基于PLC的車身氣動焊裝夾具設計
2011-06-02 09:32:54葉成濤
重慶理工大學學報(自然科學) 2011年12期
李 鑫,張 勇,葉成濤
(重慶理工大學重慶汽車學院,重慶 400054)
隨著汽車工業的高速發展,人們對汽車的外觀和制造工藝要求也越來越高,因此提高焊裝生產線的精度及自動化程度成為保證和提高汽車產品質量、提高勞動生產率的重中之重。汽車焊裝夾具不僅在機械加工中起著重要的作用,而且直接影響著機械加工質量、生產效率和成本。
焊裝夾具的技術水平往往代表著工藝水平。在大規模的汽車流水生產線上,往往要求采用大量高效、快速的氣動焊裝夾具以滿足汽車生產的要求。氣動夾緊的自動化成為了焊裝夾緊的設計方向。
1 焊裝夾具及焊接生產線
焊裝夾具是生產產品時的一種輔助手段,它是將工件迅速準確地定位并固定于所定位置,包括引導焊槍或工件的導向裝置在內的用于裝配和焊接的工藝裝備的總稱。在焊接生產中,焊裝夾具除了完成本工序的零件組裝、定位外,還擔任檢驗和校正上道工序焊合件焊接質量的任務,因而它的設計制造影響整個焊接工藝水平、汽車生產能力及產品質量[1]。隨著汽車工業的發展,它的重要性日益顯現,并發展成一門技術,有自己獨有的設計理論和方法。
車身焊裝夾具體積龐大、結構復雜,為了便于制造、裝配、檢測和維修,必須對夾具結構進行分解,否則無法進行測量。車身總裝夾具有3個裝配基準:底板、左側圍和右側圍。在它們的平面上都加工有基準槽和坐標線。定位夾緊組合單元按各自的基準槽進行裝配、檢測。最后將3大部分組合起來,成為一套完整的夾具。
焊裝生產線是指必須經過焊接工藝才能完成完整產品的綜合生產線,它包括專用焊接設備、輔助工藝設備以及各種傳輸設備等。車身焊接生產線是汽車白車身BIW全部成型工位的總稱,它由車身總成線和許多分總成線組成,每一條總成線或分總成線又由許多焊接工位組成[2]。每個工位由許多定位夾緊夾具、自動焊接裝置、檢測裝置等設備以及供電、供氣、供水裝置組成。線間、工位間通過搬送機、機器人等搬送設備實現上下料和零部件的傳送,以保證生產線內各工位工作的連貫性。
2 氣動夾具氣缸的選用與計算
2.1 氣缸缸徑的選取[3-4]
氣缸缸徑大小代表了氣缸輸出力的大小,而且缸徑d的尺寸已經標準化。在設計過程中可以預選氣缸缸徑,然后驗算夾緊力,通過調整機構的設計或改變氣缸缸徑來滿足定位夾緊要求。
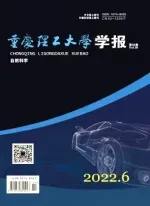
將氣動夾具簡化為如圖1所示的杠桿機構。杠桿平衡原理為

其中:P為單杠雙作用氣缸推力(kgf);F為夾緊力(kgf);A為氣缸作用力臂(mm);B為夾緊力臂(mm)。
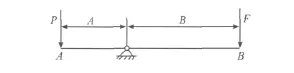
圖1 氣動夾具原理
由氣缸運動結構原理,有

其中:η為氣缸的負載率,一般取50%;d為氣缸缸徑(cm);p為氣缸系統使用壓力(kgf/cm2)。
將式(1)代入式(2),求出夾緊力

根據經驗,在車身薄板焊接中,夾緊力F≥50 kgf才能滿足焊接要求。
查閱相關資料,取氣壓p=5 kgf/cm2,根據式(3)可知,氣缸直徑為63 mm時,滿足要求。如果F<50 kgf,可以調整A/B的值或選用大缸徑氣缸。
2.2 氣缸耗氣量分析
氣缸的耗氣量可分為最大耗氣量和平均耗氣量。最大耗氣量是氣缸以最大速度運動時所需要的空氣流量,可表示為

其中:qγ為氣缸的最大耗氣量(L/min);D為氣缸缸徑(cm);Um為氣缸的最大速度(mm/s);P為使用壓力(MPa)。
平均耗氣量是氣缸在氣動系統的一個工作循環周期內所消耗的空氣流量。氣缸作一次往復運動所消耗的空氣量為VC,氣缸作一次往復運動,氣缸至換向閥之間的配管所消耗的空氣量為VT,則該氣缸的平均耗氣量為(VC+VT)N,N為氣缸的工作頻度。平均耗氣量可表示為

其中:qca為氣缸的平均耗氣量(L/min);N為氣缸的工作頻度,即每分鐘氣缸的往復周數(rad/min);L為氣缸的行程(cm);d為換向閥與氣缸之間的配管的直徑(cm);Ld為配管的長度(cm)。
根據以上的計算結果,選取缸徑為63 mm的如下型號的氣缸:CK1A63-100Y(2臺),CK1A63-125Y(4臺),CK1A63-50Y(1臺)。氣缸及夾緊單元的布置情況如圖2所示。
3 PLC控制系統設計
3.1 夾具的夾緊過程
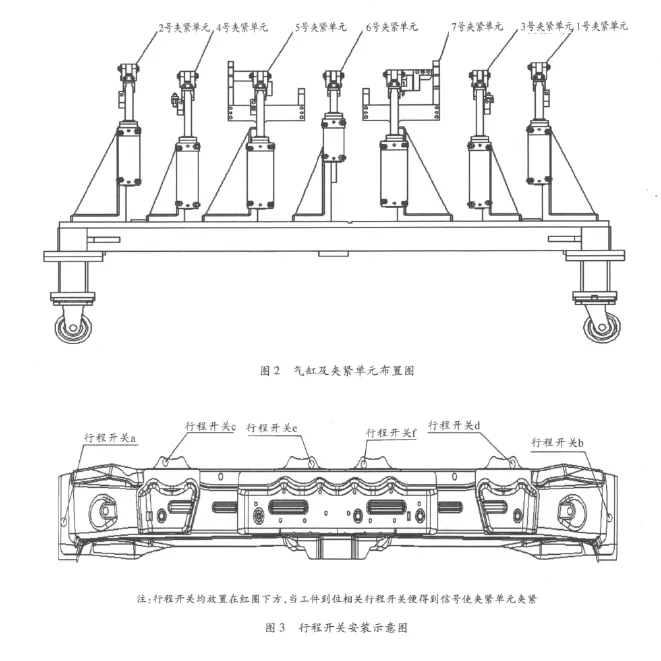
氣動夾緊機構必須能實現夾緊自動化。打開泵啟動開關,在工件到位后,行程開關得到信號,相關氣缸便快進夾緊零件。零件1到位后1、2號夾緊單元夾緊;零件2和零件3其中任意一個到位則對應的3、4號夾緊單元夾緊;零件4到位后,夾緊單元5、6、7便實現夾緊。零件全部夾緊后,工人焊接。焊接完成后,焊槍到位,行程開關得到信號,夾緊氣缸全部打開。在夾緊過程中,為了保證工人安全,須加裝紅外線檢測裝置[5]。行程開關安裝示意圖如圖3所示。
3.2 I/O 分配
輸入:X0泵啟動 、X1自動、X2手動、X3急停、X4復位、X6行程開關a、X7行程開關 b、X10行程開關c、X11行程開關d、X12行程開關e、X13行程開關f、X14后退行程開關g、X15紅外檢測、X16 YA1得電開關、X17 YA2得電開關、X20 YA3得電開關、X21 YA4得電開關、X22 YA1 YA2 YA3 YA4 失電開關[6]。
輸出:Y0 YA1得電開關、Y1 YA2得電開關、Y2 YA3得電開關、Y3 YA4得電開關、Y4 YA1 YA2 YA3 YA4失電開關。
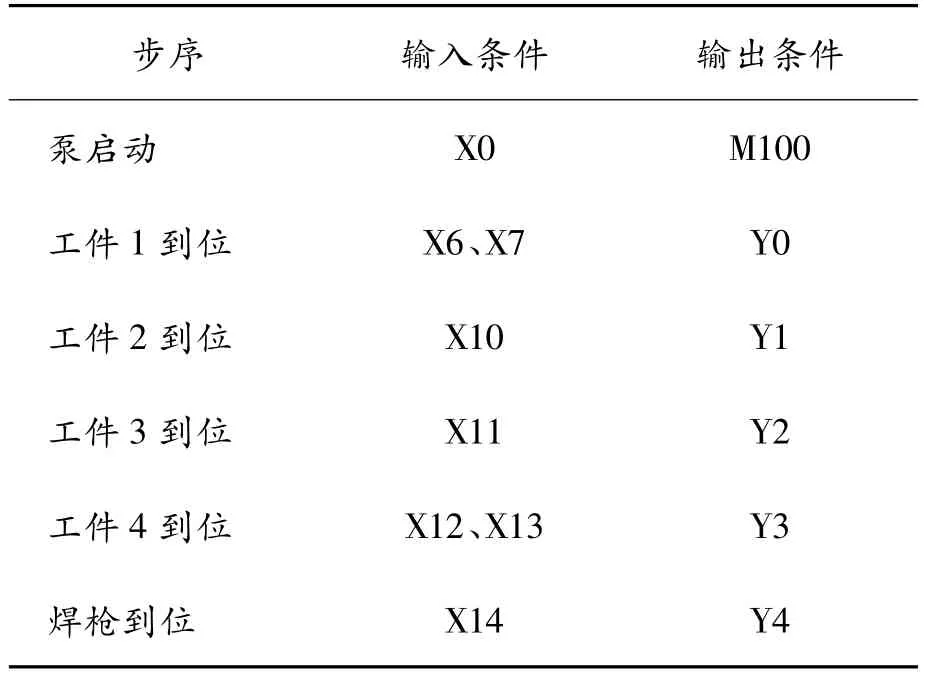
表1 自動動作順序
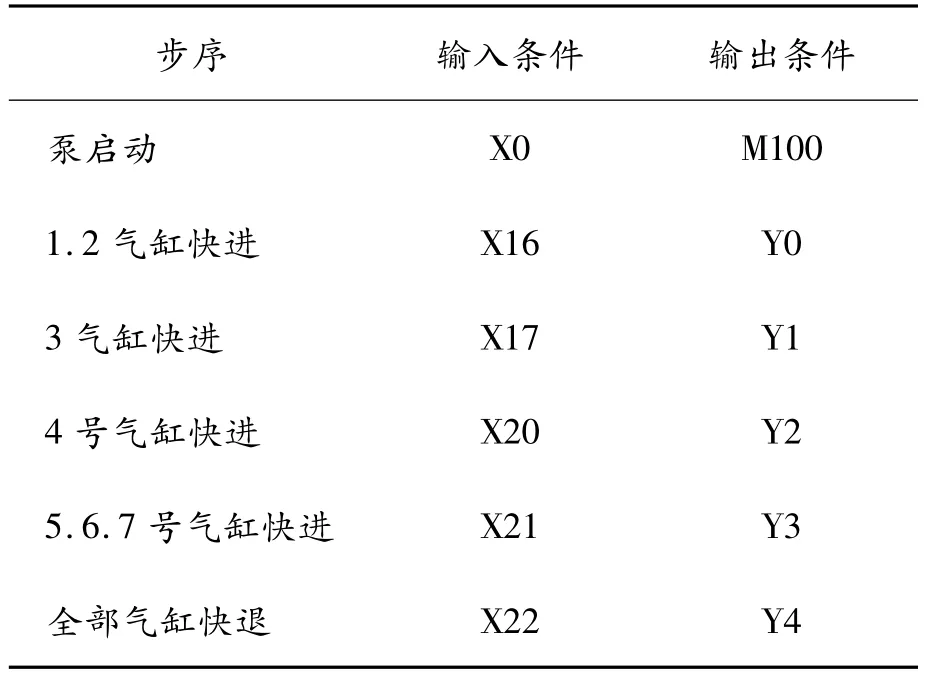
表2 手動動作順序
3.3 PLC選型及梯形圖設計
根據輸入和輸出的數目,選擇三菱FX2N_48MR型號的PLC。采用了三菱公司PLC設計的編程軟件 GX DEVELOPER 852 進行程序編寫[7-8]。
本文把程序分成2個大塊,分別是自動工作方式模塊、手動調試模塊。
1)自動工作方式模塊。該模式分4個小模塊,分別是:工件1到位,行程開關得到信號,1、2夾緊單元夾緊;工件2到位,3夾緊單元夾緊;工件3到位,4夾緊單元夾緊;工件4到位,5、6、7夾緊單元夾緊。
2)手動測試模塊。按動1、2夾緊單元快進按鈕,夾緊單元夾緊;按3夾緊單元快進按鈕,夾緊單元夾緊;按4夾緊單元快進按鈕,夾緊單元夾緊;按5、6、7夾緊單元快進按鈕,相應夾緊單元快進夾緊。
根據以上分析,編寫的梯形圖如圖4~6所示。

圖4 編寫的梯形圖
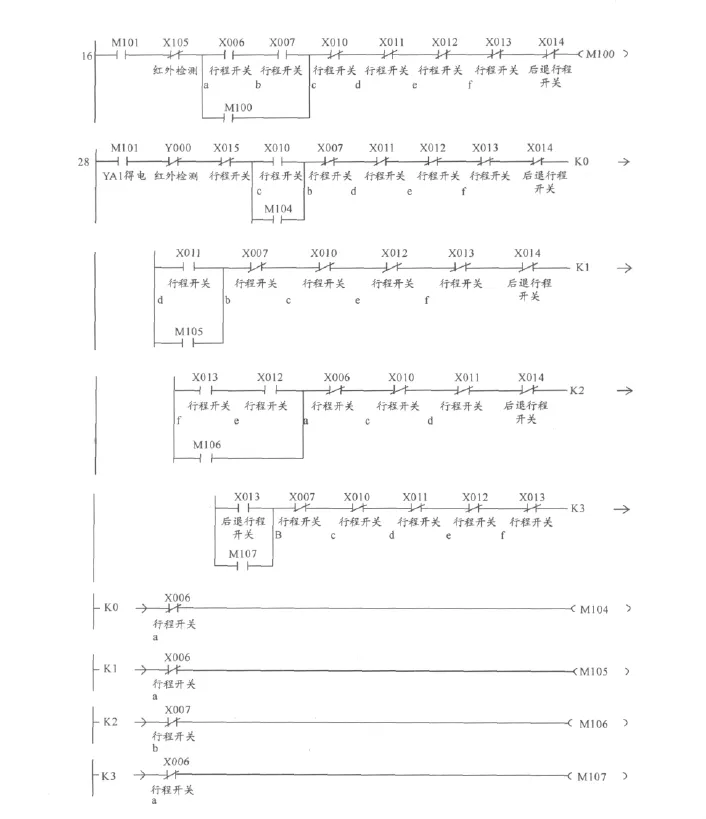
圖5 自動調試結果
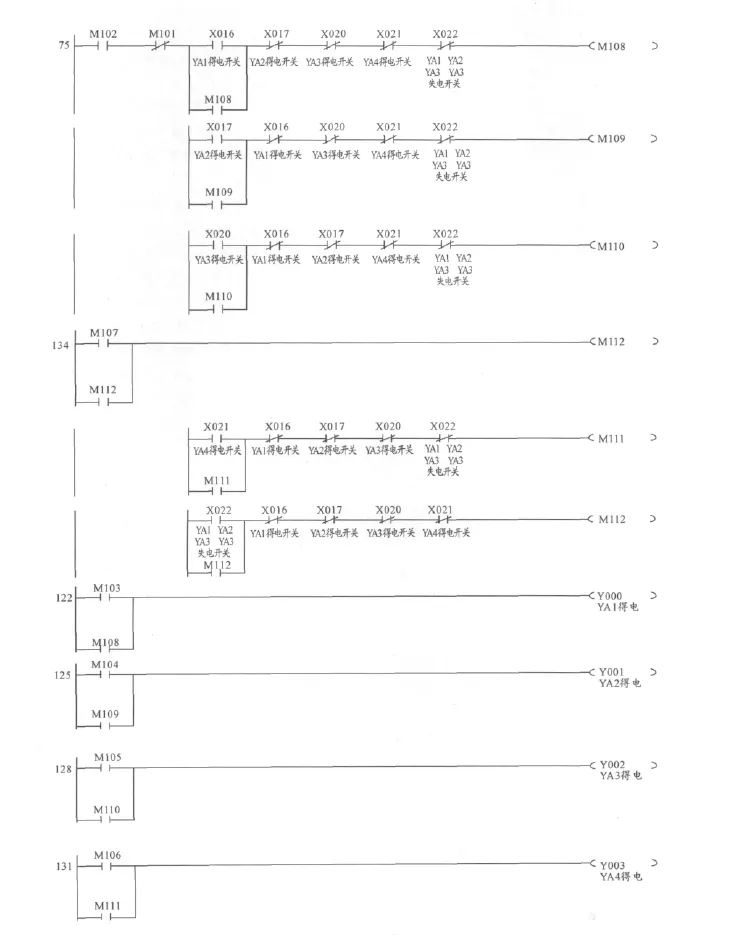
圖6 手動調試結果
經過調試,再通過三菱公司提供的硬件測試,本文所設計的PLC控制程序完全符合氣動焊裝夾具的工作要求。
4 結束語
焊裝夾具在汽車制造業中占有很重要的地位。本文首先選取了氣動夾具所用的氣缸,然后自主開發了一套基于PLC控制系統。該系統可靠性高、抗干擾能力強、能長期安全可靠運行[9],從而提高了生產效率,降低了工人工作強度,提高了工件的焊接精度,降低了廢品率。
[1]王旭敏.汽車焊裝夾具的設計[J].電子機械工程,1999(12):58-60.
[2]陶明元,曹彪,吳澄.氣動技術在汽車車身焊裝生產線上的應用[J].液壓與氣動,2002(12):21-22.
[3]李美倫.氣動夾緊裝置[J].組合機床與自動化加工技術,1991(1):31-34.
[4]成大先.機械設計手冊[K].5版.北京:化學工業出版社,2010.
[5]王衛兵.可編程控制器原理及應用[M].北京:機械工業出版社,1997.
[6]郭柏林,胡正義.氣動取模機械手夾具的PLC控制[J].湖北工業大學學報,2006(6):180 -182.
[7]徐捍輝.四工位氣動夾具的PLC控制[J].機床電機,2009(1):45-50.
[8]廖常初.設備改造中的PLC梯形圖設計方法[J].電工技術雜志,2001(9):53-57.
[9]陳新崗,彭杰,李樹仿.基于PLC的XLPE電纜在線監測與故障診斷[J].重慶理工大學學報:自然科學版,2011,25(5):100 -104.
[10]彭浩,王漢生,柳娟.PLC在大功率CO-2激光器控制系統中的應用[J].激光雜志,2003(6):72-73.
[11]盛強.基于PLC的定尺飛鋸模糊PID控制系統設計[J].四川兵工學報,2011(6):77 -79.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
汽車與安全(2019年9期)2019-11-22 09:48:03
藝術啟蒙(2018年7期)2018-08-23 09:14:18
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
舒適廣告(2008年9期)2008-09-22 10:02:48