鋼管測長稱重噴標(biāo)系統(tǒng)的設(shè)計(jì)與開發(fā)
2011-02-09 01:58:06李志農(nóng)李寧寧唐高松岳秀廷劉本學(xué)
制造業(yè)自動(dòng)化 2011年10期
李志農(nóng),李寧寧,唐高松,岳秀廷,劉本學(xué)
(1. 南昌航空大學(xué) 無損檢測技術(shù)教育部重點(diǎn)實(shí)驗(yàn)室,南昌 330063;2. 鄭州大學(xué) 機(jī)械工程學(xué)院, 鄭州 450001)
0 引言
目前,鋼管已經(jīng)成為國民經(jīng)濟(jì)建設(shè)的動(dòng)脈,從送往居民的水、氣、熱,到油田輸出的原油、燃料油、天然氣或者熱電廠、化學(xué)工廠甚至大小鍋爐、電力變壓器,到處都需要大量各種規(guī)格型號的鋼管。鋼管測長(Measure)、稱重(Weight)、噴標(biāo)(Steneil)系統(tǒng)是對成品鋼管進(jìn)行長度、重量的檢測,根據(jù)一定的標(biāo)準(zhǔn)把鋼管定義為好管或壞管,然后,把鋼管的有關(guān)信息按一定的標(biāo)準(zhǔn)標(biāo)注在鋼管的表面。過去,大部分鋼管采用手工方式進(jìn)行測量和標(biāo)記,存在測量精度低、勞動(dòng)強(qiáng)度大、生產(chǎn)效率低下,噴標(biāo)時(shí)字跡模糊不清等缺陷。
針對手工方式的不足,人們開發(fā)了一些鋼管測長、稱重、噴標(biāo)系統(tǒng),然而,現(xiàn)有的系統(tǒng)存在許多不足,如易出現(xiàn)漏噴、誤噴,定位擋板變形還會帶來測長誤差,測長稱重工序花費(fèi)時(shí)間過長。針對現(xiàn)有系統(tǒng)的不足,本文采用組態(tài)王技術(shù),開發(fā)了一套基于PLC控制的鋼管的稱重測長噴標(biāo)系統(tǒng)。開發(fā)的系統(tǒng)具有以下特點(diǎn):1)工作過程實(shí)現(xiàn)全自動(dòng)化,只要上料架上有料即可進(jìn)行全自動(dòng)化工作;2)系統(tǒng)運(yùn)行穩(wěn)定,操作簡單,功能完善,在數(shù)據(jù)通訊中具有很強(qiáng)的自動(dòng)糾錯(cuò)功能,保證數(shù)據(jù)采集和傳送的準(zhǔn)確性;3)自動(dòng)生成鋼管參數(shù)數(shù)據(jù)庫,可提供隨時(shí)查詢或打印;4)具有良好的安全保護(hù)性能,任一環(huán)節(jié)或者部件出現(xiàn)故障,系統(tǒng)都會自動(dòng)停止運(yùn)行并給出報(bào)警,防止設(shè)備損壞;5)測長、稱重和噴標(biāo)可在一個(gè)工位同時(shí)完成,大大縮短了測量時(shí)間,提高了生產(chǎn)率。下面介紹本文開發(fā)的鋼管稱重測長噴標(biāo)在線檢測系統(tǒng)。
1 本系統(tǒng)的稱重測長噴標(biāo)過程
從本系統(tǒng)的精度要求和器件的耐用性等多方面的考慮,本系統(tǒng)采用西門子的PLC和A/D模擬量轉(zhuǎn)換模塊,其型號分別為6ES7 216-2BD23-OXB8和6ES7 231-0HC22-0XA8。采用2個(gè)精久牌稱重傳感器,其型號為YZC-516,量程為2噸;一個(gè)耀華牌稱重儀表,其型號為XK3190-C601;激光測距傳感器的型號為DLS-B30;噴碼機(jī)采用意大利生產(chǎn)的ZJET303型噴碼機(jī)。PLC通過一根RS232PPI電纜和工控機(jī)相連接,2個(gè)稱重傳感器通過專用接線盒和稱重儀表連接,稱重儀表和激光測距傳感器都連接在A/D轉(zhuǎn)換模塊上,稱重儀表和激光測距儀都輸出0-20MA的電流信號,經(jīng)A/D轉(zhuǎn)換模塊轉(zhuǎn)換成數(shù)字信號后傳送給PLC,PLC在把其數(shù)字信號傳送給上位機(jī),然后進(jìn)行噴碼。CPU226PLC有兩個(gè)接口,本設(shè)計(jì)A/D轉(zhuǎn)換模塊和噴碼機(jī)都和PLC連接,因此用S7-200編寫噴碼機(jī)和PLC之間的通訊協(xié)議,比用C++編寫通訊協(xié)議較為簡單、易懂。
由于一批鋼管長度比較規(guī)范,為了簡單實(shí)用,采用兩點(diǎn)稱重的方式。稱重傳感器經(jīng)標(biāo)定以后,稱重儀表所顯示值即為鋼管的重量。
鋼管測長有三種方式:利用電荷耦合器件(CCD)測長,利用光柵測長和激光測長。考慮到結(jié)構(gòu)的簡單、測長的準(zhǔn)確性以及技術(shù)的成熟性,本系統(tǒng)采用激光測長,測長示意圖如圖1所示,其中,傳感器 1#、2#、3#、4#、5#、6#為電容式位置傳感器。傳感器1#、2#用來限制激光頭小車的定位,傳感器3#、4#用來限制擋板的定位,傳感器5#用來顯示鋼管到位信號,傳感器6#用來限制噴碼頭的定位。

圖1 測長示意圖
所測鋼管的長度=L0-L1-L2±ΔX。其中L0為激光測距儀所測得的長度,L1和L2為接近開關(guān)的直徑,ΔX為測量偏差。
噴標(biāo)過程需要噴碼機(jī)和PLC之間的通訊協(xié)議,上位機(jī)利用此通訊協(xié)議來接受PLC發(fā)送的重量和長度數(shù)據(jù),這些數(shù)據(jù)經(jīng)處理后按照噴碼機(jī)要求的格式發(fā)送出去,該通訊協(xié)議程序利用S7-200開發(fā)。程序的結(jié)構(gòu)框圖如圖2所示。
該控制系統(tǒng)稱重測長噴標(biāo)的具體過程如下:
1)鋼管在料架上放置,做好測長稱重噴標(biāo)準(zhǔn)備;
2)控制室發(fā)出翻料指令,此時(shí)翻料電磁閥得電,翻料氣缸上升,料翻到傳送帶上;
3)鋼管運(yùn)動(dòng)到電容傳感器位置,電容傳感器1燈亮,稱重傳感器開始稱重(稱重傳感器一直托著鋼管),同時(shí)兩小車(一小車上裝有激光測距儀,一小車上裝有擋板)開始運(yùn)動(dòng),直至夾緊鋼管,開始測長,PLC將稱重測長數(shù)據(jù)發(fā)送至噴碼機(jī),然后小車后退兩秒后開始噴碼,(在噴碼機(jī)兩邊一米處各加一個(gè)行程開關(guān),防止傳感器6#出現(xiàn)問題時(shí)噴碼機(jī)沖出軌道)。噴碼結(jié)束,鋼管落下。鋼管向前移動(dòng),電容傳感器1旁邊還有一個(gè)電容傳感器2,鋼管移動(dòng)至電容傳感器2時(shí),傳感器2亮(為的是與傳感器1實(shí)現(xiàn)互鎖,在來下一個(gè)鋼管時(shí),傳感器1亮),鋼管繼續(xù)向前移動(dòng),當(dāng)觸發(fā)最后的行程開關(guān)時(shí),上料氣缸重新啟動(dòng),完成一次循環(huán)。
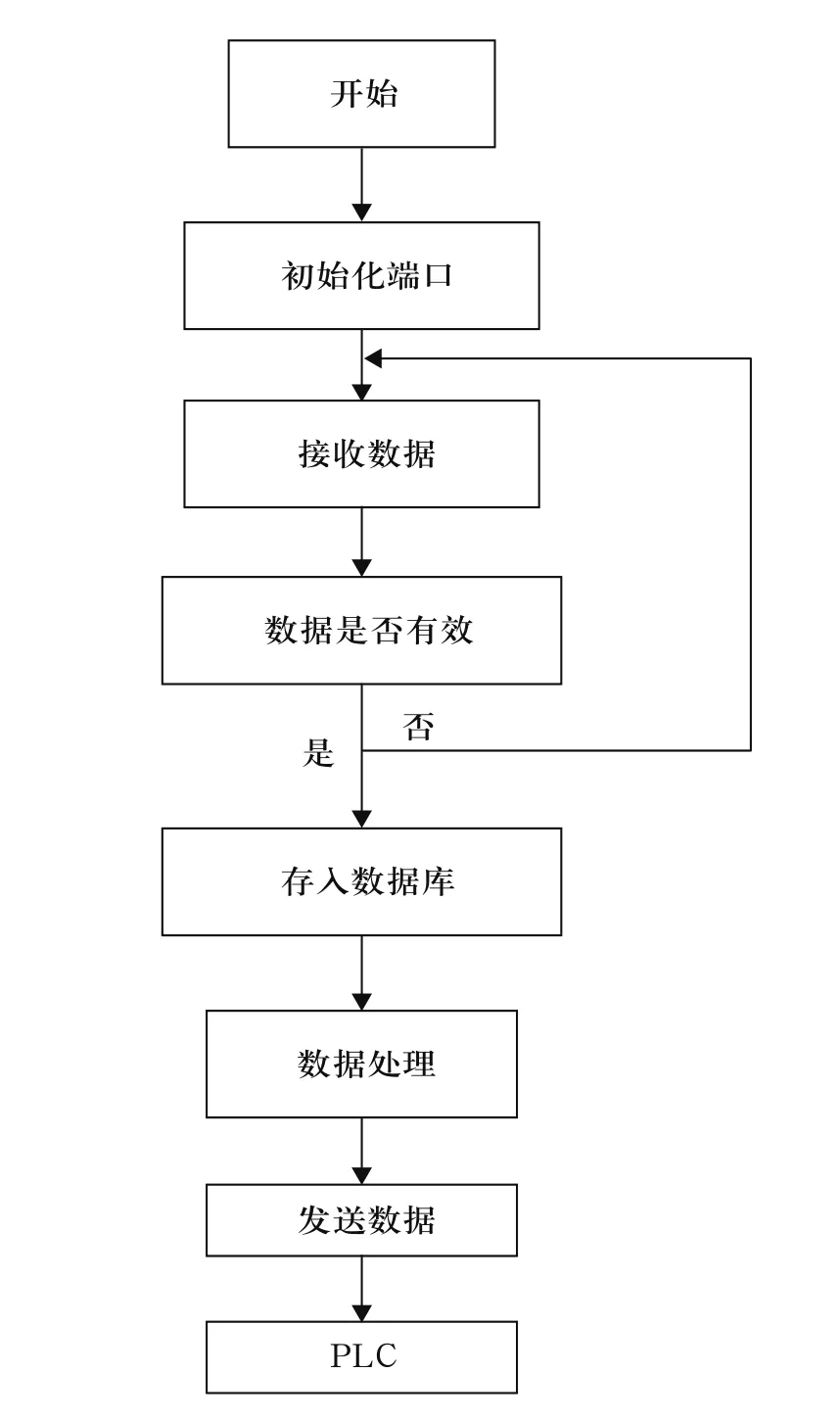
圖2 通訊協(xié)議程序結(jié)構(gòu)框圖
2 PLC控制系統(tǒng)
這套鋼管自動(dòng)測長、稱重、噴標(biāo)系統(tǒng)的控制部分由下位PLC控制系統(tǒng)和上位工控機(jī)控制系統(tǒng)組成。
下位PLC系統(tǒng)主要實(shí)現(xiàn)現(xiàn)場各類信號的采集和各執(zhí)行機(jī)構(gòu)的動(dòng)作控制。現(xiàn)場信號主要包括各工位的料到位信號,各氣缸動(dòng)作的位置信號等;執(zhí)行機(jī)構(gòu)包括翻料機(jī)構(gòu)、定位裝置、測長裝置、帶輥輪氣缸、鋼管噴標(biāo)輥輪、噴頭升降機(jī)構(gòu)等。PLC根據(jù)自己的程序接受上位機(jī)的指令實(shí)現(xiàn)現(xiàn)場各類動(dòng)作的控制,其控制流程圖如圖3所示。
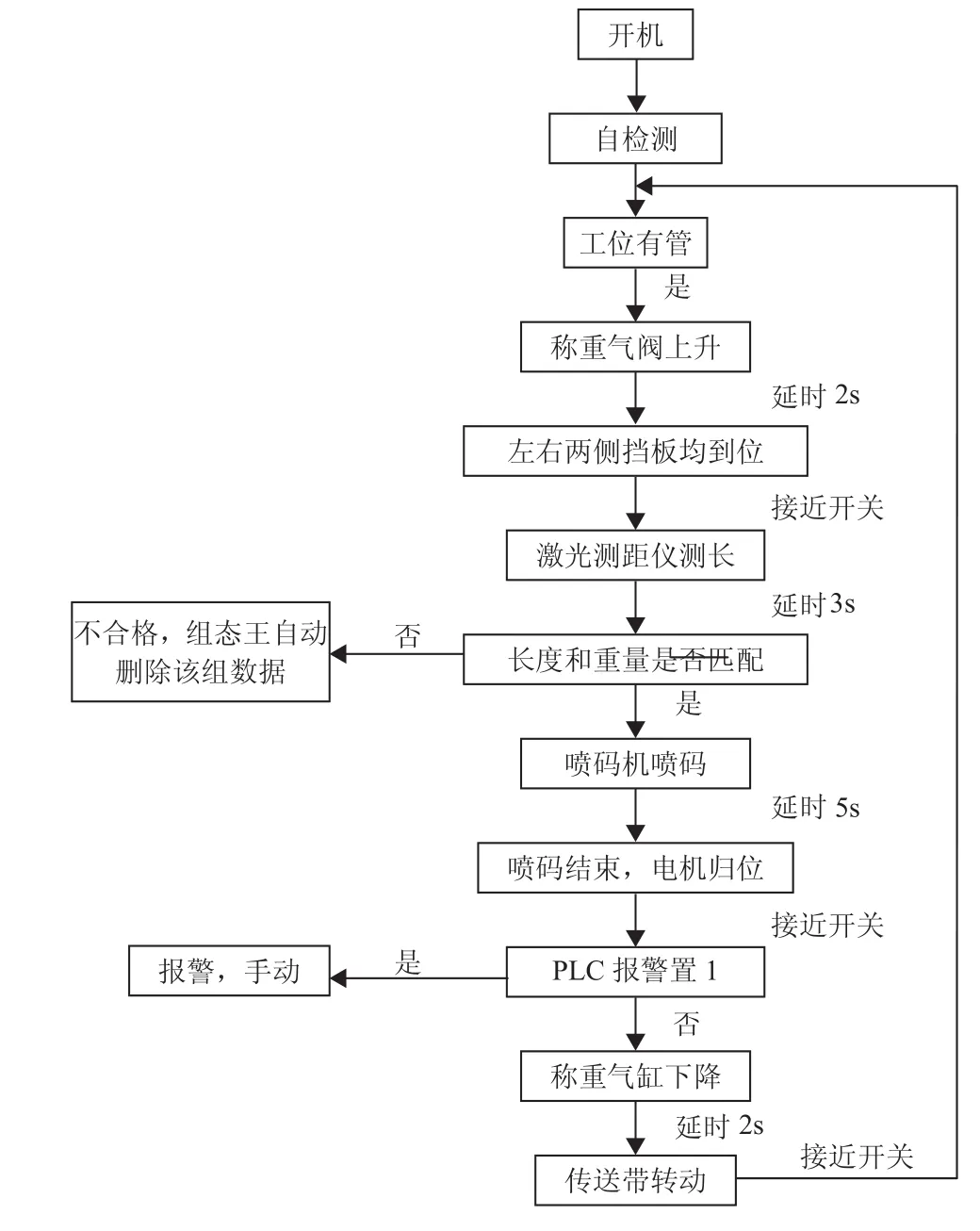
圖3 PLC控制流程圖
3 界面設(shè)計(jì)
上位工控機(jī)控制系統(tǒng)采用組態(tài)王軟件制作界面。首先要建立組態(tài)王與外圍設(shè)備的連接,組態(tài)王采用工程瀏覽器界面來管理硬件設(shè)備,每一個(gè)實(shí)際I/O設(shè)備都必須在組態(tài)王中指定一個(gè)唯一的邏輯名稱,此邏輯設(shè)備名就對應(yīng)著該設(shè)備的通訊方式、設(shè)備地址等信息。然后將現(xiàn)場設(shè)備工作方式、接近開關(guān)及行程開關(guān)的狀態(tài)、鋼管重量和長度的測量值及其累積的重量和長度值等相關(guān)參數(shù)定義為I/O變量,存入組態(tài)王數(shù)據(jù)庫。最后進(jìn)行動(dòng)畫連接,將界面中的畫素與數(shù)據(jù)庫I/O變量建立一一對應(yīng)關(guān)系,可將接近開關(guān)的通斷狀態(tài)用指示燈來指示,將鋼管的重量和長度值,累積的重量長度值和一些設(shè)置、報(bào)表查詢在界面上顯示出來,并將設(shè)備工作過程中小車和鋼管的移動(dòng)制作成動(dòng)畫效果。鋼管經(jīng)稱重測長后,利用組態(tài)王的SQL訪問功能實(shí)現(xiàn)建立數(shù)據(jù)庫和數(shù)據(jù)傳輸,并用組態(tài)王提供的實(shí)時(shí)數(shù)據(jù)報(bào)告功能生成報(bào)告文本,并送往打印機(jī)打印。該軟件系統(tǒng)主要有以下特性:
1)軟件界面優(yōu)美,動(dòng)畫逼真,易于操作;
2)用激光測長和壓力傳感器技術(shù),將流水線來的石油管材的長度重量測量出來。并且為了檢測測量偏差,需要有具有與實(shí)際測量結(jié)果相對照,給出相應(yīng)誤差及是否合格評判;
3)具有遠(yuǎn)程監(jiān)控和報(bào)警裝置,在線檢測油管的工作過程,實(shí)時(shí)監(jiān)控,不同參數(shù)的單位可以自動(dòng)選擇和轉(zhuǎn)換(如中英制選擇,并可以自動(dòng)轉(zhuǎn)換);
4)可以查詢?nèi)請?bào)表、月報(bào)表和年報(bào)表,以及打捆查詢和數(shù)據(jù)庫查詢。
該設(shè)計(jì)的主界面運(yùn)行圖如圖4所示。
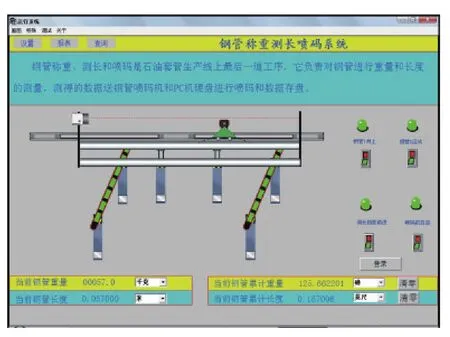
圖4 組態(tài)王設(shè)計(jì)主界面運(yùn)行圖
4 結(jié)論
本文用西門子軟件S7-200編程設(shè)計(jì)了鋼管的稱重、測長和噴標(biāo)自動(dòng)化控制系統(tǒng),并用組態(tài)王進(jìn)行了界面設(shè)計(jì),而且和PLC實(shí)現(xiàn)了連接。經(jīng)現(xiàn)場運(yùn)行表明,該系統(tǒng)穩(wěn)定可靠,無論硬件還是軟件都沒有出現(xiàn)問題,各項(xiàng)性能指標(biāo)均達(dá)到設(shè)計(jì)要求。與現(xiàn)有的控制系統(tǒng)相比,該設(shè)計(jì)大大提高了生產(chǎn)效率,而且成本相對較低,并已在某鋼管廠中推廣使用,反映效果不錯(cuò)。
[1] 龔仲華. S7-200/300/400PLC應(yīng)用技術(shù)[M]. 北京: 人民郵電出版社, 2009.
[2] 黃大雷. 可編程序控制器原理及應(yīng)用[M]. 北京: 人民交通出版社, 1993.
[3] 馬丁. 西門子PLC應(yīng)用程序設(shè)計(jì)實(shí)例精講[M]. 北京: 電子工業(yè)出版社, 2008.
[4] 李全利. 可編程控制器及其網(wǎng)絡(luò)系統(tǒng)的綜合應(yīng)用技術(shù)[M]. 北京: 機(jī)械工業(yè)出版社, 2005.
[5] 謝明祚. 鋼管自動(dòng)測長系統(tǒng)的研制[J]. 2003, 5(20): 142-144.
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
金秋(2017年4期)2017-06-07 08:22:16
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
