數控銑削加工接刀光順的技術研究
2011-01-29 06:25:42錢楊林錢春華
制造業自動化 2011年13期
錢楊林,錢春華
QIAN Yang-lin, QIAN Chun-hua
(湖南科技經貿職業學院,衡陽 421007)
0 引言
數控編程一般很難保證用同一把刀具能把整個零件精加工出來,因此在換下一把刀精加工時,就存在怎樣使兩刀相接處光順問題,這也是數控加工質量好壞的一個重要組成部分。既使用同一把刀具精加工,也存在進刀處的接順問題。零件表面接順,一個可以使整個表面更美觀,其次可以減少零件應力其中現象,防止零件從接刀不順處開裂,甚至斷裂。
1 解決方法
下面以廣泛使用的Mastercam數控編程為例,其他軟件類似。談精加工接順問題。
數控編程精加工接順問題主要分以下情況。1)平面的接順;2)平面與曲面的接順;3)曲面與曲面的接順。
1.1 平面的接順
如圖1所示,如果精加工從中間進刀會在中間進刀處會留下進刀的刀痕。不過有時廠家要求中間進刀,那可以通過合理參數設置,大大減少中間進刀刀痕。即可以側向分多次(通常分一到三次即可)進刀精加工,可以開始一刀或兩刀側向吃料多些,約(0.1mm到0.15mm),最后一刀側向吃料為(0mm到0.05mm)。并且盡量圓弧進刀。刀路如圖1所示,參數設置如圖3所示。當然也可采用在轉角處進刀,就可有效避免進刀刀痕現象的出現。刀路如圖2所示。
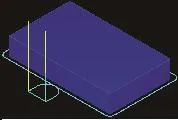
圖1 中間圓弧進刀
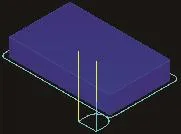
圖2 轉角處圓弧進刀

圖3 參數設置
還有就是水平面與垂直側平面的精加工接刀問題。如圖4、圖5所示。其一、水平面與中間垂直側面用同一把刀具加工的情況;我們最好可采用由外往內的環繞走刀方式精加工水平面,刀圖如圖4所示,然后再圓弧進刀側向多次吃料方式(如圖3所示參數設置)精加工中間垂直側面。刀路如圖5所示。假如采用加工水平面由內往外環繞,則刀具加工到水平面外面時,已經有微量磨損,再提刀去精加工中間垂直側面時,會在水平面與垂直側面的交接旁出現接刀刀痕。水平面面積越大,尤其大型零件這種現象越明顯。當然也可先精加工中間垂直側面,再采用由內往外環繞方式精加工水平面。同樣可以使水平面與中間垂直側面的精加工接刀光順。
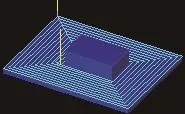
圖4 環繞精加工水平面

圖5 精加工中間側面
如果水平面與中間垂直側面精加工不用同一刀具。那可以先精加工水平面,由外往內的環繞走刀,或由內往外環繞走刀都沒關系,但在換下一把刀精加工中間垂直側面時,對好刀后,要把數控機床Z軸抬高(0.003mm到0.02mm),最好起初抬高多一點,試切削,并用目測水平面與中間垂直側面的交接旁接刀效果,也可用手去摸感覺接刀效果,如接刀不好,再把Z軸再下降少許,再試切削,如此反復,直到接刀良好再放心運行數控機床精加工垂直側面。
1.2 平面與曲面的接順
如圖6所示,我們在用球刀精加工水平面的中間曲面時。為了避免球刀在水平面上弄出刀痕,在編球刀精加工曲面刀路時,把水平面復制一個,并且把復制的水平面往上垂直移動0.05 mm,把復制的水平面選為保護面。不過不管怎樣,曲面與水平面相接之處球刀是加工不到的,必須換平刀來進行清根精加工。這時把先前的復制水平面隱藏不要,只選曲面與實際的水平面即可。用平刀編好清根刀路如圖7,數控機床裝好清根刀具,對好刀,要把數控機床Z軸抬高(0.003mm到0.02mm),最好起初抬高多一點,機床運行(如圖7所示)清根刀路生成的NC代碼,試切削,并用目測曲面與水平面的交接旁接刀效果,也可用手去摸感覺接刀效果,如接刀不好,再把Z軸再下降少許,再試切削,如此反復,直到接刀良好再放心運行數控機床進行清根。
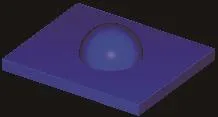
圖6 水平面與中間一凸曲面
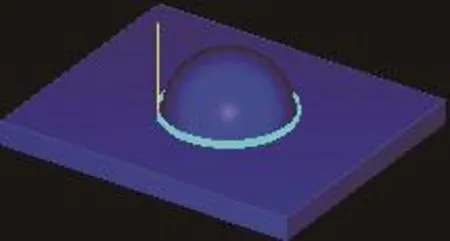
圖7 平刀清根刀路

圖8 水平面與中間一凹曲面

圖9 精加工水平面刀路
假如是一水平面中有一下凹曲面。如圖8所示,我們可以先精加工曲面,再用平刀精加工上面水平面,但在精加工上部水平面時,必須使刀具運行水平超出上部水平面的內、外邊界。刀路如圖9所示,這樣水平面與中間的凹曲面便不會有接刀刀痕。
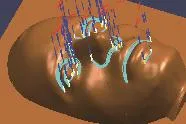
圖10 曲率小的曲面清角刀路
1.3 曲面與曲面的接順。
如圖10所示,大部分曲面先已精加好了,但一些曲率小的地方還沒精加工到位,須換小球刀進行清角精加工,刀路如圖10所示。數控機床裝好清角球刀,對好刀,要把數控機床Z軸抬高(0.003mm到0.02mm),最好起初抬高多一點,運行(如圖10)的清角刀路生成的NC代碼,試切削,并用目測小曲率曲面與旁邊曲面的接刀效果,也可用手去摸感覺接刀效果,如接刀不好,再把Z軸再下降少許,再試切削,如此反復,直到接刀良好再放心運行數控機床進行清角精加工。
2 結論
本文對平面、曲面的接刀光順問題進行了較為詳盡的探討和論述,使人們對平面、曲面的如何接刀光順有一定深入認識和理解。從而使加工出的零件更加光順,這樣零件外觀更加美觀,同時也可有效避免零件在接刀不順處出現應力其中現象,防止零件開裂發生。
