螺栓圓角滾壓工藝分析及數控圓角滾壓機研制
2011-01-29 06:25:26陳家兌田豐果王自勤
制造業自動化 2011年12期
陳家兌,劉 勇,田豐果,王自勤
CHEN Jia-dui, LIU Yong, TIAN Feng-guo, WANG Zi-qin
(貴州大學,貴陽 550003)
0 引言
隨著航空、航天、高速列車、高級乘用車等行業的蓬勃發展,各領域對高強度螺栓的要求越來越高。螺栓頭下圓角處是應力集中點,是發生疲勞斷裂的危險截面之一。對螺栓頭下圓角部位采取冷滾壓工藝,是大幅度地提高螺栓的疲勞強度的重要手段[1]。目前,國內對螺栓頭下圓角滾壓多采用鉆床加裝輔助工裝,手工操作。使得生產中存在工藝參數不確定、不穩定,產品一致性差,工人勞動強度大等缺點。對于大飛機等重大項目,對高溫合金、鈦合金等特種螺栓提出的技術要求就更高,上述加工方式很難實現。
因此,研究螺栓圓角滾壓工藝,研制與高強度螺栓圓角滾壓大批量生產模式相適應的高性能專用生產裝備,解決企業在高強度螺栓生產中的技術及裝備瓶頸,具有重要意義。
1 螺栓圓角滾壓工藝及影響因素分析
1.1 螺栓圓角滾壓原理
對螺栓圓角的冷滾壓是利用金屬材料冷變形加工硬化的特性,通過滾壓工具對圓角部位的回轉滾壓,使其表層材料在壓應力作用下產生塑性變形,使表層晶粒組織致密,減小表面粗糙度,纖維保持連續流暢的狀態,同時產生冷作硬化現象,在表面產生有利的殘余壓應力,從而提高螺栓的抗疲勞強度和可靠性[2]。
1.2 螺栓圓角變形要求
高強度螺栓的頭下圓角經滾壓后的變形量需要嚴格控制[3]。如圖1所示,為螺栓頭下圓角滾壓變形示意圖,為了滿足提高疲勞強度的要求,相關標準中,對螺栓頭下圓角的滾壓變形量有嚴格規定,如圖1中:A、B、C等。圓角滾壓的基本要求是確保滾壓深度尺寸B, 又保證圓角兩側與螺栓桿部、端部過渡光滑。
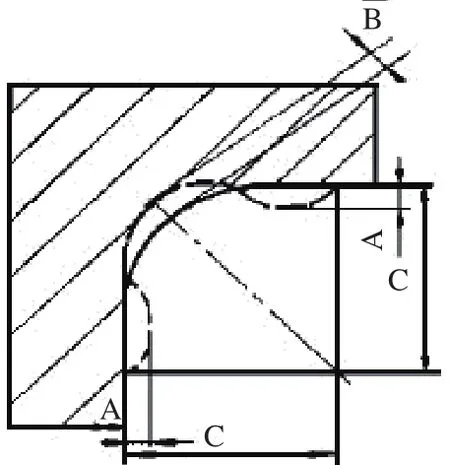
圖1 螺栓頭下圓角滾壓變形示意圖

圖2 滾壓夾具圖
1.3 影響圓角滾壓尺寸的主要參數分析
螺栓圓角的塑性變形受螺栓材料的性能、滾壓前圓角幾何尺寸及其公差、熱處理情況等多因素的影響。通過大量試驗研究表明,在工藝參數中影響圓角變形量的主要參數是滾壓力、滾壓轉速及滾壓時間[2,4]。
1)滾壓力:滾壓力是螺栓圓角產生塑性變形的直接原因,也是影響產品加工質量的主要參數。滾壓力加載過大,導致變形量過大,滾壓變形量控制參數A、B、C可能超差;滾壓力加載太小,圓角變形量過小,達不到提高螺栓疲勞強度的預期效果。滾壓力在圓角滾壓過程中是一個動態的變化過程,受到螺栓本身的材料性能、圓角幾何尺寸及其公差和變形程度,加載方式及其穩定性等因素的影響。此外,滾壓過程還是一個包含了塑性變形、彈性變形的復雜變形過程。因此,滾壓力的控制極為重要并有一定難度。
2)滾壓轉速:對于不同的材料性能、熱處理、直徑尺寸和圓角尺寸的螺栓, 在不同的滾壓力作用下有不同的變形速度要求。因此,滾壓轉速必須根據螺栓的材料性能、熱處理、直徑尺寸、圓角尺寸、滾壓力以及加工效率進行合理選擇。滾壓轉速過快,材料變形不充分,變形反彈大,達不到變形量要求;反之,加工效率低下。
3)滾壓時間:滾壓時間是影響滾壓變形量、表面質量的一個重要參數。滾壓時間過長,效率低下,滾壓部位可能出現起皮,表面質量反而下降;而滾壓時間過小,變形量不足,表面質量低。為此,為了保證圓角滾壓的塑性變形量、批量生產時滾壓質量的穩定, 必須合理控制滾壓時間。
2 數控圓角滾壓機研制
2.1 數控圓角滾壓機工作原理
經過研究分析以及與相關企業進行充分研討,研制出了適應高強度螺栓大批量、現代化生產的專用數控生產裝備。數控圓角滾壓機由主機、滾壓夾具和控制系統組成,如圖2、3、4所示。工作時,變頻電機驅動主軸做回轉運動,并可根據加工螺栓的材料性能、熱處理、直徑尺寸、圓角尺寸、滾壓力以及合理的加工效率等因素所需的變形速度要求通過人機交互界面調整轉速;伺服電機通過傳動系統驅動滾壓夾具上升,當螺栓頭部與主軸相連的壓頭接觸時,在摩擦力的作用下,主軸帶動螺栓做回轉運動。同時,夾具上的滾輪也在摩擦力的作用下,由螺栓帶動繞其軸線的回轉運動;當壓力檢測系統檢測到滾壓力達到設定的參數時,控制系統進入恒壓保持階段。此時,螺栓圓角在滾輪的滾壓作用下變形,滾壓時間到達后,伺服電機反轉,滾壓夾具回到初始位置,完成一個螺母收口工作循環。
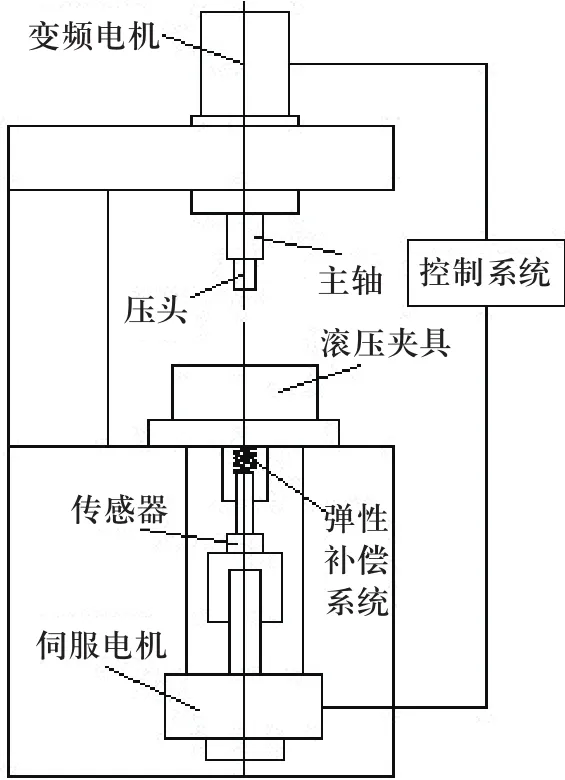
圖3 結構示意圖

圖4 設備照片
2.2 滾壓力加載過程分析
經過對圓角滾壓過程和特點的試驗、研究,變形量尺寸精度控制要求、圓角滾壓后螺栓抗疲勞強度試驗和大量生產、試驗結果分析,結合生產要求,數控圓角滾壓機應具有滾壓力控制精度高、響應速度快,生產過程效率高、產品精度高和一致性好等特點。工作循環主要應包括裝卸、快進、工進1、工進2、保壓及快退等過程。滾壓夾具在這五個過程中的位移線圖如圖5所示。
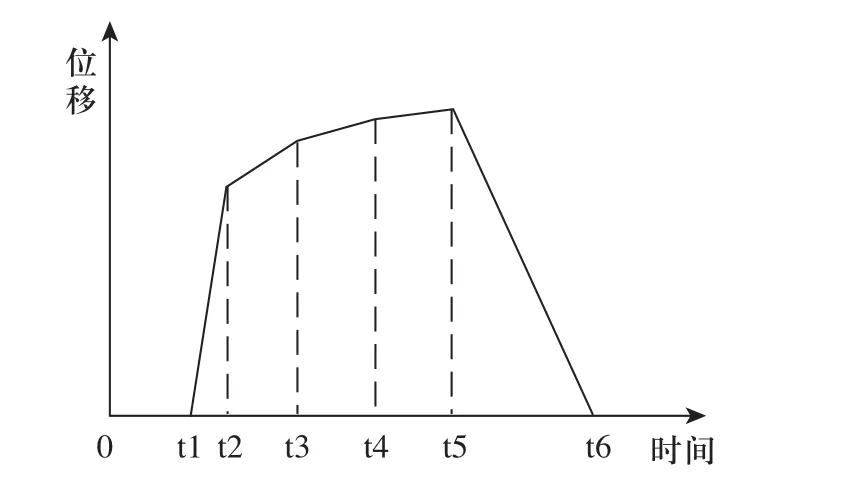
圖5 滾壓夾具位移線圖

圖6 人機交互界面
工作循環中:
裝卸過程(0—t1):設備進給系統處于停止狀態,進行工件的裝卸;
快進過程(t1—t2):裝卸位置的存在使滾壓夾具有較大的空行程,這一過程中工件應盡可能快速接近壓頭,提高生產效率;
工進1過程(t2—t3):此時,工件離壓頭距離較小,滾壓夾具上升速度迅速減小,實現平穩加載;
工進2過程(t3—t4):當滾壓力接近設定目標值時,夾具從工進1速度切換到一個更低的速度進行加載,以利精確控制滾壓力;
保壓過程(t4—t5):滾壓力達到設定值時,為了使材料充分變形,有效控制回彈量,保證圓角滾壓變形量精度、表面質量,系統進入恒壓滾壓階段。
快退過程(t5—t6):夾具以最快速度退回到裝卸位置,提高加工效率;
上述工作過程中,滾壓轉速和滾壓力是實現圓角滾壓的關鍵;保壓過程,是保證圓角變形尺寸精度及大批量生產產品尺寸、抗疲勞強度一致性的關鍵;快進、快退與工進、保壓之間進行大速度比的運動轉換是實現大批量高效生產的關鍵。
2.3 數控圓角滾壓機主要特點
2.3.1 位置控制精度高
在位置控制技術方面,螺母收口機采用數控技術進行位置控制,通過絕對位置控制模式,實現了運動部件快速而準確的坐標位置精確控制。執行件的脈沖當量為δ=10μm/pulse的高精度控制。
2.3.2 滾壓力的精確控制
設備在滾壓夾具與傳動系統中串聯了合適的彈性補償系統以及壓力傳感器。無彈性補償系統串聯時,系統剛度過大。由于不可避免的零件尺寸誤差、變形過程中的尺寸變化、設備運動誤差及振動等將造成壓力波動過大。彈性補償系統的引入,降低了滾壓力對夾具位移、螺栓變形尺寸、設備振動、運動及運轉誤差和位置控制精度等因素的敏感性,同時起到緩沖作用,為力的精確控制奠定了基礎。通過壓力傳感器實現滾壓力的實時測量與監控,兩者共同作用實現了滾壓力的精確控制,誤差控制在設定值的3%之內。
2.3.3 生產效率高
由于采用伺服驅動,各運動過程的速度均可在相當大的范圍調整,適應了大速度比運動速度轉換,使快進、快退等過程得以高速完成,節約了時間,且過程轉換平穩,生產效率大幅度提高,滿足了高效生產要求。
2.3.4 滾壓速度可控可調
主軸采用無級變頻調速驅動,可根據加工螺栓的材料性能、熱處理、直徑尺寸、圓角尺寸、滾壓力以及加工效率等因素需要的變形速度要求進行調整,調速方便、可靠,實現不同的滾壓轉速控制。
2.3.5 設備適應性好
通過更換滾壓夾具及調整,能適應各種不同規格的螺栓圓角滾壓加工。滾壓夾具的三組滾輪,具有自動定心功能,調整方便。
2.3.6 具有配方功能和日記功能
產品質量追蹤、配方生產是許多重要零件質量保證的重要措施,也是必不可少的環節。設備利用高端觸摸屏實現了產品生產工藝的配方功能及日記功能。配方功能實現了相同規格產品的工藝參數的一致性,從而保證了不同批次產品的質量與一致性,減少人為因素,提高了工作效率。日記功能實現了每件產品的生產情況記錄,對生產日期、生產者、批號、工藝參數的動態記錄,為產品質量追蹤、質量保證提供了數字資料。
2.3.7 操作、監控界面友好,使用、維護方便
數控螺母收口機采用觸摸屏及少量按鈕開關組成人機交互系統,為用戶提供了友好的操作、監控界面[5],工藝參數、設備運行參數均通過屏幕直接數字輸入,操作簡便、直觀。同時,通過觸摸屏可以在線實時監控加工過程及設備運行情況,快速發現產品缺陷和設備故障。設備使用、維護方便。部分操作界面如圖6所示。
3 應用效果
數控圓角研制成功后,進行了大量針對性試驗,試驗結果表明,設備性能良好。其中,對圓角滾壓起關鍵作用的滾壓力、滾壓速度及滾壓時間控制精度均達到較高水平。滾壓力控制誤差3%范圍內,較好的控制了滾壓轉速,精確控制了滾壓時間。設備運行平穩,基本無噪聲,設備運行參數可以在相當大的范圍調整,適應不同產品加工要求。目前,設備已交付國內多家企業使用,對幾十種上百萬件不同規格不同材料的高強度螺栓進行了批量加工,產品合格率近100%,設備運行穩定,提高了產品質量及穩定性,為企業提高了生產效率,創造了良好的經濟效益。
4 結論
通過對高強度螺栓圓角滾壓工藝的試驗、分析,找出了影響圓角滾壓的主要因素。根據工藝研究結果,研制了滿足螺栓圓角滾壓大批量、現代化生產的專用數控生產裝備。該設備采用了數控、伺服驅動、變頻調速、觸摸屏人機交互等技術,具有滾壓力控制精度高且穩定,生產效率高、適應性好、運行平穩、操作維護簡單、環境友好等特點。實際應用表明,數控圓角滾壓機運行良好,產品質量穩定,適合于各種規格的高強度螺栓的單件試驗及大批量生產。
[1]管其明,王自勤,余述凡.高強度螺栓圓角沖擊滾壓技術[J].航空制造工程,1998(3).
[2]余述凡,王自勤,劉鳳章.高強度螺栓圓角冷擠機[J].航空制造工程,1997(5).
[3]余述凡,王自勤,劉鳳章.高強度螺栓圓角冷擠壓工藝研究[J].新工藝新技術,1996(3).
[4]王勉, 王自勤.Tc16螺栓頭下圓角滾壓工藝參數與疲勞強度研究[J].貴州工業大學學報(自然科學版), 2008(5).
[5]日本三菱公司.GT Designer2版本2畫面設計手冊[Z].2006.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年11期)2018-08-04 03:26:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
