電磁鉚接加載速率對TA1鉚釘變形影響研究
2011-04-13 09:21:40于海平鄧將華李春峰張鐵力孫立強
哈爾濱工程大學學報 2011年3期
于海平,鄧將華,李春峰,張鐵力,孫立強
(1.哈爾濱工業(yè)大學材料科學與工程學院,黑龍江 哈爾濱 150001;2.福州大學 機械工程及自動化學院,福建 福州 350108; 3.首都航天機械公司,北京 100076)
電磁鉚接(electromagnetic riveting,EMR)是利用電磁能轉(zhuǎn)化的機械能使金屬鉚釘發(fā)生塑性變形的一種新型鉚接工藝.與傳統(tǒng)鉚接方法相比,EMR技術(shù)適于高屈強比、應(yīng)變速率敏感材料鉚釘?shù)你T接;易于實現(xiàn)干涉配合鉚接;鉚接工藝參數(shù)控制精確、接頭質(zhì)量穩(wěn)定;低噪音、低后坐力,顯著改善勞動條件[1-3].
目前,航天航空飛行器向著輕量化、大型化和整體化的方向發(fā)展.一方面,限于現(xiàn)有技術(shù)條件,新型結(jié)構(gòu)還難以實現(xiàn)完全整體化,不可避免地采用螺接和鉚接等機械連接方法.其中,鉚接結(jié)構(gòu)適用范圍廣,使飛行器外表面相對光滑,有利于減小飛行器高速飛行時的空氣阻力,因此鉚接方法是目前應(yīng)用最為廣泛的機械連接方法之一[4-6].另一方面,新型飛行器制造中將逐漸大量采用鈦合金和復(fù)合材料結(jié)構(gòu).考慮到鈦和鈦合金與復(fù)合材料相容性好,飛行器結(jié)構(gòu)中大量采用鈦合金緊固件.但是,鈦合金材料屈強比高,對應(yīng)變速率敏感,普通冷鉚和熱鉚方法均難以滿足質(zhì)量和技術(shù)要求.已有研究表明[2,7-9]電磁鉚接工藝是解決上述問題的有效途徑.
20世紀80年代末,Reinhal P G等研究表明,鉚模角度對成形質(zhì)量有顯著的影響,不能采用普通的鉚接用鉚模[10].高加載速率將導(dǎo)致剪切帶中的彌散硬化,從而使剪切帶內(nèi)的微硬度增加、塑性降低,最終在剪切帶內(nèi)產(chǎn)生微裂紋甚至剪切破壞[11].而變化相對緩慢的載荷有利于應(yīng)變速率敏感材料的成形[2].由于電磁鉚接載荷屬于零距離沖擊加載,鉚釘材料的應(yīng)變速率大,可在幾百至幾千微秒的時間內(nèi)產(chǎn)生30%~50%的應(yīng)變,因此,在熱力學上可把鉚釘變形過程看作是絕熱剪切的過程,包括材料塑性變形引起的強化和溫升引起的材料軟化[6,12].另外,電磁鉚接材料的絕熱剪切變形會隨應(yīng)變速率和變形量增大而提高,變形中出現(xiàn)的剪切帶會從形變帶轉(zhuǎn)化為轉(zhuǎn)變帶,直至剪切破壞[13].
本文通過電磁鉚接工藝試驗和接頭微觀組織分析,以航天飛行器用到的TA1鉚釘為對象,研究高、低加載速率下鉚釘釘頭和釘桿的變形規(guī)律,對比分析2類加載速率下的能量效率及鉚釘與鋼板及鉚釘與鋼板-復(fù)合材料夾層結(jié)構(gòu)的連接效果,討論其對鉚接接頭TA1鉚釘變形區(qū)晶粒細化的影響規(guī)律.
1 試驗
電磁鉚接工藝原理如圖1所示.放電開關(guān)5閉合瞬間,在線圈7中通過一快速變化的脈沖大電流,并在其周圍產(chǎn)生強磁場.強磁場使與之相鄰的銅驅(qū)動片8產(chǎn)生感應(yīng)電流,進而產(chǎn)生渦流磁場.通過線圈磁場和渦流磁場相互作用產(chǎn)生的磁壓力經(jīng)過放大器9的不斷反射和透射,輸出一波形和峰值異于磁壓力的應(yīng)力波.在該應(yīng)力波載荷的作用下,鉚釘10瞬時完成塑性變形,從而實現(xiàn)待鉚接結(jié)構(gòu)11的鉚接接頭.如果把圖1中的部件6~9通過一個具有一定強度的筒形裝置固定和封裝,則該裝置被稱為電磁鉚槍.
1.1 試驗材料
選用航天飛行器結(jié)構(gòu)連接用半圓頭TA1鉚釘,外形尺寸為Φ3 mm×13 mm.被鉚接材料為45號鋼板及其與航天飛行器蒙皮用復(fù)合材料(玻璃鋼)的夾層結(jié)構(gòu).準靜態(tài)加載條件下,TA1鉚釘材料抗拉強度為370.0 MPa、屈服強度為250.0 MPa,其延伸率為0.2.
圖1 電磁鉚接工藝原理示意Fig.1 Schematics of electromagnetic riveting process
1.2 試驗方法
在電磁鉚接條件下,鉚釘?shù)募虞d速率取決于脈沖電流的頻率[12].鉚釘變形主要在脈沖電流的第1個半波內(nèi)完成,而電流周期(頻率)與鉚接設(shè)備的電容量和放電回路等效電感有關(guān).后者主要決定于線圈結(jié)構(gòu)、尺寸以及線圈和驅(qū)動片間隙大小.當鉚槍結(jié)構(gòu)確定后,鉚接系統(tǒng)的電感也相應(yīng)地確定,一般不易調(diào)整.要選擇不同的加載速率,即選擇電流周期,只能調(diào)整鉚接設(shè)備的電容量.分別通過高電壓(2 500~3 000 V)電磁成形機和低電壓(220~260 V)電磁鉚接設(shè)備進行高、低加載速率電磁鉚接試驗.實驗設(shè)備參數(shù)見表1.試驗測量的線圈電流周期分別為0.26 ms和9 ms,只考慮第1個半波,則鉚接力的持續(xù)時間約分別為0.13 ms和4.5 ms.
首先進行鋼板模約束條件下鉚釘變形的工藝模擬試驗,然后以之為基礎(chǔ)進行復(fù)合材料-鋼板夾層結(jié)構(gòu)的電磁鉚接工藝試驗及接頭微觀分析.TA1鉚釘變形后,用釘頭直徑(d)和釘頭高度(h)衡量鉚釘變形量大小.表2為TA1鉚釘?shù)你T接電壓、釘頭直徑、釘頭徑向應(yīng)變、加載時間、徑向應(yīng)變速率等數(shù)據(jù).變形鉚釘材料微觀分析所用的腐蝕液為氫氟酸硝酸水溶液,體積配比2∶1∶17.通過光學金相顯微鏡Olymbus BHM-2UM進行變形鉚釘微觀分析.

表1 試驗設(shè)備技術(shù)參數(shù)Table 1 Technical parameters of experimental equipment
表2 變形鉚釘參數(shù)表Table 2 Parameters and deformation data of TA1 rivet
2 結(jié)果與分析
2.1 鋼板模約束條件下的TA1鉚釘變形模擬試驗
2種加載速率(7 600/s,220/s)條件下鉚釘釘頭尺寸隨電壓變化如圖2所示.隨放電電壓升高,鉚釘釘頭高度減小、直徑增大.當放電電壓升至3 000 V或260 V時,鉚釘釘頭出現(xiàn)裂紋,呈近45°剪切破壞.
圖2 加載速率對TA1鉚釘釘頭尺寸的影響Fig.2 Effects of loading rate on TA1 rivet deformation
由試驗結(jié)果可知,當h<1.04 mm時(電壓大于2 900 V),高加載速率鉚接釘頭出現(xiàn)裂紋,而低加載速率鉚接頭可繼續(xù)變形,直至當h<0.96 mm時(電壓大于250 V),低加載速率鉚接釘頭亦出現(xiàn)裂紋,即低加載速率的TA1鉚釘極限變形程度略大于高加載速率.因此,對于TA1鉚釘而言,低加載速率電磁鉚接工藝有利于推遲釘頭裂紋產(chǎn)生,產(chǎn)生較大的極限變形量.在本文的試驗條件下,高壓電磁成形設(shè)備電容量僅為低電壓電磁鉚接設(shè)備電容量的1/230,其對應(yīng)的較高加載速率提高鉚釘材料的變形速率,驅(qū)使更多位錯同時運動,使金屬流動應(yīng)力迅速增加,瞬時達到鉚釘材料的強度極限,從而降低塑性和減小斷裂前的變形量.
但是,伴隨高加載速率的瞬時金屬劇烈變形產(chǎn)生大量的變形熱,導(dǎo)致變形區(qū)局部顯著溫升,從而提高了材料塑性,因此,在高加載速率條件下,金屬最終變形量取決于電磁鉚接過程中鉚釘材料硬化和軟化的綜合作用.金屬材料不同,上述2個因素對變形影響程度不同.對于鈦及鈦合金鉚釘,過高的加載速率不利于鉚釘成形,易使鉚釘釘頭出現(xiàn)裂紋.另外,由圖2可知,在鉚釘接近于同一變形量下,高加載速率鉚接設(shè)備能量為1.61 kJ(2 900 V),而低加載速率鉚接設(shè)備能量為2.53 kJ(240 V).即低加載速率EMR工藝的能量利用率要低于高加載速率的EMR工藝.這是由于高加載速率EMR設(shè)備的電容量小(見表1),導(dǎo)致放電電流呈顯著的衰減振蕩波形,具有高電流峰值和上升率,鉚接裝置中的線圈和驅(qū)動片間感應(yīng)增強,提高鉚接變形和能量利用效率.反之,進行低加載速率電磁鉚接時,為滿足鉚釘變形對力的需求,需要大電容量,降低放電頻率,放電電流上升率減小,進而削弱線圈和集磁器間的電磁感應(yīng),減小鉚釘材料變形量和能量利用效率.但是,從鉚釘變形效果的角度考慮,低加載速率電磁鉚接雖能量利用率低,但有利于提高鉚釘材料的極限變形及鉚釘與釘孔干涉配合的工藝柔性化.圖3為將高、低加載速率下電磁鉚接變形鉚釘軸對稱剖開并腐蝕的結(jié)果.由圖可知,TA1鉚釘釘桿沿軸向變形均勻,表明與夾層材料在厚度方向形成良好連接.
圖3 2種加載速率下TA1鉚釘腐蝕照片F(xiàn)ig.3 Photos of eroded deformed rivet under two loading rates
2.2 鋼板-復(fù)合材料夾層結(jié)構(gòu)TA1鉚釘電磁鉚接試驗
沿鉚釘軸線剖開并腐蝕的鋼板-復(fù)合材料夾層結(jié)構(gòu)TA1鉚釘電磁鉚接接頭照片如圖4所示.2種加載速率下鉚釘與復(fù)合材料、鉚釘與鋼板連接處變形均勻,復(fù)合材料并未出現(xiàn)開裂和分層現(xiàn)象,均能滿足工藝要求.
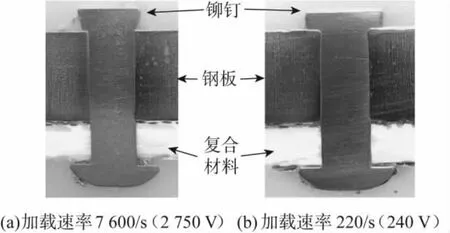
圖4 腐蝕后TA1鉚釘磁脈沖連接接頭試樣Fig.4 Eroded samples of electromagnetic rivet with TA1 rivet
圖5為鉚接接頭微觀分析位置的示意圖.TA1鉚釘微觀組織如圖6所示.圖6(a)為初始鉚釘微觀組織,晶粒粗大、晶界明顯.由于鉚釘在釘頭處變形劇烈,首先在位置1處進行觀察.在高加載速率(2 500 V)鉚接條件下,釘頭微觀組織如圖6(b)所示,晶粒沿著與水平45°方向被拉長,呈規(guī)則排布,晶界不明顯,晶粒尺寸明顯減小.在2 900 V鉚接條件下(見圖6(c)),鉚釘變形應(yīng)變速率提高,釘頭有清晰的剪切帶生成,集中于較窄的區(qū)域.在剪切帶內(nèi),晶粒被劇烈拉長,而在剪切帶兩側(cè),晶粒相對較大;由于剪切帶左上方為釘頭劇烈變形部位,在該處的晶粒細化明顯,而剪切帶右下方的晶粒尺寸大于左上方晶粒.與2 500 V時相比,晶粒被進一步細化.
低加載速率(220 V)的鉚接條件下位置1處的微觀組織如圖6(d)所示,與高加載速率(2 500 V)時相似,但晶粒相對明顯細化.在240 V的鉚接條件下位置1處的微觀組織如圖6(e)所示,與高加載速率(2 900 V)時相似,雖有明顯的剪切帶生成,但剪切帶區(qū)域較大,在剪切帶兩側(cè),晶粒細化明顯.由此從微觀角度證明2.1節(jié)的結(jié)果.
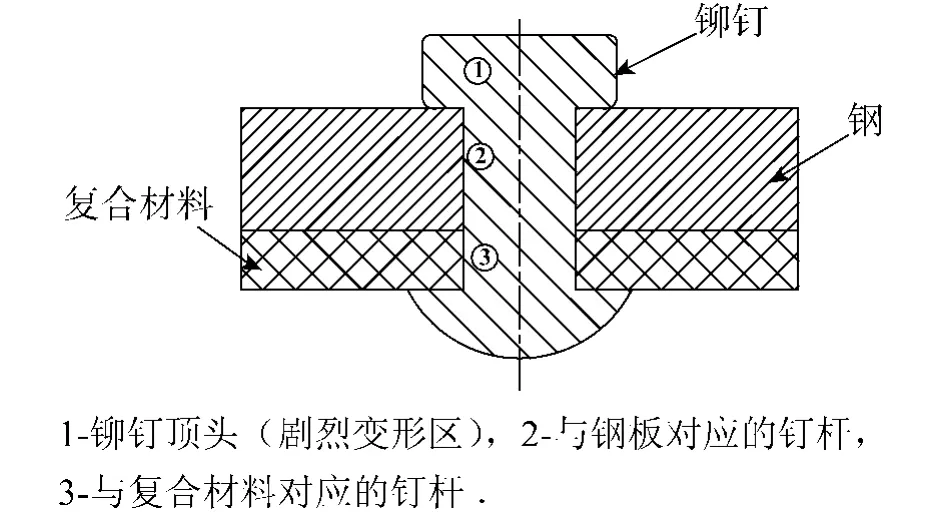
圖5 TA1鉚接接頭微觀分析位置示意Fig.5 Schematic of micro analysis positions for TA1 electromagnetic rivet
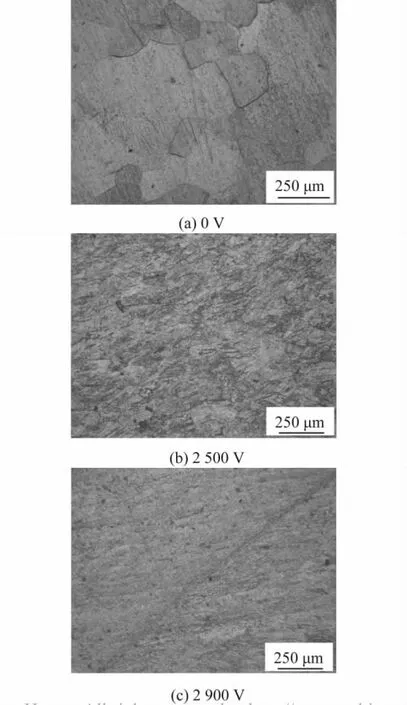
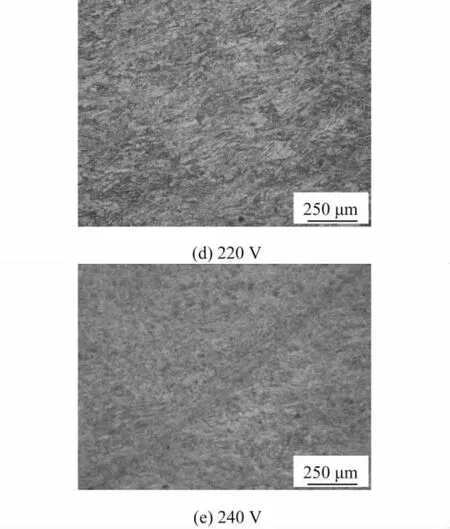
圖6 位置1處TA1鉚釘微觀組織Fig.6 Microstructure of TA1 rivet at position 1
高、低加載速率電磁鉚接接頭2、3位置的微觀組織如圖7所示.在釘桿處,鉚釘變形均勻,沿釘桿軸向TA1鉚釘與鋼板、復(fù)合材料均能實現(xiàn)良好連接,未出現(xiàn)復(fù)合材料分層和開裂.
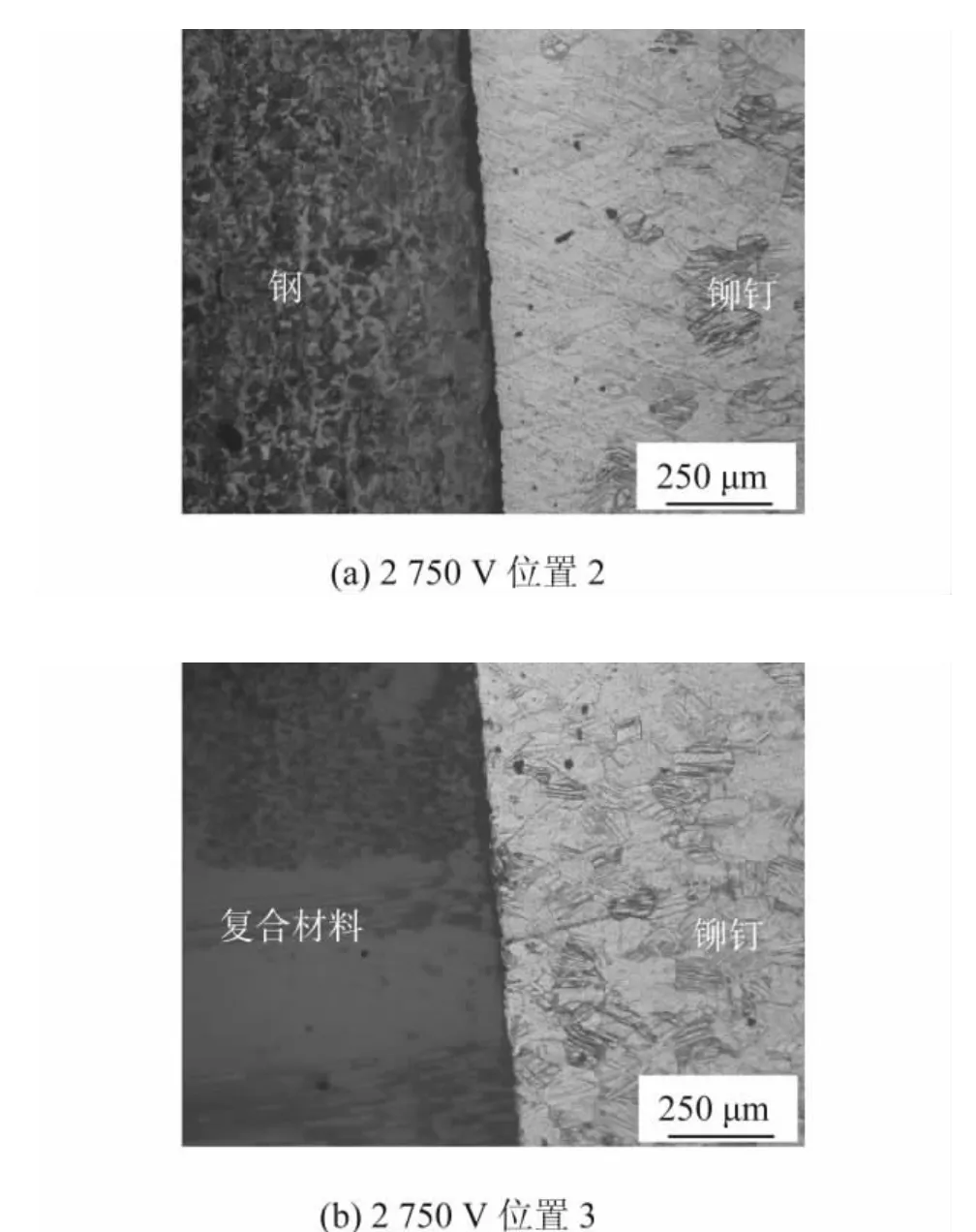
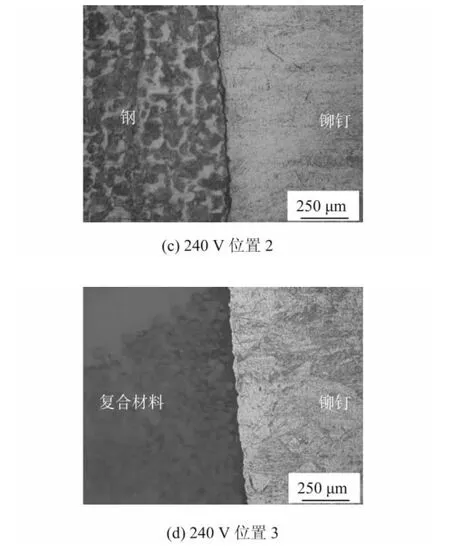
圖7 位置2和3處TA1鉚釘微觀組織Fig.7 Microstructure of TA1 rivets at positions 2 and 3
由上述分析可知,高、低加載速率條件下的電磁鉚接均能實現(xiàn)TA1鉚釘?shù)某尚魏豌T接連接.當鉚釘釘頭變形量較大時,均出現(xiàn)絕熱剪切帶,并隨放電電壓進一步提高,釘頭將出現(xiàn)剪切裂紋.絕熱剪切是電磁鉚接鉚釘變形的特點,同時是實現(xiàn)難成形材料成形的微觀基礎(chǔ).鉚釘變形是一個絕熱剪切帶產(chǎn)生、發(fā)展,到最終產(chǎn)生絕熱剪切破壞的過程,控制剪切帶的發(fā)展是實現(xiàn)成功鉚接的關(guān)鍵.對于應(yīng)變速率敏感材料,如本研究涉及的鈦合金,在保證材料以絕熱剪切方式變形條件下應(yīng)選擇較低的加載速率.由于對應(yīng)載荷作用時間增加,在變形過程中產(chǎn)生的大量變形熱量能傳遞到更大的區(qū)域,使更多的金屬參與大變形(剪切帶區(qū)域),有利于提高鉚釘?shù)淖冃瘟俊⑼七t裂紋的產(chǎn)生.
3 結(jié)論
1)高(103/s)、低(10/s)加載速率下電磁鉚接工藝均能實現(xiàn)TA1鉚釘釘頭的成形,且釘桿變形均勻.隨著放電電壓升高,鉚釘變形量增加.但過高的加載速率不利于鉚釘成形,易使鉚釘釘頭出現(xiàn)裂紋.
2)在2種加載速率下,TA1鉚釘與復(fù)合材料和鋼板均實現(xiàn)良好電磁鉚接連接,復(fù)合材料并未出現(xiàn)開裂或分層現(xiàn)象.
3)低加載速率鉚接有利于使鉚釘變形過程產(chǎn)生的熱量傳遞到更大的區(qū)域,使產(chǎn)生大變形的區(qū)域(剪切帶區(qū)域)增加,推遲變形區(qū)裂紋的產(chǎn)生并細化晶粒,提高鉚釘?shù)臉O限變形量.
[1]曹增強.國外電磁鉚接技術(shù)發(fā)展狀況[J].航空科學技術(shù),1997(4):46-48.
CAO Zengqiang.Overview on the development of electromagnetic riveting technology abroad[J].Aeronautical Science and Technology,1997(4):46-48.
[2]ZIEVE P B.Low voltage electromagnetic riveter[D].Seattle:University of Washington,Department of Mechanical Engineering,1986:1-20.
[3]HARTMANN J.Development of the handheld low voltage electromagnetic riveter[J].SAE Transactions,1990,99 (1):2371-2385.
[4]王云渤,張關(guān)康,馮宗律.飛機裝配工藝學[M].北京:國防工業(yè)出版社,1990:1-5.
WANG Yunbo,ZHANG Guankang,F(xiàn)ENG Zonglü.Aircraft assembly technology[M].Beijing:National Defense Industry Press,1990:1-5.
[5]鄧將華,李春峰.電磁鉚接技術(shù)研究概況及發(fā)展趨勢[J].鍛壓技術(shù),2006,31(5):10-14.
DENG Jianghua,LI Chunfeng.Current status and trends in researches on electromagnetic riveting[J].Forging&Stamping Technology,2006,31(5):10-14.
[6]曹增強,劉洪.電磁鉚接技術(shù)[J].塑性工程學報,2007,14(1):120-123.
CAO Zengqiang,LIU Hong.Electromagnetic riveting technology[J].Journal of Plasticity Engineering,2007,14 (1):120-123.
[7]BROWN T,HARTMANN J,ZIEVE P B,WOODS M.Qualification of the EMR for swaging collars on the 787[C]//2005 SAE International,2005-01-3299.
[8]CAO Z Q,CARDEW-HALL M.Interference-fit riveting technique in fiber composite laminates[J].Aerospace Science and Technology,2006,10(4):327-330.
[9]DENG J H,YU H P,LI C F.Numerical and experimental investigation of electromagnetic riveting[J].Materials Science and Engineering A,2009,499:242-247.
[10]REINHAL P G,GHASSAEI S,CHOO V.An analysis of rivet dies design in electromagnetic riveting[J].Journal of Vibration,Acoustics,Stress,and Reliability in Design,1988,110:65-69.
[11]CHOO V,REINHAL P G,GHASSAEI S.Effect of high rate deformation induced precipitation hardening on the failure aluminum rivets[J].Journal of Materials Science,1989,24:599-608.
[12]曹增強.電磁鉚接理論及應(yīng)用研究[D].西安:西北工業(yè)大學,1999:33-36.
CAO Zengqiang.Theory and application research on electromagnetic riveting technology[D].Xi'an:Northwestern Polytechnical University,1999:33-36.
[13]王禮立.沖擊動力學進展[M].合肥:中國科技大學出版社,1992:1-30.
WANG Lili.Advances of impact dynamics[M].Hefei: University of Science and Technology of China Press,1992:1-30.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
紡織科技進展(2021年3期)2021-06-09 08:07:14
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
