邯鋼200萬t球團生產線工程自動化控制系統的設計與應用
2011-04-12 08:14:50王為剛
科學之友 2011年8期
關鍵詞:系統
王為剛,崔 燕
(1. 邯鄲鋼鐵集團自動化部,河北 邯鄲 056000;2. 邯鄲鋼鐵集團技工學校,河北 邯鄲 056000)
邯鄲鋼鐵集團公司年產200萬t氧化球團生產線于2004年建成投產,為邯鋼提供高質量球團礦,可以滿足邯鋼對酸性爐料的需求,使高爐入爐爐料結構更加合理,提高高爐利用系數,降低生鐵成本,對邯鋼高爐生產起到了積極作用。
1 工藝特點
球團生產的工藝流程包括精礦配料、精礦干燥、輥壓、膨潤土與灰塵配料、混合、造球、生球布料、生球干燥、預熱、氧化焙燒、冷卻及成品輸出等。
1.1 鐵精礦配料系統
設6個精礦配料槽,鐵精礦用膠帶機從原有FZ18轉運站轉運至精礦配料槽,精礦配料槽下設變頻調速圓盤給料機及皮帶秤,以實現配料自動化。礦槽設料位顯示,高低料位報警。礦槽下段設彈簧支撐振動裝置,以保證礦槽下料順暢。
1.2 精礦干燥系統
精礦水分一般在10%左右,高于成球水分,因此設置了精礦干燥系統,采用一臺規格為Φ3.6×31 m的圓筒干燥機,利用高爐煤氣作為熱源,將鐵精礦100%干燥。另外設計了旁路系統,當精礦水份滿足造球要求、不需要干燥時,可由旁路系統將精礦運至下一道工序。
1.3 輥壓和除塵灰、膨潤土配料系統
選用了一臺處理能力為350 t/h的進口高壓輥壓機,將鐵精礦細磨,改善物料表面活性和提高生球強度。經高壓輥壓后的物料,通過皮帶秤給到去混合室的集料皮帶上,繼而接受膨潤土和除塵灰的配料后送往混合室。采用進口立式強力混合機,達到混勻目的。
1.4 造球系統
造球室設置9臺Ф6.0 m圓盤造球機,經混合后的混合料用膠帶機運至造球室混合料礦槽,礦槽均設有稱重料位計,槽下設備采用調速圓盤給料機和電子皮帶秤,造球機的給料量可按設定值自動控制。造球機轉速可調,傾角可調。
1.5 布料系統、生球干燥與預熱系統
造球機產出的生球經輥式篩分機、擺動膠帶機布到寬膠帶機上,再由寬膠帶機布到輥式篩分布料機上(輥式篩分機間隙可調),篩出-5 mm粒級后均勻布到鏈篦機床上。鏈篦機受料端篦板上方設有自動測料位裝置,通過自動調節鏈篦機運行速度來保證鏈篦機規定料厚。生球料層厚度約180 mm。
1.6 生球干燥與預熱系統
生球干燥與預熱在鏈篦機上完成。干燥預熱分為抽風干燥I段、抽風干燥II段、預熱I段和預熱II段。
1.7 氧化焙燒系統
球團礦的焙燒、固結過程在回轉窯中完成。經過鏈篦機預熱后的球團通過鏟料板和給料溜槽給入回轉窯中,并隨回轉窯沿周邊翻滾的同時,沿軸向朝窯頭移動。在窯頭裝有專門設計的雙調節伸縮式混合煤氣燒嘴,通過調節空氣煤氣比例來調節火焰長度,控制煤氣量。球團在窯內主要受熱輻射作用,邊翻滾邊焙燒,從而得到均勻焙燒。球團焙燒溫度為1 250~1 350 ℃,焙燒時間為25~35 min。焙燒好的球團通過回轉窯窯頭罩內溜槽和固定篩卸到環冷機受料斗內。
1.8 成品球團礦冷卻系統
從回轉窯排出的球團礦溫度約1 250 ℃,經過窯頭罩固定篩,通過環冷機受料斗均勻布在環冷機臺車上,料層厚度為760 mm。球團礦在環冷機內被冷卻到150 ℃以下。
環冷機爐罩分4段,一冷段近1 030 ℃,熱氣流通過受料斗上部窯頭罩和平行管道直接入窯作二次風,提高窯內氣氛溫度。二冷段近650 ℃,熱氣流通過熱風管直接引入鏈篦機預熱I段作為熱源。三冷段約 350 ℃,低溫風被送至鏈篦機抽風干燥I段作為熱源。四冷段約100 ℃,廢氣通過環冷機上煙囪排放。環冷機鼓風機通過風門自動調節冷卻風量,在滿足成品球冷卻的前提下控制回熱風溫度。
環冷機卸料斗設料位傳感器,排料用電液動扇形閥控制,均勻排料,<150 ℃球團礦通過卸料斗卸到膠帶機上運出。
2 控制系統
2.1 控制范圍
自動控制范圍從原料入口至成品輸出的生產全過程(包括聯鎖啟動、緊停等方式)包括料倉自動配料、除塵灰和膨潤土配料、干燥、輥壓、混勻、造球、干燥預熱、焙燒、冷卻、成品輸出等。
2.2 控制系統構成
根據生產工藝流程和設備區域分布的特點,將整個控制系統分為3個現場控制站(AS站),分別為:配料站、造球站、除塵站。在中控室設一個工程師站(ES站),4個操作員站(OS站)。
現場控制站是系統實現數據采集和過程控制的重要站點,主要完成數據采集、工程參數轉換、控制和連鎖以及控制輸出等功能,并通過系統網絡將數據和診斷結果送到操作員站。
現場控制站主機采用西門子S7-400系列CPU,冗余設計,控制網絡采用PROFIBUS現場總線,純主站—從站系統,主站為帶有DP口的CPU,通過CPU上的PROFIBUS DP接口以PROFIBUS DP方式連接變頻器和現場ET200M I/O站。
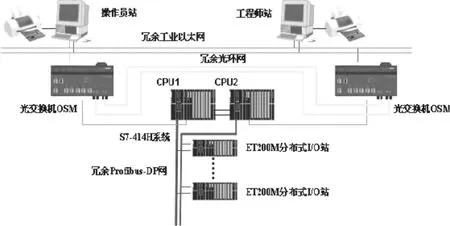
圖1 冗余系統結構圖
現場I/O站由若干個ET200M站組成,具有結構小、安裝靈活方便、性價比高的優點,所有模塊均具有完善的自診斷功能、傳感器斷線監測功能、在線插拔功能,保證了系統安全長時間運行,提高了系統的可用性和可維護性。
兩個CPU414-4H是冗余系統的核心組件,以雙通道結構進行操作,冗余的實現方式為“硬冗余”,冗余的切換方式為“熱冗余”。冗余狀態下主備CPU具有相同的用戶程序,并通過西門子專利的“事件驅動的同步”方法同步執行程序。一旦可能導致主備站的內部單元狀態不同的事件發生時,例如對 I/O直接訪問的事件,將由操作系統自動同步它們的數據。冗余系統在正常狀態下,主備CPU同時參與程序處理和數據運算,不同之處是備用CPU不輸出控制信號。如果發生主站故障將進行無擾動主備CPU切換,從中斷點處由備CPU接替生產過程的控制,并處于單機工作狀態。CPU無切換時間,系統切換時間主要取決于Profibus-DP的切換時間,該段時間內輸出保持切換前的輸出狀態,切換期間無信息或報警/中斷丟失。一般 CPU切換時間達到毫秒級,只要切換時間小于I/O 延遲時間和報警/中斷檢測時間,便可以保證在切換期間無信號丟失。
在中央控制室設立一個工程師站和四個操作員站。工程師站完成程序編制及下裝,包括數據庫、圖形、控制算法及報表的組態;參數配置;操作員站、現場控制站及 I/O模塊的配置組態;數據下裝和增量下載。操作員站負責對全廠系統數據進行集中管理和監控,包括工藝流程顯示、控制操作、報警和記錄管理、歷史趨勢顯示、報表打印等。
工程師站使用西門子 PC-S7應用程序軟件,實現對系統硬件配置和控制程序的編制工作。SIMATIC PC-S7是一種模塊化的基于現場總線的新一代過程控制系統,結合了傳統DCS和PLC系統的優點,將兩種功能有機的結合在一起,真正實現了儀控和電控的一體化,充分體現了全集成自動化的特點。PC-S7 V6.1提供了功能強大的開發語言,采用符合IEC61131-3標準的六種編程語言 CFCSFCFBDLDSTIL,并提供了豐富的控制算法庫。
操作員站使用西門子WinCC V6.0軟件,主要用于實現人機界面的設計、調試、運行操作與維護。主要控制畫面包括原料準備、造球、焙燒等系統和各系統畫面,如流程圖、輔助系統儀表檢測參數顯示、除塵系統顯示、報警畫面等。
整個系統網絡分為上層管理網和下層控制網,上層管理網由五塊光交換機OSM 構成環網主架,每個OSM向上由標準電纜,鏈接操作員站和工程師站中的一個工業以太網通訊卡CP1613。向下由標準電纜,鏈接冗余機架中的一個以太網通訊模塊CP443,構成工業以太網。通過ISO傳輸協議和S7通信服務實現操作站、工程師站和中央控制器間的數據交換。下層控制網由西門子 Profibus專用電纜,加雙路 IM153構成冗余Profibus-DP網,向上鏈接CPU414-4H的DP口,向下鏈接ET200M分布式I/O站,完成對現場信號的采集、處理。
2.3 過程控制方案內容
整個球團生產自動控制由下位機PLC完成實時控制,通過開放的PROFIBUS一DP現場總線連接各個部件,構成分布式控制系統,實現順序控制、邏輯控制、聯動和聯鎖控制以及信號傳輸、報警和數據采集等,同時設有人工緊急停車處理按鈕。工程師站提供方便的PLC和監控軟件在線和離線維護、測試和開發功能。球團燒結生產過程控制系統的PLC程序采用結構化程序設計方法,分為組織塊、功能塊、功能塊和共享數據塊四種類型。
鏈蓖機—回轉窯氧化球團生產的控制系統的運行可分為三個階段,即啟動階段、正常運行階段和停止階段。在啟動和停止階段需要完成鏈蓖機機組、回轉窯機組和環冷機機組等設備裝置的啟停操作,而正常運行階段主要實現對各個生產過程變量的控制調整操作,包括基本的回路閉環控制操作和高級的優化控制操作。因此鏈蓖機—回轉窯氧化球團生產綜合自動化系統的過程控制功能包括邏輯連鎖控制、基礎回路控制和優化控制功能。
2.3.1 邏輯連鎖控制功能
邏輯連鎖控制可實現各設備裝置的單機起停操作和全線聯動起停操作。邏輯連鎖控制讀入開關、觸點狀態,檢查各設備的工作條件和約束關系,送出開關量輸出信號,控制各設備電動機的起動和停止、閥門的開啟和關閉等。
2.3.2 基礎回路控制功能
基礎回路控制可實現各生產過程工藝參數的準確控制操作。在鏈蓖機—回轉窯氧化球團生產過程綜合自動化系統中,設計了自動配料、造球水分、鏈蓖機的速度、鼓千段罩內溫度、抽干段罩內溫度和預熱段罩內溫度,回轉窯的轉速、點火用煤氣量和窯內氣體焙燒溫度,回轉窯事故停機時的緊急慢動控制,生產操作正常以集中控制方式運行,同時在機旁設手動開關和事故開關,能實現單機手動操作(不通過PLC)。集中控制方式采用上位機控制與監控,順序控制具有完善的逆起順停、同起同停、聯鎖停車、緊急停車、事故報警及故障識別等功能。
3 自控系統特點
(1)采用以PLC為核心的EIC系統控制,構成儀電合一的計算機系統,完成全車間生產的順序控制與過程控制。
(2)無須編程的處理器冗余,實現處理器互為熱備。在一個處理器故障時,另一個能無擾接替工作,提高了系統的安全性和可靠性。
(3)回轉窯和所有變頻器的控制與 PLC通信采用PROFIBUS總線方式,提高了通訊的可靠性,節約了電纜費用。
(4)除了必要的計量顯示儀表外,取消二次儀表,通過選用相應的PLC輸入模板直接采集現場信號,所有運算與控制均由PLC完成,并將過程變量信號送至控制室顯示。
(5)根據生產工藝流程和設備區域分布的特點設立現場控制站,可大大降低電纜費用,縮短安裝時間。
(6)系統自診斷功能的使用,使系統維護更加簡單快速。
(7)人性化的界面設計,強大的操作功能,完善的工藝報警、系統報警、趨勢記錄等功能,提高了操作效率,有助于用戶進行經驗積累和事故分析。
4 結束語
邯鄲鋼鐵集團公司年產200萬t氧化球團生產線于2004年建成正式投產,控制系統操作方便,運行穩定,控制精確,連鎖可靠,達到了預期目的,各項工藝指標均正常,產品質量穩定,產量在試生產一個月后就達到了日產6 000 t,為邯鋼帶來了可觀的經濟效益。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
