高速加工程序段間轉(zhuǎn)接速度算法的研究
2011-05-11 04:02:48李丹
制造業(yè)自動化 2011年9期
李 丹
(四川建筑職業(yè)技術(shù)學院,德陽 618000)
高速加工程序段間轉(zhuǎn)接速度算法的研究
李 丹
(四川建筑職業(yè)技術(shù)學院,德陽 618000)
0 引言
高速加工理論是德國切削物理學家薩洛蒙(Salomon)博士于1931年提出的。該理論表明:當切削速度vc增大到某一數(shù)值后,可使切削溫度下降,切削力大幅減少,并能提高工件表面的加工質(zhì)量,省去后續(xù)光整工序。由于高速加工能成倍提高生產(chǎn)效率,因此成為制造技術(shù)中引人注目的一項新技術(shù)。
在高速切削所包含的諸多基礎(chǔ)理論與關(guān)鍵技術(shù)中,數(shù)控系統(tǒng)的程序段間拐角速度的處理功能是一個重要內(nèi)容。
傳統(tǒng)數(shù)控系統(tǒng)對每一個程序段進行加減速,當達到定位精度,移動軸速度減小為零。這樣必然導致電機頻繁加減速,進給速度下降,效率低,且影響加工質(zhì)量。因此建立段間速度的轉(zhuǎn)接控制是高速加工的必然。
在數(shù)控高速加工中,不同程序段間進給速度的大小和方向是不同的。當加工區(qū)域內(nèi)存在尖銳拐角或高曲率路徑時,以編程速度F進給,會產(chǎn)生過切。需要以規(guī)劃的控制算法,平穩(wěn)降速,在允許的誤差范圍內(nèi)保證進給速度的最大化,進一步提高加工的效率和精度。
本文討論了程序段間速度轉(zhuǎn)接控制的各種算法的優(yōu)缺點以及應(yīng)用場合。
1 程序段間拐角速度的控制算法
目前采用的常用方法有:直接轉(zhuǎn)接法、圓弧過渡法、弓高誤差約束算法、機床動力學約束算法等。
1.1 直接轉(zhuǎn)接法
直接轉(zhuǎn)接法以直線小線段為研究對象,建立了小線段高速加工時段間拐角進給速度的約束條件。
在圖1中,設(shè)運動中運動速率不變,只是速度矢量方向變化。因此p2點會因速度方向變化而產(chǎn)生加速度。
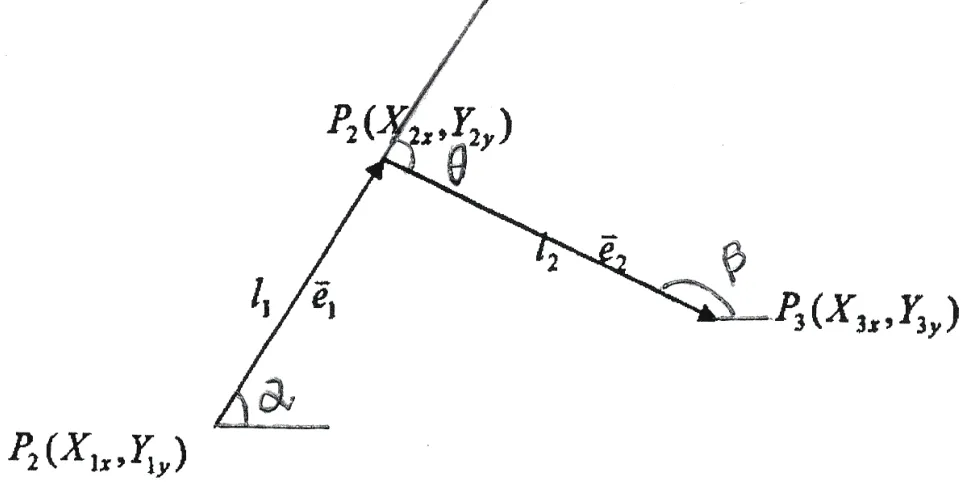
圖1 直線與直線直接轉(zhuǎn)接
設(shè)p2點的速度,與X軸的夾角為α,與X軸的夾角為β,相鄰兩直線與之間的夾角為θ,γ 為加速度與X軸的夾角。
當速度方向發(fā)生變化時,速度在X軸、Y軸的變化量為v2x,v2y。
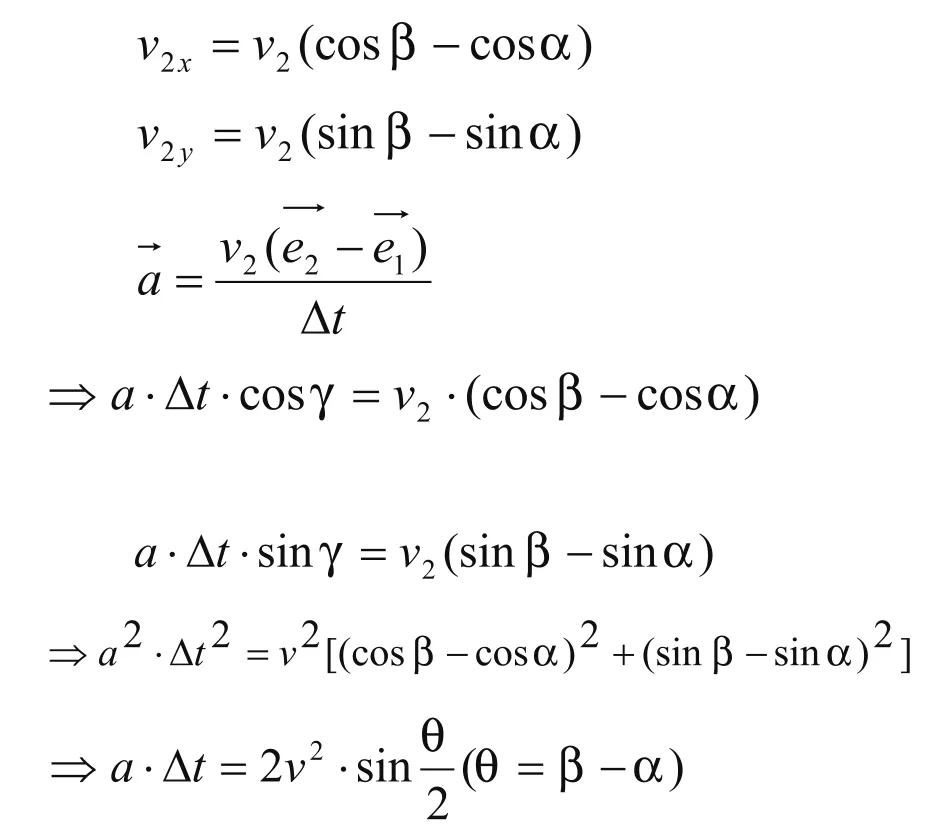
上式中,取Δt為一個插補周期To,amax為機床的最大加速度,amax由電機功率和機械傳動系統(tǒng)共同決定,也是一個確定值。如果段間的速度大小有變化,則有加速度為ax,則
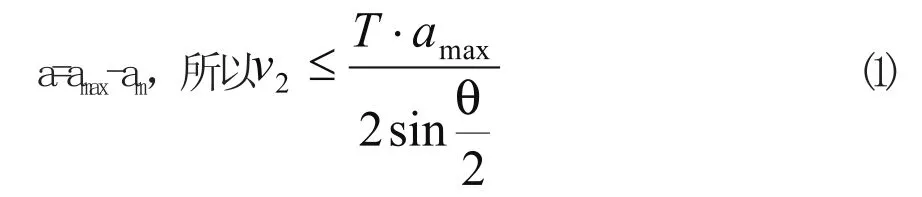
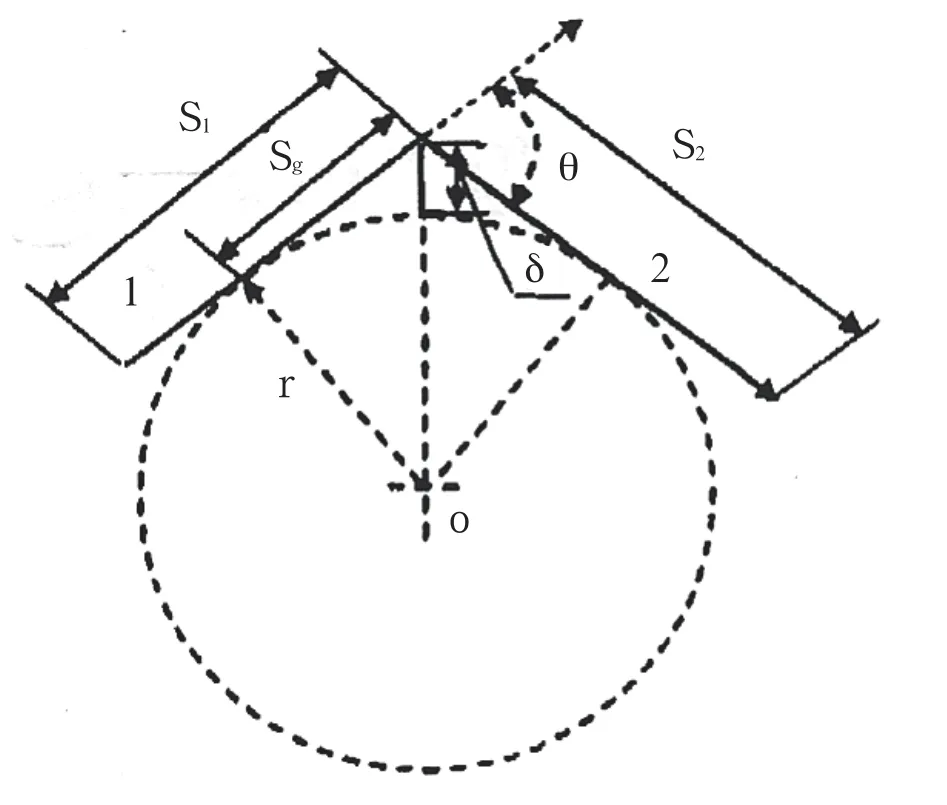
圖2 程序段間圓弧過渡
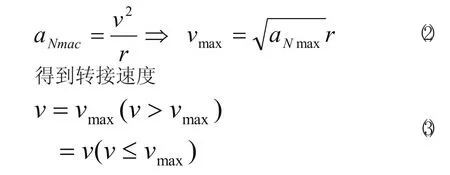
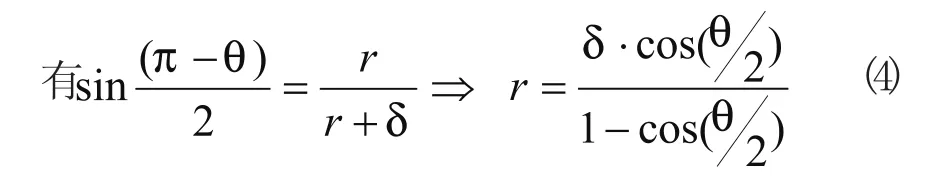
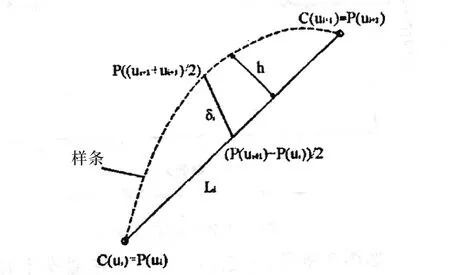
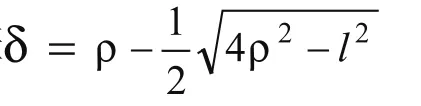
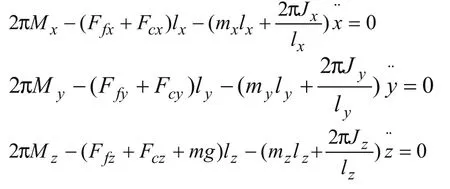
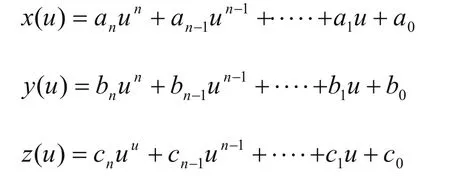
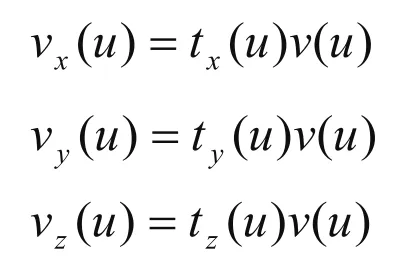
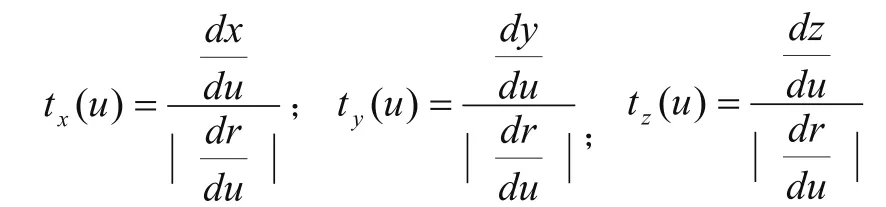
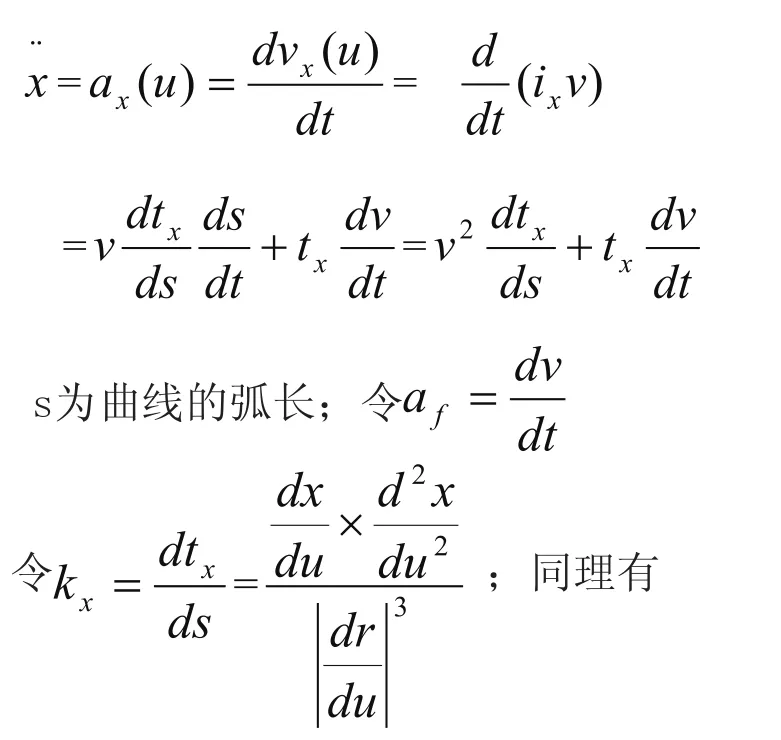
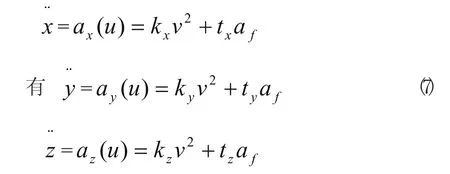
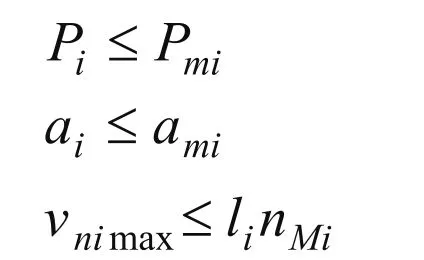
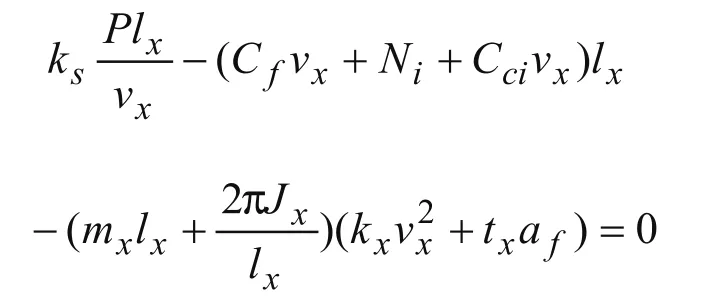
當θ=0或很小時,轉(zhuǎn)接速度v2可以很大,大于編程速度F(但v2不能高于系統(tǒng)設(shè)定的最大進給速度,即v2 圓弧過渡法是在程序段段間用圓弧來處理拐角的速度。通過限制小圓弧的最大法向加速度來限制拐角的速度,同時考慮精度的影響。 根據(jù)運動學規(guī)律,圓周運動的進給法向加速度: 而過渡圓弧半徑r的大小則由精度確定。如圖2所示,過渡圓弧的的圓心在兩直線夾角θ的補角的角平分線上。拐點到圓弧的最短距離為δ(即精度)。δ的值可有系統(tǒng)設(shè)定。 由(4)式可求得r,代入(2)式求vmax公式,進而由(3)式得到段間的轉(zhuǎn)接速度。 圓弧過渡法能提高轉(zhuǎn)接速度和加工穩(wěn)定性,算法簡單,易實現(xiàn)。 圖 3 弓高誤差的近似算法 弓高誤差約束的算法適用于樣條曲線插補。目前在CAD領(lǐng)域廣泛采用B樣條、三次樣條、NURBS等參數(shù)曲線和曲面描述復雜的零件輪廓。數(shù)控系統(tǒng)直接接受樣條信息,生成曲線軌跡。在每一個插補周期中都是以一個直線代替曲線弧進行處理,因此有弓高誤差。 所謂弓高誤差,是指一段曲線上連接兩端點的弦與弧的最大法向差(如圖3所示)[4]。直接計算很復雜。目前有兩種近似算法:一是直接近似法,利用弦和弧的中點連線代替弓高誤差。由于弦長很少,近似是合理的;二是用圓弧逼近,用局部的圓曲率近似樣條曲線的曲率,涉及曲線導數(shù)的計算,運算量較大。因此目前多采用第一種方法。 變換公式可得到進給速度與 設(shè)δmax是系統(tǒng)允許的最大弓高誤差,則 該方法通過建立機床數(shù)控驅(qū)動系統(tǒng)的動力學模型,得到各軸的運動約束方程,進一步得到進給速度的約束。 1.4.1 機床動力學方程的建立 經(jīng)實驗驗證,數(shù)控機床加工時,在各項動力學參數(shù)中有三項對機床的動態(tài)特性影響較大。1)由于進給速度方向和大小改變產(chǎn)生的慣性力;2)切削進給抗力;3)各部件間的摩擦力。 根據(jù)凱恩方程的定義,系統(tǒng)相對于某一獨立速度的廣義主動力和廣義慣性力之和為零[2]。由此可以分別建立數(shù)控機床各軸的進給系統(tǒng)動力學方程[3]。 式中: Mx,My,Mz---電動機作用于各軸滾珠絲杠的驅(qū)動力矩 Ffx,Ffy,Ffz---機床床身對各軸工作臺的摩擦力 Fcx,Fcy,Fcz---各軸切削力; lfx,lfy,lfz---各軸滾珠絲杠的導程; m---工作臺及工件質(zhì)量; J--各軸的轉(zhuǎn)動慣量; 1.4.2 各軸加速度的計算 設(shè)曲線加工的路徑表示為r(u)={x(u),y(u),z(u)}u-曲線的參數(shù) 其中 設(shè)v(u)為加工曲線的進給速度,vx、vy、vz為 x軸的進給速度分量,則有 式中tx(u)、ty(u)、tz(u)---曲線任意點單位切向矢量在對應(yīng)軸的分量,有 設(shè)x、y、z軸加速度為ax(u),ay(u),az(u); kx、ky、kz——曲線上任意點的曲率在x,y,z軸上的分量 等號右邊第一項表示進給方向改變時產(chǎn)生向心加速度在x,y,z軸上的分量,第二項表示進給速度大小改變時切向加速度在x,y,z軸的分量。 1.4.3 摩擦力方程 當系統(tǒng)以高于臨界速度運動時,特別是在高速加工情況下,滑動摩擦力與所受壓力及滑動速度有關(guān)[2]。可摩擦力大小表示為: 式中:Cf——摩擦系數(shù);Ni——工作臺所受壓力; i——x,y,z軸1.4.4 切削力方程 切削力在其他參數(shù)一定時大小與進給速度成正比[2]。 式中:Fci——切削力;Cci——切削力系數(shù) 1.4.5 驅(qū)動力矩方程 ML——負載轉(zhuǎn)矩;ks——轉(zhuǎn)矩系數(shù)(0 1.4.6 最高進給速度約束方程 當機床處于正常工作狀態(tài)時,應(yīng)滿足進給軸的加速度小于最大進給加速度;工作功率小于額定功率;最高允許進給速度小于進給電機額定轉(zhuǎn)速下的最高進給速度。即 式中:nMi——各軸電動機的額定轉(zhuǎn)速 把式(7)、(8)、(9)、(10)帶入(6)可得x軸的運動約束方程: 同理可得y軸和z軸的動力學方程,并通過該方程可以解出vx的大小。 該算法通用性強,但涉及的計算復雜,其中對于曲線各點的加速度的計算,可以先對危險點做篩選,再進行加速度的計算,以減少計算量。 程序段間轉(zhuǎn)接速度的控制是高速加工中關(guān)鍵技術(shù)之一,直接影響數(shù)控機床的加工精度加工效率。文中分析了幾種不同程序段間轉(zhuǎn)接速度的算法的特點及其適用的場合。 [1]王宇晗,肖凌劍,等.小線段高速加工速度銜接速度數(shù)學模型[J].上海交通大學學報,2004,38(6):901-904. [2]何瑩.高速加工插補算法動力學行為分析與評價[D].武漢:華中科技大學,2005. [3]彭芳瑜,何瑩,等.NURBS曲線機床動力學特性自適應(yīng)直接插補[J].華中科技大學學報:自然科學版,2005,33(7):80-83. [4]范永強.基于DSP的NURBS直接插補技術(shù)研究[D].浙江:浙江大學,2010. [5]徐志明,馮正進,等.連續(xù)微小路徑段高速自適應(yīng)前瞻插補算法[J].制造技術(shù)與機床,2003,(1):31-34. [6]張得禮,周來水.數(shù)控加工運動的平滑處理[J].航空學報,2006,27(1):126. High-speed processing procedures section connecting speed between the algorithm LI Dan 文中詳細分析了數(shù)控高速加工中程序段間轉(zhuǎn)接速度的控制的幾種算法---直接轉(zhuǎn)接法,圓弧過度法,弓高誤差約束法,機床動力學和運動學算法的特點及適用場合。 高速加工;程序段間轉(zhuǎn)接速度算法 李丹(1970 -),女,講師,工程碩士,研究方向為數(shù)控加工技術(shù)、數(shù)控維修、控制工程。 TP273 A 1009-0134(2011)5(上)-0055-04 10.3969/j.issn.1009-0134.2011.5(上).20 2010-11-011.2 圓弧過渡法
1.3 弓高誤差約束的算法

1.4 基于機床運動學和動力學約束方程的算法





2 結(jié)束語
