微細電火花三維加工中電極損耗補償新方法
2011-02-08 09:39:16李劍忠欒紀杰虞慧嵐張余升余祖元
大連理工大學學報 2011年4期
關鍵詞:方法
李劍忠, 欒紀杰, 虞慧嵐, 張余升, 余祖元
(1.大連理工大學機械工程學院,遼寧大連 116024;2.無錫微研有限公司,江蘇無錫 214072;3.上海航天設備制造總廠,上海 200245)
0 引 言
近年來微型機械、微型傳感器、微型機器人等技術的研究與進步,推動了三維微型零件加工制造技術的深入發展.微細電火花作為微細加工技術中的一種,可以加工任何導電材料,特別是近年來微細電極在線放電研削(wire electrical discharge grinding,WEDG)方法的發明,使得微細電火花加工技術結合CAD/CAM系統,利用簡單形狀的電極進行逐層銑削,成功制作出各種微三維結構,獲得了明顯的發展優勢.
微細電火花加工過程中,電極損耗會直接影響加工精度.微細電火花實現微三維結構精準加工的困難也主要來自于加工過程中對電極損耗的及時準確補償.世界各國的專家學者為此進行了大量的研究,先后提出了均勻損耗法、線性補償法以及在線監測電極損耗并加以補償等方法.
均勻損耗法(uniform wear method,UWM)是一種在微細電火花三維加工中,采用簡單形狀電極進行逐層銑削,通過電極微量進給將放電過程僅限于電極端部,同時通過合理規劃銑削路徑,使每層加工完成后除電極長度的損耗外電極端部無形狀改變,進而在加工過程中根據工件去除體積確定電極損耗長度,并在每層加工的初始點對本層加工中的電極損耗長度進行一次性補償的方法.20世紀90年代,Yu等利用均勻損耗法成功制作了長0.5 mm、寬0.2 mm、深0.2 mm的微型汽車模型以及各種三維微細型腔結構[1].
線性補償法(linear compensation method,LCM)是在微細電火花加工過程中,隨電極加工的軌跡距離而對電極損耗長度進行線性補償的一種方法.這種方法最早由日本三菱公司的一個研究小組在1995年提出.該小組使用該方法成功進行了三維微小形狀的加工.
除此之外,Kaneko等還研究了利用光學系統在線檢測電極形狀并對電極損耗進行實時補償的方法[2];Bleys等[3]以及趙萬生等[4]還分別研究了基于放電狀態的統計數據進行在線補償的方法等.
所有這些方法均在不同程度上解決了電極損耗的補償問題,促進了微細電火花三維精準加工技術的研究與發展.但這些方法又都具有各自的局限性.均勻損耗法只在每層加工的軌跡起點進行一次性補償,導致加工的初始階段加工深度最大,加工過程不穩定,以后則隨著加工過程中電極不斷損耗,加工深度越來越小,最終使加工軌跡的起點處最深而終點處最淺,特別是當加工層的面積較大、路徑軌跡較長時,往往得不到理想的輪廓形狀,致使加工質量不夠理想[5、6].由于三維加工中每層的截面變化,線性補償法也已從理論上被證明不適用于任意三維形狀的加工[6].裴景玉等研究了根據線性補償法和加工路徑的距離進行電極損耗補償的定長補償方法[7],但沒有對三維微結構進行加工驗證.其他各種在線監測電極損耗并加以補償的方法,則或者由于難以兼顧加工效率和加工精度,頻繁測量電極損耗中斷加工降低了加工效率,或者由于電火花放電加工過程的隨機性影響了統計數據的可信程度,從而限制了實際加工中電極損耗的補償效果.
本文在上述研究工作的基礎上,提出一種新的電極損耗補償方法——均勻損耗微量補償法(combination of LCM with UWM,CLU),并通過將該補償方法集成到CAD/CAM系統中,在相同的加工條件下對同樣的三維微型腔結構進行對比實驗加工.
1 電極均勻損耗微量補償法
本文提出的新方法在均勻損耗法的基礎上借鑒了線性補償法的原理,即在加工軌跡設計和層間電極損耗總補償量的確定方面采用均勻損耗法,而在每一層內的加工則根據加工設備的精度將該層的總補償量均勻地分配到該層內的加工軌跡上,從而不僅兼顧了兩者的長處,而且避免了兩者的不足,使加工效率和加工精度獲得了顯著的提高.
新的電極損耗補償方法CLU包括層內加工軌跡設計、層間補償量的確定和層內補償量的實施3個環節.
層內加工軌跡設計完全采用了均勻損耗法的原理.即在微細電火花三維加工中,采用簡單形狀電極在深度方向微量進給逐層進行銑削,電極加工軌跡往復掃描并適當重疊,型腔中心與邊緣交替加工,從而將加工時的放電過程僅限于電極端部,避免電極側面損耗和加工后電極形狀發生改變,進而確保所形成的微小加工形狀是電極端部軌跡的包絡面.
層間補償量即每層加工時的電極損耗長度,由預先經實驗確定的電極損耗體積與工件去除體積的比值以及本層欲去除的工件體積確定.若設Lw為加工層深,Se為電極端部面積,Sw為欲加工層的加工面積,ν為經實驗確定的電極損耗體積與工件去除體積的比值,即相對體積損耗率,則加工該層時電極總進給量(包括補償長度)可由下式求出:

其中加工該層時需要補償的電極總的損耗長度,即層間補償量為

在均勻損耗法中,層間補償量是在該層加工軌跡的起點一次進行補償.本文所述方法與之不同,采用了將層間補償量在層內多次微量線性實施的方法進行補償,每次補償的電極長度由加工裝置的運動控制精度(進給分辨率)限定.因此,加工裝置在深度方向的運動控制精度越高,則補償效果越好,加工的準確性與精密程度也就越高.
設加工裝置在深度方向的運動控制精度即每次補償的電極長度為l,則加工該層時電極長度的實際補償次數

式(3)表示對實際補償次數進行四舍五入后取整運算,以便最大限度提高加工后的精準程度.
設L為該層加工的路徑總長度,則電極每次補償后可以進行加工的路徑長度

即每次電極長度補償l后,完成加工路徑長度為s,如此重復N次,直至完成本層的加工.
2 對比實驗的加工過程
加工實驗在圖1所示的自主開發的微細電火花數控加工裝置上利用均勻損耗法和本文提出的新方法分別進行.圖1中,X、Y、Z三軸高精度工作臺的運動控制精度均為0.1μm;主軸回轉控制精度為0.09°,轉速連續可調;工具電極夾持在主軸上,工件固定于大理石基座上.
加工對象均為正四方臺凹坑型腔.型腔的上表面為邊長400μm的正方形,底面為邊長200 μm的正方形,型腔深度為100μm,側面與底面的夾角均為135°.工件材料均為304不銹鋼.加工電源采用RC脈沖電源,加工液采用煤油,電極材料采用鎢絲經線電極放電研削單元WEDG在線制作成圓柱形,直徑為50μm.
實際加工中,首先利用PRO/ENGINEER的CAD模塊將零件模型從上表面到底面共分割200層,每層的厚度為0.5μm,并計算每層的面積.然后在CAM模塊中,取刀具直徑為50μm、軌跡重疊30μm、切深為0.5μm,分別生成需要的刀具加工軌跡.
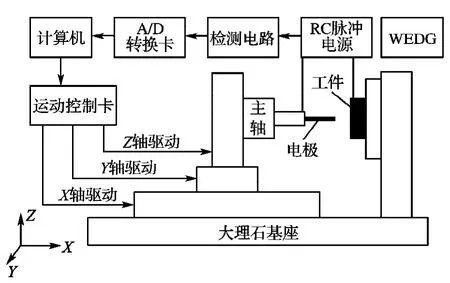
圖1 實驗設備簡圖Fig.1 Schematic diagram of experimental equipment
使用均勻損耗法UWM進行補償加工時,利用式(1)根據面積數據生成每層的電極總進給量(包括補償長度),同時根據均勻損耗法的軌跡規劃,分別生成不同方向和切削角度的刀具加工軌跡數控指令代碼,最終整理生成數控執行代碼輸入到圖1所示的數控裝置中進行加工.
采用本文所述的CLU進行補償加工時,利用式(2)根據面積數據生成每層的層間補償量,同時根據均勻損耗法的軌跡規劃分別生成不同方向和切削角度的刀具加工軌跡數控指令代碼后,再通過獨立開發的一套程序根據式(3)與(4)計算出每層的軌跡路徑總長、補償次數以及電極補償位置,并調整生成的刀具加工軌跡數控指令代碼,最終整理生成數控執行代碼輸入到圖1所示的數控裝置中進行加工.
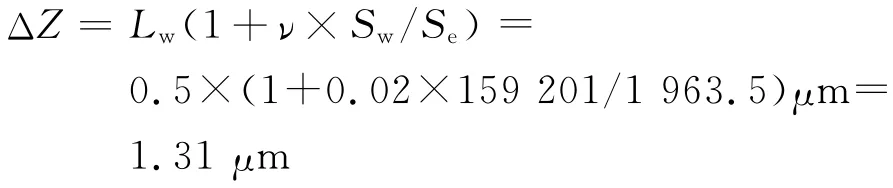
以型腔加工的第1層為例,該層的加工面積為159 201μm2,電極端部的面積為1 963.5 μm2,經預先實驗測定的電極相對體積損耗率為0.02,加工層深lw=0.5μm.采用均勻損耗法UWM進行補償加工時,電極在該層起點處一次進給,進給量根據式(1)確定為
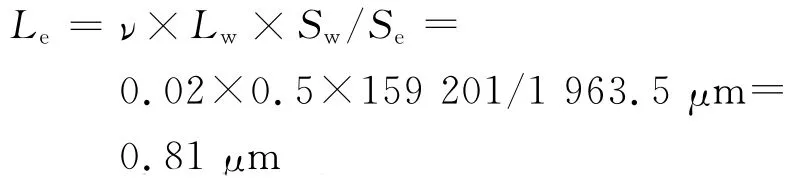
采用CLU進行補償加工時,加工該層需要補償的電極損耗長度,即層間補償量為
由于該層的加工路徑總長為6 980μm,加工裝置的運動控制精度為0.1μm,一次進給量l=0.1μm,故根據式(3)和(4),加工該層的補償次數N和每次補償以后可以加工的路徑長度s分別為
實際加工時,電極在該層加工起點的進給量僅為0.5μm+0.1μm=0.6μm,其后每加工完成872.5μm的路徑長度,再進給0.1μm,直至完成本層的加工.把均勻損耗法在該層起點處的一次補償變為層內的多次補償,從而使加工效果獲得改善.
3 實驗加工的結果與分析
實驗加工結果的顯微照片如圖2、3所示.圖2為采用本文所述的方法CLU所加工的型腔,圖3為采用均勻損耗法UWM所加工的型腔.圖2中加工痕跡明顯是拍攝時調焦更為準確所致.
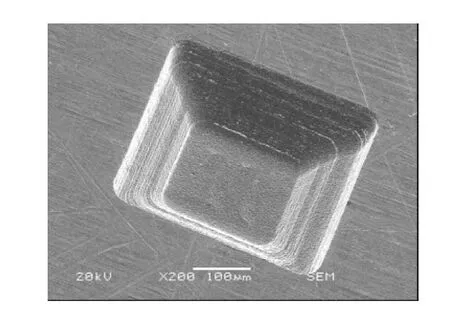
圖2 用均勻損耗微量補償法加工的型腔Fig.2 The cavity generated by CLU
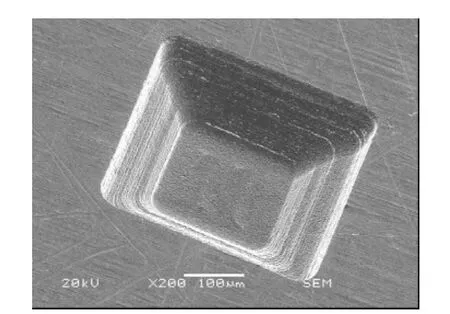
圖3 用均勻損耗法加工的型腔Fig.3 The cavity generated by UWM
表1為采用UWM與CLU加工后的實際測量結果.其中,電極損耗長度采用電接觸法,由加工前與加工完成后在工件上某一固定點測量電極的長度差值確定;加工型腔的深度也采用電接觸法,通過在型腔上部的四角點的外沿所測得的高度平均值與型腔底面中心高度的差值確定;表面粗糙度采用粗糙度儀測量獲得;加工去除體積與材料去除速率則通過計算確定.
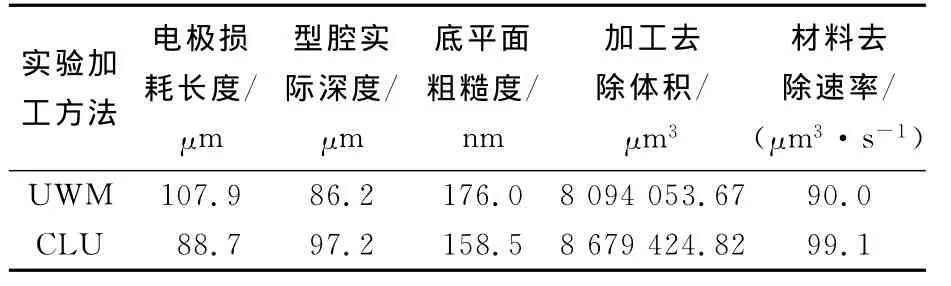
表1 采用UWM與CLU的實際加工結果比較Tab.1 Comparison of the experiments results by UWM and CLU
對比表1中的數據結果可見,相比于均勻損耗法UWM,用本文所述的CLU加工同樣型腔,電極損耗長度由107.9μm減少到88.7μm,減少了17.8%;底面粗糙度降低了9.9%;材料去除速率提高了10.1%.即在同樣的工藝條件下加工同樣的三維型腔,加工的效率和表面加工質量均得到了明顯提高,電極損耗率降低.
4 結 論
均勻損耗微量補償法在加工層內實現了多次微量補償,每次補償量由加工裝置的運動控制精度(進給分辨率)限定.加工裝置在深度方向的運動控制精度越高,補償效果越好,加工的準確與精密程度也就越高.
在同樣的工藝條件下加工同樣的微型三維型腔,本文所述方法與均勻損耗法相比,不僅能夠降低電極損耗率,更主要的是能夠明顯提高三維加工的準確與精密程度、表面質量以及實際加工效率.
[1]YU Zu-yuan,MASUZAWA T,FUJINO M.Micro-EDM for three-dimensional cavities─Development of uniform wear method[J].Annals of the CIRP,1998,47(1):169-172
[2]KANEKO T,TSUCHIYA M,KAZAMA A.The Improvement of 3D NC contouring EDM using cylindrical electrodes-optical measurement of electrode deformation and machining of free-curves[C]//Proceedings of the 10th International Symposium for Electromachining.Pittsburgh:ISEM,1989:364-367
[3]BLEYS P,KRUTH J P,LAUWERS B,etal.Realtime tool wear compensation in milling EDM[J].Annals of the CIRP,2002,51(1):157-160
[4]趙萬生,李志勇,王振龍,等.微三維結構電火花銑削關鍵技術研究[J].微細加工技術,2003(3):49-55
[5]NARASIMHAN J,YU Zu-yuan,RAJURKAR K P.Tool wear compensation and path generation in micro and macro EDM[J].Journal of Manufacturing Processes,2005,7(1):75-82
[6]YU Zu-yuan,KOZAK J,RAJURKAR K P.Modelling and simulation of micro EDM process[J].Annals of the CIRP,2003,52(1):143-146
[7]裴景玉,鄧 容,胡德金.微細電火花加工的底面輪廓模型及定長補償方法 [J].上海交通大學學報,2009,43(1):42-46
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56