砂輪劃片機主軸系統(tǒng)裝配精度對劃切槽質(zhì)量的影響
2011-03-26 06:38:12閆啟亮田知玲郎小虎
電子工業(yè)專用設(shè)備 2011年6期
閆啟亮,田知玲,郎小虎,張 偉,常 亮
(北京中電科電子裝備有限公司,北京101601)
金剛石砂輪刀劃片機是利用薄片砂輪在高速旋轉(zhuǎn)時的切削能力,對硅片、玻璃、陶瓷、PCB、LED、NTC進行切割的機器,在半導(dǎo)體等行業(yè)應(yīng)用十分廣泛。基于該類設(shè)備研發(fā)中,對設(shè)備進行調(diào)試過程出現(xiàn)晶圓正崩、掉角、劃切槽較寬等現(xiàn)象,作者針對此現(xiàn)象提出影響該問題的主要因素即主軸系統(tǒng)在裝配過程中,刀盤在笛卡爾坐標(biāo)系的位置,刀盤面與工作臺x、y、z三方向的平行度與正交性,并對此展開分析并通過實驗驗證其正確性,為提高劃切槽的質(zhì)量提供可靠的依據(jù)。
1 刀盤端面結(jié)構(gòu)
劃片機工作機理是強力磨削,刀片是環(huán)行結(jié)構(gòu),使用時通過螺帽和螺母安裝并固定于主軸電機刀盤座上,其結(jié)構(gòu)如圖1所示。工作時,刀片在主軸高速旋轉(zhuǎn)帶動下進行劃切。
2 主軸系統(tǒng)對劃切槽質(zhì)量影響
基于主軸冷卻水溫度及水壓正常,劃切過程中,預(yù)劃切的工藝流程、主軸轉(zhuǎn)速和進給速度合理的情況下,主軸系統(tǒng)對劃切槽質(zhì)量的影響因素主要有以下幾方面。

圖1 刀盤端面結(jié)構(gòu)示意圖
(1)工作臺x軸與刀盤面的平行度。工作臺x向與刀盤面的平行度;其主要影響了劃切槽的寬度,如圖2所示:圖中黑色區(qū)域是砂輪刀片在正常安裝狀態(tài)時晶圓上的投影,填充斜線區(qū)域是砂輪刀片與工作臺x向完全平行狀態(tài)時在晶圓上的投影,理論上砂輪刀片與工作臺x軸向完全平行狀態(tài)時在晶圓上劃切槽寬度為砂輪刀片的寬度,即為填充斜線區(qū)域,實際裝配中,砂輪刀片位置為黑色區(qū)域,劃切槽的寬度為兩粗實線之間的距離,很顯然,劃切槽的寬度大于砂輪刀片的厚度。

圖2 工作臺x軸與砂輪刀面平行度
(2)工作臺z向與刀盤面的平行度即與晶圓平面的垂直度,其主要影響劃切槽背崩、缺角、爆邊。
a.當(dāng)工作臺z向與砂輪刀面的不平行時,在晶圓上理論劃切槽形狀如圖3所示,圖示中A所指的地方,就是晶圓中每一個交叉街區(qū)都會形成的理論交角。交角相對于其他四角更薄、更尖,晶圓硅片材料極脆。

圖3 z軸與砂輪刀面的平行度誤差
砂輪刀片在切削過程中與硅片受力分析,如圖4所示,晶圓硅片在受到切削力F的作用,將其正交分解,一是平行于工作臺x向的切削力Fx,另一個是垂直于晶圓面的力Fy,由于砂輪刀面與工作臺z向的不平行,造成與晶圓平面有一定的夾角,再有主軸法蘭盤的端面跳動,使得砂輪刀面在切屑過程中不完全是一個平面,在垂直于晶圓面的力Fy的作用下,就會將A處尖角崩碎,致使晶圓在劃切完成后,有缺角缺陷出現(xiàn),如圖5中B處所指的形狀。

圖4 砂輪刀片在切削過程中與硅片受力分析

圖5 與工作臺Z向不平行劃切后背面劃切槽形狀
b.砂輪刀片的結(jié)構(gòu)如圖6所示。從圖中可知砂輪刀片有砂粒、粘接劑,在強力切割過程中,砂粒脫落形成崩缺凹陷,同時中央部位的切屑不易排出,加上崩缺凹陷致使中央部位的切屑越積越多,對刀具中間的磨損逐漸加大,隨著加工次數(shù)的增加,中央部位過度磨損,形成凹形,較細(xì)的外側(cè)部位無法承受加工負(fù)荷,便會發(fā)生崩缺、脫落,造成劃切槽側(cè)崩或爆邊現(xiàn)象,砂輪刀片發(fā)生崩缺的過程如圖7所示。
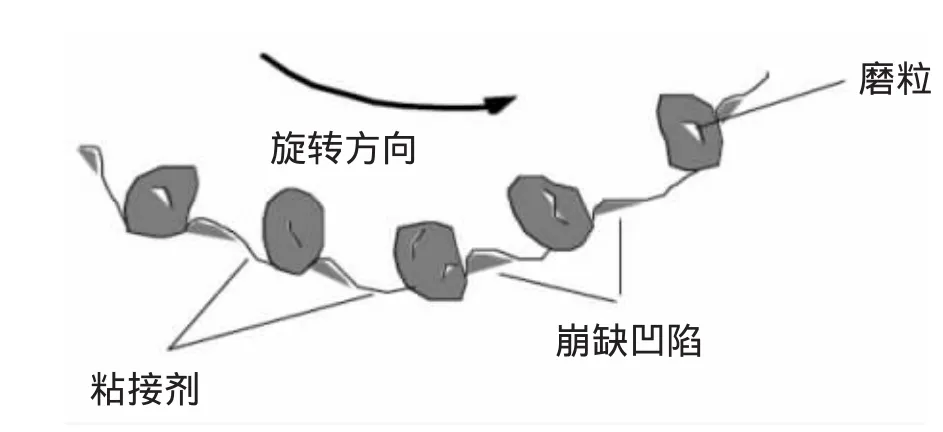
圖6 砂輪刀片形狀及組成

圖7 砂輪刀片發(fā)生崩缺的過程
因此當(dāng)工作臺z向與砂輪刀面的不平行時,砂輪刀片在劃切過程中,C側(cè)面的切屑較之另一側(cè)更不容易排出,對C側(cè)磨損更大,較細(xì)的外側(cè)部位無法承受加工負(fù)荷,便會發(fā)生崩缺,由于強力切削,崩缺的強大沖擊力,對晶圓會造成側(cè)裂、崩邊和背崩,如圖8所示。

圖8 砂輪刀片與Z向不平行時發(fā)生崩缺的過程
(3)刀盤端面跳動。從圖1可知,刀片是通過刀盤和刀座螺帽壓緊固定于刀盤之上。固定刀片時,刀盤端面與刀片環(huán)形面緊密接觸,如圖9所示,當(dāng)?shù)侗P螺母將刀片壓緊時,刀片正面一圈的環(huán)形面都受到來自刀盤端面的壓力,所以刀盤端面的平面度對刀片與其接觸面會產(chǎn)生很大的影響。然而刀盤和螺帽是鋼性材料,硬度大,而刀片環(huán)形圈是由鋁制材料制成,硬度小,偏軟。所以當(dāng)?shù)侗P螺母將刀片壓緊時,綜合以上因素,刀片由于受力影響,刀刃將產(chǎn)生軸向變形,如圖10所示,從而當(dāng)?shù)镀谥鬏S的驅(qū)動下做高速旋轉(zhuǎn)時,則相當(dāng)于刀刃的寬度增大。因此劃切時,首先劃切槽將變寬;其次由于邊緣的不規(guī)則和不光滑,則使得劃切邊緣崩邊變大、暴邊現(xiàn)象增多,進一步使得側(cè)面產(chǎn)生裂紋,從而產(chǎn)生一系列的影響,劃切質(zhì)量整體下降。

圖9 刀盤端面與刀片受力圖解

圖10 刀片變形示意圖
3 工藝驗證
由中國電子科技集團公司第四十五研究所研制的全自動砂輪劃片機,是國內(nèi)砂輪劃片機首次進入IC生產(chǎn)大線,生產(chǎn)線上對設(shè)備的劃切要求更高,傳統(tǒng)意義的理解,對主軸系統(tǒng)的安裝,應(yīng)該完全滿足生產(chǎn)的需求,在生產(chǎn)線上調(diào)試設(shè)備的過程中發(fā)現(xiàn),我們對一些精度指標(biāo)的理解還是有很大的局限性,生產(chǎn)線上對劃切槽的精度要求的各項指標(biāo)理解的不夠全面。
(1)晶圓的厚度僅為0.23mm左右,切割接觸面積很小,以傳統(tǒng)的機械設(shè)計理念認(rèn)為,工作臺z向與主軸法蘭盤的平行度對劃切效果影響應(yīng)該不大,但實際上劃切后的晶圓芯片掉角現(xiàn)象嚴(yán)重,有時整個劃切槽的芯片都掉角,且掉角的方向一致,如圖5所示。經(jīng)調(diào)整主軸刀盤與z向的平行度,再次進行劃切晶圓,劃切槽內(nèi)背崩大大改善,且芯片掉角現(xiàn)象基本沒有,完全滿足生產(chǎn)線的要求。
(2)在生產(chǎn)現(xiàn)場,測量主軸刀盤端面與工作臺x向平行度、與工作臺z向平行度均在正常范圍內(nèi),但劃切后劃切槽的背崩與掉角現(xiàn)象均較嚴(yán)重,劃切槽的寬度較之砂輪刀面的寬度較大,取下單個芯片檢查時,側(cè)裂的厚度超過芯片厚度的1/2,生產(chǎn)線的要求側(cè)裂的厚度不得超過芯片厚度的1/3,仔細(xì)檢查每一項指標(biāo),發(fā)現(xiàn)主軸法蘭盤端面跳動較大,再次對刀盤端面跳動進行實驗,實驗片使用直徑200mm、厚260μm的純硅晶圓片,刀片采用NBCHEDD 35μm厚,劃切轉(zhuǎn)速40000 r/min,劃切進給速度為50mm/s。端面精度分別是4μm和1μm。圖11,12,13分別是正面劃切槽圖像、背面圖像和斷面影像。

圖11 正面劃切槽圖像

圖12 背面劃切槽圖像(帶膜)

圖13 斷面影像
由圖13可以看出端面跳動修整到2μm以內(nèi)時,劃切槽的寬度明顯減小,且背崩現(xiàn)象大大改善,掉角現(xiàn)象基本沒有,側(cè)裂的厚度小于芯片厚度的1/3。同時與日本的DAD 3350劃片機,以相同的切削條件,劃切厚度相同的晶圓,對劃切效果進行相比較,經(jīng)生產(chǎn)線的質(zhì)量檢驗員的檢驗,劃切質(zhì)量甚至超過DAD 3350劃片機劃切的質(zhì)量。
端面跳動不僅影響劃切槽的質(zhì)量,同時還影響砂輪刀具的裝卸,砂輪刀具的安裝定位孔與芯軸的間隙在很小,端面跳動較大時,鎖緊螺母鎖緊砂輪刀片在主軸法蘭盤上時,刀面就會產(chǎn)生扭轉(zhuǎn)變形,定位孔與芯軸之間產(chǎn)生擠壓,再之強力切割產(chǎn)生的應(yīng)力,使得定位孔與芯軸咬合,卸刀時就很難取下,容易造成刀具損壞。
4 結(jié)束語
隨著半導(dǎo)體技術(shù)的發(fā)展,晶圓的利用率進一步提高,劃切街區(qū)要求越來越窄,對劃切槽的寬度、背崩、側(cè)裂等要求也越來越苛刻,對主軸系統(tǒng)的精度、可靠性與穩(wěn)定性的要求也越來越高,亟待主軸系統(tǒng)的裝配技術(shù)更大的提高,以保證IC生產(chǎn)工藝對設(shè)備的要求。
[1]劉鴻文.材料力學(xué)[M].北京:高等教育出版社,2004.
[2]袁慧珠.精密砂輪劃片機的設(shè)計及精度分析[D].沈陽:沈陽工業(yè)大學(xué),2004(3):18-24.
[3]機械設(shè)計手冊編委會.機械設(shè)計手冊:第二卷[M].北京:機械工業(yè)出版社,2004.
