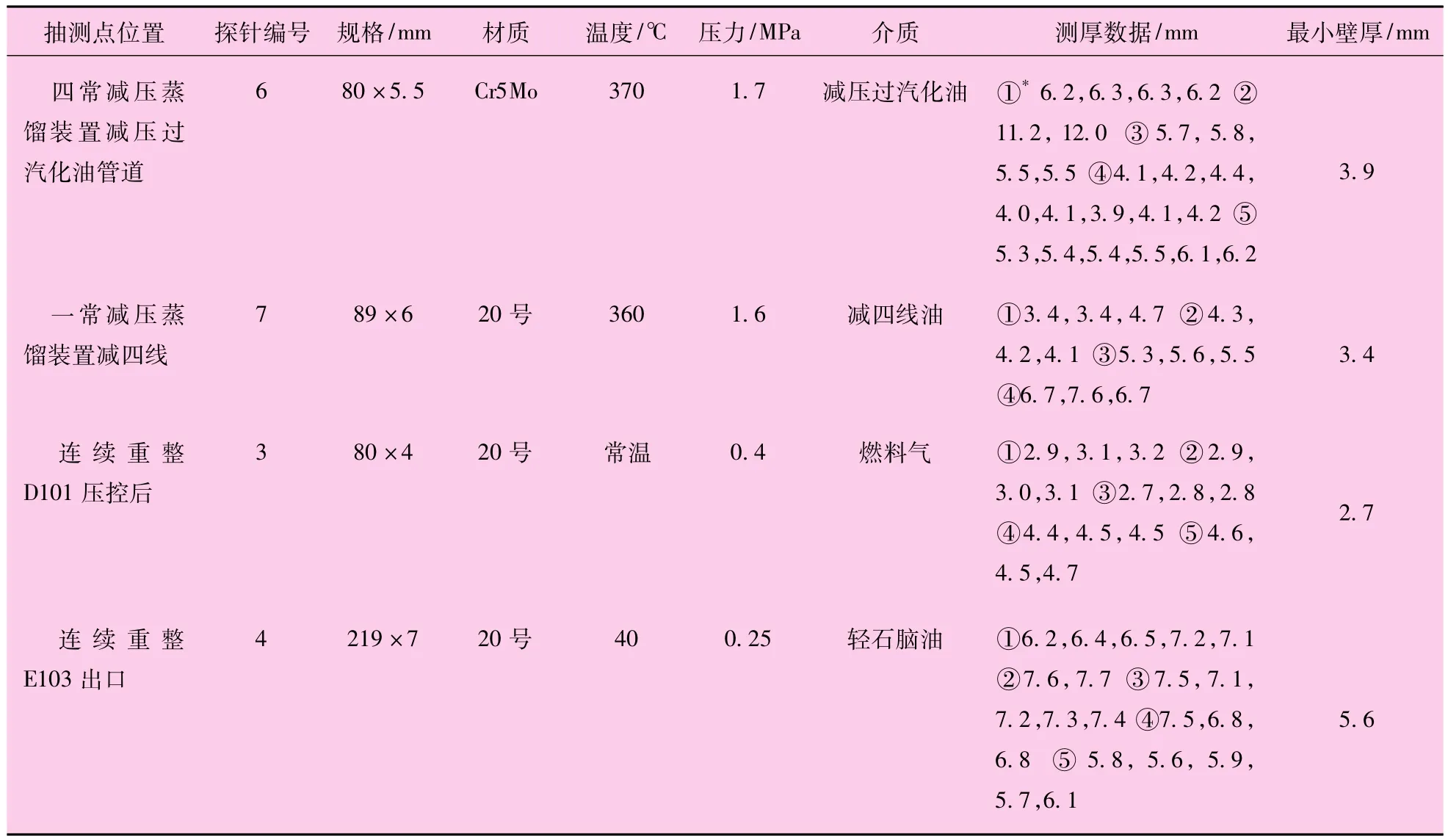
表2 報警探針部位管線超聲波測厚數據Table 2 Alarm probe parts of the pipeline ultrasonic thickness data
連續重整自產燃料氣線3號探針D101壓控后至自產燃料氣總線的第一個彎頭減薄比較嚴重,剩余壁厚只有2.7 mm。該系統燃料氣中硫化氫濃度比較高,且攜帶水,極易形成硫化氫和水的腐蝕環境,減薄部位恰為水平方向的彎頭處,由于流速的影響[2],腐蝕更為嚴重。
此次現場復測還發現,一常減壓蒸餾裝置減四線(20號碳鋼)7號探針,彎頭剩余壁厚為3.4 mm,與腐蝕在線監測數據基本相符,由此可以判斷這些部位腐蝕確實很嚴重。對這一結果車間迅速采取了相應的措施,避免了可能發生的腐蝕泄漏風險。尤其是四常減壓蒸餾裝置減壓過汽化油線、一常減壓蒸餾裝置減四線,這些部位均是高溫部位,一旦泄漏,后果不堪設想。
(2)2010年3月,二常減壓蒸餾裝置初餾塔頂空氣冷卻器(以下簡稱空冷器)前3號探針報警頻繁,見圖1。
防腐蝕監測部門針對報警情況進行超聲波測厚復查,并對二常減壓蒸餾裝置常壓塔頂空冷器出入口管道也進行了測厚。
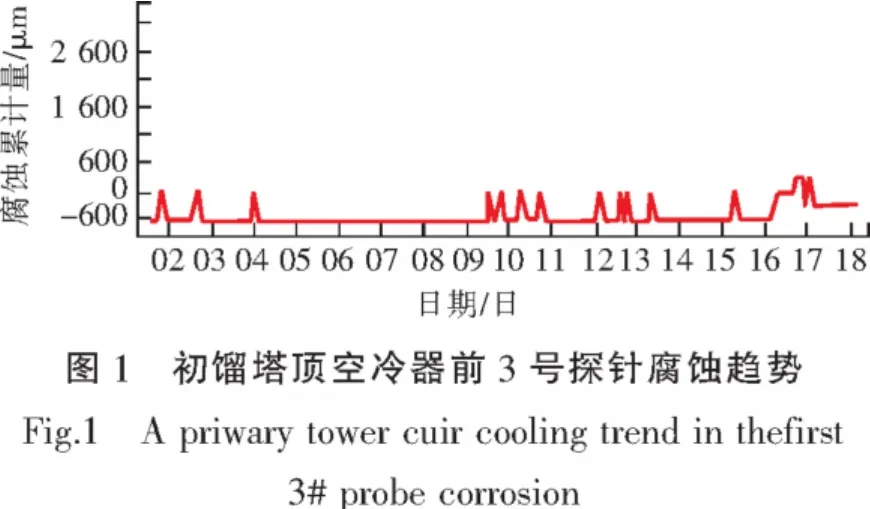
測厚結果發現,3號探針初餾塔頂空冷器出口管道一彎頭規格273 mm×8 mm,20號鋼,最小剩余厚度只有2.6 mm;常壓塔頂空冷器入口管道規格159 mm×5 mm,20號鋼的一段直管,最小厚度也只有2.6 mm。車間對兩處減薄點及時進行了包盒子處理,消除了設備安全隱患。
(3)2010年3月以來,一常減壓蒸餾裝置減壓塔頂罐入口管道14號探針腐蝕趨勢一直較大,見圖2。
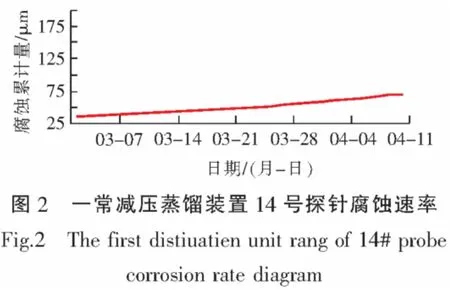
防腐蝕監測技術人員于2010年4月13日對報警情況進行現場測厚復查。一常減壓蒸餾裝置14號探針報警復查結果見表3。該段管道(規格:φ108 mm×5 mm)最薄點僅為2.9 mm,其余減薄點也均在彎頭處。由此可以判定該段管道腐蝕速率較大。
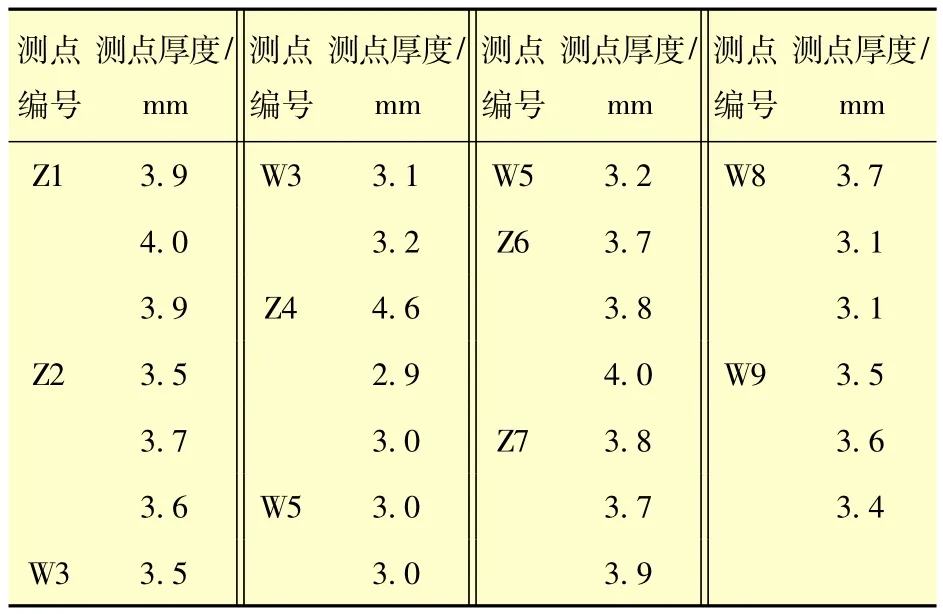
表3 一常減壓蒸餾裝置14號探針測厚結果Table 3 The first distuation unit of 14#thickness review the results of alarm probe
針對以上檢測結果,車間及時進行了認真復核,并對減薄嚴重的管段根據具體情況采取了更換、包盒子及重點監護等措施。
2 在線監測探針運行中的不足
腐蝕在線探針檢測結果雖然能夠直觀的反映裝置某些部位的腐蝕趨勢,但運行中也存在一些不足。
2.1 在線pH探針數值偏離
目前煉油廠腐蝕在線監測在13套裝置共安裝pH探針12個,其中二催化裂化、三催化裂化和柴油加氫裝置各1個,三套常減壓蒸餾裝置各3個。從運行情況來看,蒸餾裝置pH探針運行情況較差,pH監測數據經常波動(因水質含有油性雜質而污染探頭),隨著運行時間的增加而偏離實際數值,沒有起到及時監測數據和調整注劑量的預期效果。二常減壓蒸餾裝置減壓塔頂容105酸性水pH截圖見圖3,該探針于2010年3月23日更換,前半個月運行情況良好,但從4月8日以來,pH值監測數據出現明顯下滑趨勢,最低測量值為2.99,與酸性水實際酸值偏差較大。
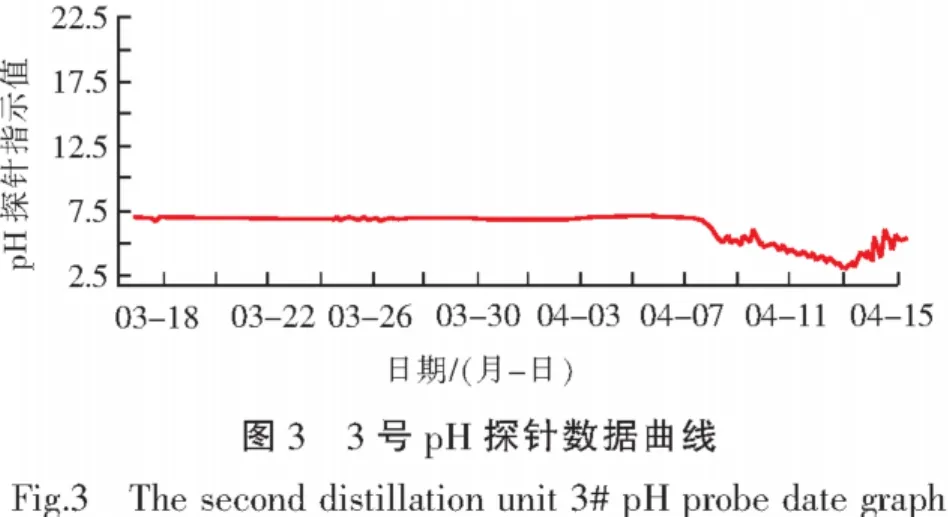
改進措施:對pH探針及時維護和清洗。此后每兩個月對所有在用pH探針進行清洗,對測量不準的探針做到及時維護,以確保數據的準確性。
2.2 電感探針監測點波動頻繁
從使用情況來看,電感探針的使用效果要好于pH探針,基本能夠反映出現行裝置布點位置的腐蝕情況。但也存在探針波動頻繁的現象,使腐蝕速率數值與實際情況有差距。
改進措施:加強探針的維護和保養。同時對一些長期監測腐蝕速率較低(≤0.1 mm/a)的監測點更換監測部位,提高電感探針的監測效率。同時對腐蝕速率較大的監測點,如連續重整的3號和4號探針,在裝置加強巡檢力度和對防腐蝕措施升級的前提下,更換監測部位,避免不必要的浪費。
2.3 運行軟件抗干擾能力弱
探針波動或者更換新探針,導致腐蝕曲線存在較大波峰波谷或曲線波動情況,導致軟件計算腐蝕速率存在較大偏差。2009年10月至2010年4月二常減壓蒸餾3號電感探針運行情況見圖4。
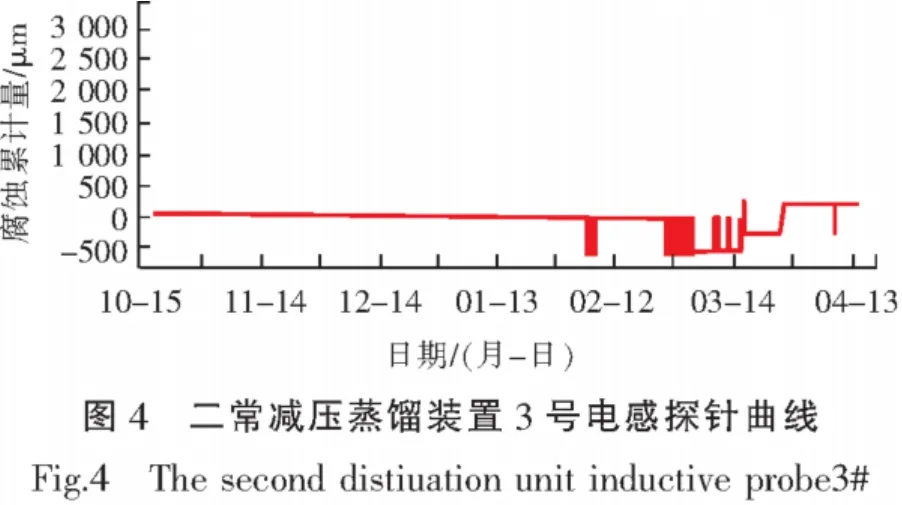
改進措施:系統設計單位對因裝置波動或更換新探針造成曲線波動較大的監測曲線進行及時修正,平滑曲線,防止因軟件錯誤導致計算腐蝕速率不準的情況發生。
3 效果分析
在線監測系統能相對準確地反映出運行裝置的腐蝕狀況及腐蝕嚴重部位的趨勢,為裝置控制腐蝕提供了依據。但在線監測系統只能反映出運行裝置的腐蝕趨勢,不能具體的反映出腐蝕程度。而超聲波測厚能夠準確地測量出設備及管道的剩余壁厚,并能夠通過計算得出相對真實的腐蝕速率。但對于測厚點的具體位置選擇卻比較困難[3-4]。
在工作實踐中,不斷摸索利用在線監測系統與超聲波測厚技術相結合的方法,發現了多處腐蝕減薄非常嚴重的部位,及時通知相關車間采取了更換、包盒子及重點監護等措施,避免了泄漏事故的發生。在線監測技術雖然在裝置防腐蝕環節起到了非常重要的作用,但技術方面仍存在許多不足,還需要在實際工作中不斷總結并加以完善。目前在線監測技術作為防腐蝕監測部門的一項重要工作內容,在煉油生產裝置中推廣應用,并取得了較好效果。
4 結語
在線監測與測厚技術相結合,排查煉油裝置腐蝕隱患,能夠及時為生產裝置提供準確的腐蝕部位和腐蝕趨勢,減少大量不必要的篩查工作;能夠準確地檢測出隱患部位,并及時采取措施,減少安全生產事故的發生;還能夠有效地避免安全事故及非計劃停工,降低經濟損失。
[1]梁春雷,陳學東,艾志斌,等.環烷酸腐蝕機理及其影響因素研究綜述[J].壓力容器,2008,25(5):33.
[2]莫廣文.煉油裝置腐蝕概況及對策[J].石油化工腐蝕與防護,2008,25(1):31.
[3]中國石化集團安全工程研究院.煉油裝置防腐蝕策略[M].北京:中國石化出版社,2008:19-21.
[4]陳匡民.過程裝備腐蝕與防護[M].北京:化學工業出版社,2002:214.
Application of On-line Detection and Ultrasonic Thickness Measurement
Liu Zhongyou,Yang Benli
(SINOPEC Beijing Yanshan Petrochemical Co.,Ltd.,Beijing 102500)
As the crude oil is becoming increasingly poor,the corrosion in the process units of refineries becomes increasingly severe.Several years'testing and practice of application of on-line corrosion detection and ultrasonic thickness measurement in the corrosion detection and protection of refinery process units has proven that the combination of the two techniques can effectively locate the potential hazard and ensure the safe and reliable operation of the units.
ultrasonic thickness measurement,on-line detection,field measurement,potential corrosion hazard Analysis of Cracking Failure of Tees for Pipelines
TE973.6
A
1007-015X(2011)05-0048-04
2011-05- 28;修改稿收到日期:2011-06-29。
劉忠友,工程師,從事防腐工作多年,現在生產運行保障中心主管防腐蝕工作。E-mail:Liu_zhongyou@sohu.com。
(編輯 彭濟鋒)
國內外動態
