多段結構水輪發電機組軸系調整研究及應用
2011-04-26 06:24:42王貴清劉鵬讓
水力發電 2011年5期
關鍵詞:發電機
王貴清,劉鵬讓
(中國水利水電第七工程局有限公司機電安裝分局,四川 彭山 620860)
0 概述
大渡河瀘定水電站共安裝4臺混流式水輪發電機組,單機容量為230 MW,總裝機容量920 MW;水輪機型號為HLD485-LJ-666,吸出高度為-4.6 m,安裝高程為1 299.15 m,轉輪分為兩瓣,在安裝間進行組焊、圓度加工、靜平衡試驗等工序,所有工序滿足設計要求后進行交貨。發電機型號為SF230-60/14600,轉子在現場進行磁軛疊片及60個磁極的掛裝。轉子外徑13 740 mm,高度2 170 mm;定、轉子氣隙30 mm;轉子裝配后總質量606 t。
1 影響軸系線性因素分析
隨著水電站開發規模不斷增大,低水頭大容量、高水頭大容量的大型機組越來越多,大型機組單件產品體積和重量大,構成整個水輪發電機組軸系的單元越來越多,轉動部分的構成單元增多,則影響機組軸系線性的因素隨之增加。
大型機組的轉動部分由水輪機轉輪、大軸,發電機大軸、推力頭、轉子、上端軸構成,不同容量的大型機組構成整個轉動部分的分解單元也不同。多段軸結構的水輪發電機組,影響軸系線性好壞的部位有:水輪機與發電機大軸法蘭接合面,轉子與發電機大軸法蘭結合面,上端軸與轉子法蘭結合面。各結合面由于存在加工誤差,在各結合面部位會形成折點,對轉動軸系的同軸度產生影響;另外,現場組裝所采用的安裝工藝也會對軸系產生較大影響。
1.1 大軸法蘭對軸線的影響
大型水輪發電機組大軸部件尺寸大,結構強度大,加工產生的偏差相對較小,在裝卸、運輸、安裝過程中,外部因數對其外形尺寸的影響較小,其構成軸系的部分直線度可得到良好保證。而其轉動部分軸線長,各連接點對軸線的綜合影響大。
法蘭與大軸軸線垂直度偏差通常在0.02 mm以內。機械加工過程中,單個工件檢測數據可滿足要求,但在安裝完成對軸線進行調整時,該部位常會出現折點,這是由于累積偏差所致。水輪發電機大軸同軸度通過鏜模保證,使用鏜模加工過程中,檢測單件工件尺寸也能滿足圖紙要求。然而,在加工過程中,忽略了尺寸偏差的方向問題,當兩個工件結合面尺寸偏差方向相反時,偏差對軸系線性影響不大;但當兩個工件結合面尺寸偏差方向一致時,累積偏差加大了軸系線性的影響。
為此在大軸加工過程中,應避免水輪機大軸與發電機大軸法蘭偏差方向一致。
1.2 推力頭對軸系影響
推力頭安裝方式有兩種:一種是現場熱套,一種是法蘭連接。法蘭把合的推力頭結構又分推力頭與發電機大軸連接和推力頭與轉子下法蘭連接。不同結構推力軸承對機組軸線影響范圍不同,不同安裝方式的推力頭對機組軸線影響也不同。
熱套結構的推力頭主要用于中小型機組,將推力頭熱套在發電機大軸上,位于轉子上部或下部,對軸系同心度和直線度的影響較大;大型機組采用法蘭連接方式,推力頭的上下平行度對軸系影響較大,如該部位出現折點會使其上下同軸度偏差增大。
1.3 發電機轉子對軸系線性影響
大型機組水輪發電機轉子在現場完成組裝、焊接、疊片、掛磁極等工序,在所有的工序中,部分工序對轉子上下法蘭面的平行度和同心度影響較大。其中,包括轉子輪輻焊接、磁軛熱打鍵。 大型機組轉子中心體為焊接體,在進行機械加工之前,將整個構建焊接成整體,現場組裝調整完成后,與輪輻焊接在一起。焊接過程中,加溫會使轉子中心體加工應力和焊接應力得到釋放;同時,在現場焊接過程中也產生新的焊接應力,所有的應力變化都可使轉子上下法蘭的平行度和同心度產生變化。
現場焊接轉子時,要對焊接部件進行加溫,并對焊縫錘擊消應,防止焊接完成后應力集中,在焊接完成后保持一定溫度,使焊接件應力釋放。
2 軸系檢查
軸系檢查依靠盤車方式進行,通過外力使水輪發電機組轉動部分旋轉,在構成軸系的主要連接部位和軸系約束部位架設百分表,監測旋轉軸系各點擺度,通過對監測數據分析判斷軸系是否滿足要求。對不滿足要求的軸系,分析原因、找出影響軸系線性的因素,通過調整手段予以解決。
2.1 軸系主要參數
瀘定水電站水輪機轉輪最大直徑6 530 mm,發電機大軸長5 935 mm、直徑2 450 mm,轉子高度1 955 mm,上端軸長3 676 mm、直徑2 450 mm,鏡板直徑3 800 mm、厚200 mm,鏡板安裝高程1 310.245 m,下導軸承中心高程1 307.820 m,上導軸承中心高程1 314.850 m,水機法蘭面高程1 305.150 m,水導軸承中心高程1 302.36 m。
2.2 盤車準備
瀘定水電站機組,盤車采用電動機械盤車裝置作為動力推動機組轉動部分旋轉,驅動力來自上端軸,機組轉動部分為多段軸結構,由水輪機轉輪、大軸,發電機大軸、轉子,推力頭,鏡板,上端軸組成轉動軸系。在盤車時,采用限制下導軸承、水導軸承的方法定位。限制水導可有效防止在初次盤車中,由于該部位擺度過大而使轉輪止漏環產生碰撞。
(1)機組盤車前相關準備如下:①機組轉動部分位于中心位置。檢查轉輪止漏環間隙,最大偏差不大于平均偏差20%。②檢查發電機空氣間隙,最大偏差不大于平均間隙8%。③安裝水導軸承。水導軸承共12塊瓦,盤車時在圓周方向對稱放置6塊瓦,間隙調整為0.02 mm。④安裝發電機下導軸承。下導軸承共12塊瓦,盤車時在圓周方向對稱放置6塊瓦,間隙調整為0.02 mm。⑤頂起轉子,在推力軸承鏡板面、瓦面均勻涂抹純凈豬油。⑥上機架中心調整完成,預埋基礎安裝就位。基礎部位采用螺旋千斤頂支撐限位,防止盤車過程中上機架位移。⑦電動機械盤車安裝就位,電源接通,方向及動作調試完成。⑧在水導軸承中心、水輪機大軸法蘭、發電機大軸法蘭、下導軸承中心、上導軸承中心處,+X、+Y位置徑向方向各架設1個百分表,在鏡板+X、+Y位置軸向各架設1個百分表;各表量程壓縮5 mm、大針對零。⑨各測點在同一方位作為起點,沿圓周方向將軸領等分為8等分,反時針方向編號,各部位上下編號一致。
(2)盤車操作。檢查空氣間隙、水輪機止漏環間隙,間隙中無異物。各部位測量讀表人員到位后開始盤車,盤車時旋轉方向為順時針,第一圈為不間斷旋轉,檢查各部位是否存在卡阻等現象。在各部位百分表歸零后開始正式盤車,盤車中在每個等分點處停留片刻,讀取百分表讀數,做好記錄。根據規范要求,發電機上、下導軸承及法蘭處相對擺度不超過0.03 mm/m,水導軸承處相對擺度不超過0.05 mm/m。
2.3 整理盤車記錄及分析
首次盤車記錄顯示:下導、水導、水輪機法蘭同心度較好;水輪機法蘭與發電機法蘭連接處存在偏心現象,但偏心值不大,對于低水頭,低轉速機組可以不做進一步處理;發電機上端軸存在偏心現象,偏心值為0.85 mm。數據分析表明,該偏心點的最大值位于7號點與8號點之間,角度為7號加30°位置。在處理偏心時,從該點往相對方向平移上端軸0.85 mm,在平移過程中全程監視法蘭面位置,確保位移量精確。
平移上端軸后,經過2次微調,機組盤車數據見表1、2。
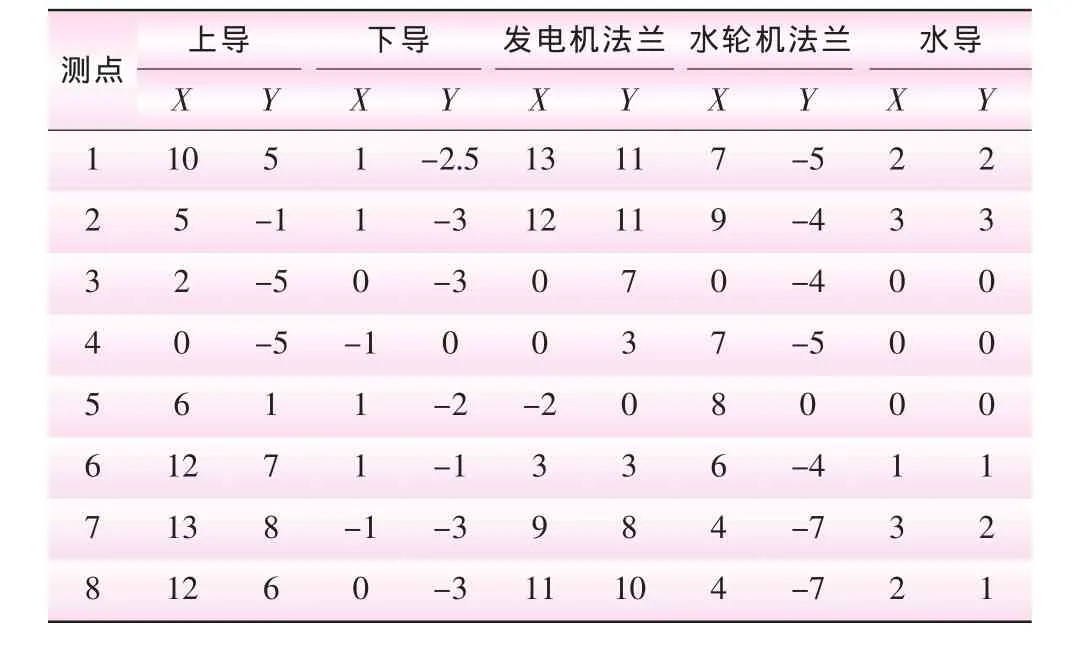
表1 盤車擺度測量記錄0.01 mm

表2 盤車全擺度和凈擺度值 (X向)0.01 mm
3 結論
多段軸結構的水輪發電機組軸系是由多個部件的加工精度及安裝精度來保證,在軸系檢查過程中,影響軸系線性的因數存在偶然性,同一電站不同編號機組遇到軸線不好的因數不固定,在安裝過程中,根據相關數據進行分析,找出軸線不正原因,找準部位、有針對性處理出現的問題。
猜你喜歡
故事作文·高年級(2021年12期)2021-12-21 02:32:35
大電機技術(2017年3期)2017-06-05 09:36:02
軍事文摘(2016年16期)2016-09-13 06:15:49
廣西電力(2016年6期)2016-07-10 12:03:37
通信電源技術(2016年5期)2016-03-22 01:09:38
智能建筑電氣技術(2015年5期)2015-12-10 05:52:30
電測與儀表(2015年13期)2015-04-09 11:57:12
電測與儀表(2015年2期)2015-04-09 11:29:14
水電站機電技術(2014年6期)2014-09-26 12:07:48
水電站機電技術(2014年1期)2014-09-26 11:59:45