真空燒結制備三維通孔不銹鋼泡沫材料
2011-06-04 05:56:14王輝周向陽李昌林李劼宋泓宇
中南大學學報(自然科學版) 2011年8期
關鍵詞:不銹鋼
王輝,周向陽,李昌林,李劼,宋泓宇
(中南大學 冶金科學與工程學院,湖南 長沙,410083)
不銹鋼泡沫材料的獨特結構特征,使得其兼顧了結構材料和功能材料的特點[1-2]。作為結構材料,它具有輕質和高比強度的特點;作為功能材料,它具備吸聲、隔聲、隔熱、散熱、阻燃、減震、吸收沖擊能電磁屏蔽等多種物理性能[3-6],因此,它在航天、航空、運輸、電子、軍工、化工、環保、能源、機械、生物等各個高科技領域都有廣闊的應用前景[7-11]。然而,目前國內外對不銹鋼泡沫的研究還不是很多,還處于制備工藝研究階段。國內外大都采用常規的粉末冶金方法,采用這種方法所制備的不銹鋼等高溫泡沫多為閉孔;盡管有些方法也能制備出通孔高溫泡沫,但這些泡沫的孔隙率通常較低(<70%),而且三維通孔性較差[12-16]。這表明目前的制備工藝大大限制了高溫泡沫的應用范圍與實用化進程,因此,研究新穎的高溫泡沫制備技術意義重大。在前期工作中,本課題組研究出一種新穎的高溫金屬泡沫制備方法,該方法已經申報了國家發明專利[17]。在此,本文作者在前期工作的基礎上,采用真空燒結制備三維通孔不銹鋼泡沫材料,重點研究燒結溫度和保溫時間對不銹鋼泡沫的孔洞形貌、開孔率、抗彎強度以及抗高溫氧化性等方面的影響。
1 實驗
1.1 多孔不銹鋼樣品的制備
本實驗采用 316L不銹鋼粉末為原料,其平均粒徑為44 μm,主要成分見表1。樣品的制備分為前驅體制備、脫脂和燒結。前驅體的制備工藝可簡要描述為:(1) 將不銹鋼粉末與適量黏結劑A 配成具有一定固含的料漿;(2) 將料漿灌入預處理過的聚氨酯海綿中,制成具有一定負載量的浸漿海綿;(3) 將浸漿海綿先在室溫下自然干燥24 h,后在120 ℃下烘干12 h,即制得本研究的前驅體,具體制備過程見文獻[18]。然后采用真空熱脫脂工藝除去前驅體中的有機物和殘留水分,最后在ZT-40-20型真空電阻爐中進行真空燒結(真空度為 1×10-2~1×10-3Pa,升溫速率為 8℃/min)。
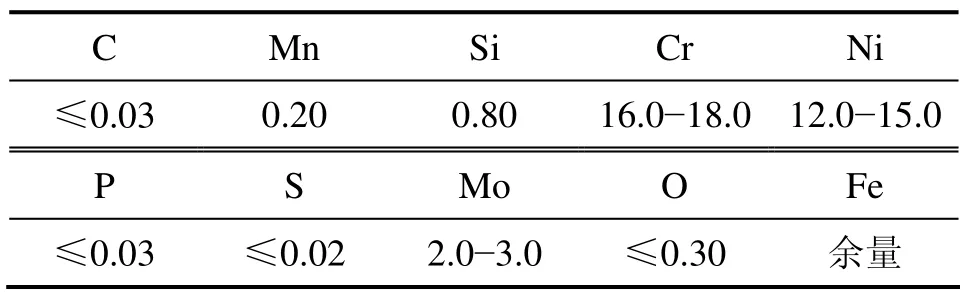
表1 316L不銹鋼粉末化學成分(質量分數)Table 1 Chemical composition of 316L stainless steel %
1.2 性能檢測與表征
1.2.1 試樣形貌的表征
利用高像素數碼相機(SONY,DSC-P10)來觀察所測試樣的宏觀形貌,利用 SEM(日本電子公司(JEOL)JSM5600型掃描儀)觀察所測試樣的表面和截面形貌,利用金相顯微鏡(XJP-6A)觀察孔壁的形貌組織及微孔特征。
1.2.2 表觀密度與開孔孔隙率的計算
先在空氣中稱試樣的質量m,再將試樣浸到熔融的石蠟中,冷卻后除去表面石蠟,再次稱其在空氣中的質量m1;然后用銅絲吊住試樣稱其在水中的質量,該質量除去銅絲的質量后即得到試樣在水中的質量m2。表觀密度和開孔孔隙率計算公式如下:
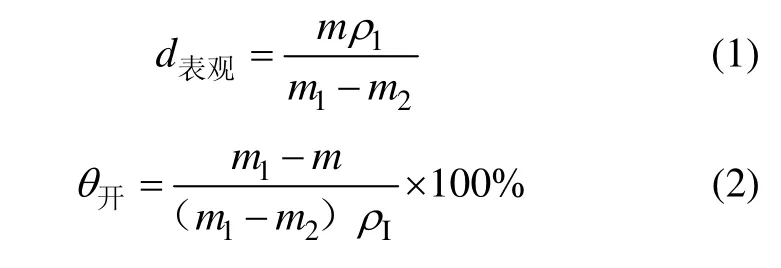
式中:ρ1為稱量時所用浸漬液體的密度,g/cm3,本實驗采用熔融石蠟。
1.2.3 力學性能測試
本研究采用 CSS-44100型電子萬能試驗機測定試樣的抗彎強度。試驗跨距為25 mm,位移加荷速度為0.5 mm/min,所用試樣的長×寬×高為30 mm×12 mm×6 mm。
1.2.4 抗氧化性能測試
采用恒溫氧化實驗對樣品的高溫抗氧化性能進行測試,實驗氧化溫度為800 ℃,氣氛為空氣,在預定時間點采集質量數據。
2 結果與討論
2.1 燒結溫度對不銹鋼泡沫性能的影響
2.1.1 燒結溫度對致密度的影響
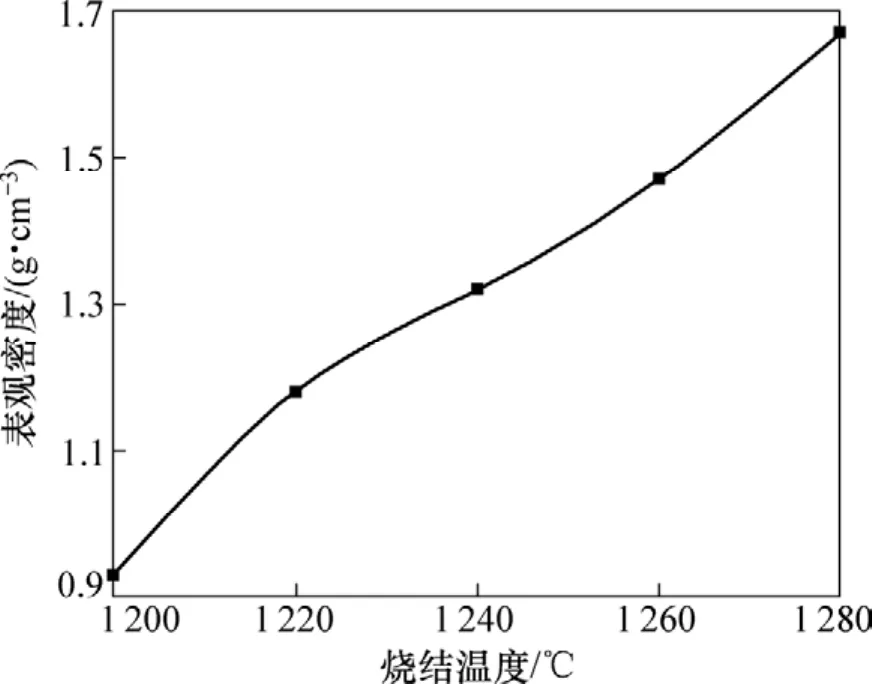
圖1 燒結溫度與表觀密度的關系Fig.1 Relationship between sintering temperature and apparent density
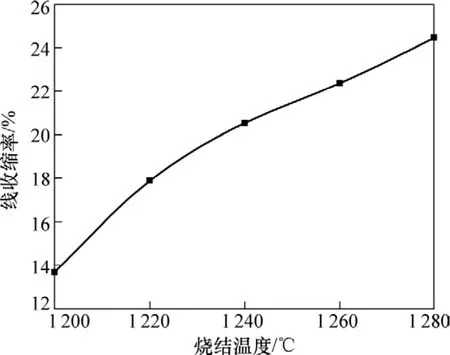
圖2 燒結溫度與線收縮率的關系Fig.2 Relationship between sintering temperature and linear shrinkage rate
圖 1和圖 2所示分別為不同燒結溫度下保溫 60 min得到樣品的表觀密度和線收縮率。由圖1和圖2可見:表觀密度和線收縮率具有相似的變化趨勢,隨著燒結溫度的升高,試樣的表觀密度和線收縮率都增大。這是高溫燒結過程主要是擴散引起的,燒結溫度升高,擴散速度加快,原子的遷移距離增大,粉末顆粒之間的接觸面積增大,單位體積內形成燒結頸的尺寸區域增多,體積擴散和傳質得以充分進行,顆粒之間以范德華力為主的弱連接轉變為較強的晶體接觸,孔隙由不規則多面體收所為接近球形,孔隙尺寸和數量減少,從而使試樣的表觀密度和線收縮率增大[19]。由晶體中空位平衡濃度C=Ae-μ/(KT)(其中μ為形成1個空位所需的內能,K為波爾茲曼常數)可知:溫度升高,空位的濃度增大,加速了燒結過程中的物質傳遞和致密化速率。
從圖 2還可以看出:試樣的線收縮率在 1 260~1 280 ℃之間產生了較大的變化。這可能是當燒結溫度達到1 280 ℃時,燒結體中開始出現了液相,加劇了樣品的收縮變形,并且使用該法制備泡沫金屬時聚氨酯海綿本身具有較大的孔洞,未經過傳統的粉末冶金中的壓制過程,粉末不致密,從而導致在燒結出現液相時樣品急劇收縮。
2.1.2 燒結溫度對力學性能的影響
圖3所示為不同燒結溫度下保溫60 min得到樣品的開孔率和抗彎強度。從圖3可以看出:在1 200~1 260℃之間,隨著燒結溫度升高,試樣的抗彎強度明顯提高。這是由于溫度越高,燒結致密化程度越高,顆粒間的結合強度越大,使得其抗彎強度越高。根據Griffith強度理論可知:彈性模量E、單位面積表面能γ和裂紋半長度C決定材料的強度,彈性模量E與斷裂應力σf成正比。而彈性模量E與開孔率有如下關系[20]:E=E0exp(-Bp)。式中:B為常數;E0為氣孔率為零時材料的彈性模量;p為開孔率。開孔率隨燒結溫度的升高而減小,因此,隨著燒結溫度的升高,開孔率減小,從而使彈性模量增大,抗彎強度提高。另外根據前面的分析,當溫度超過1 260 ℃后,試樣中開始形成液相,從而使部分孔筋被熔斷,使得材料整體抗彎強度減小,并且樣品產生嚴重變形。

圖3 燒結溫度與開孔率和抗彎強度的關系Fig.3 Relationship among sintering temperature,open porosity and bending strength
2.1.3 燒結溫度對微觀組織的影響
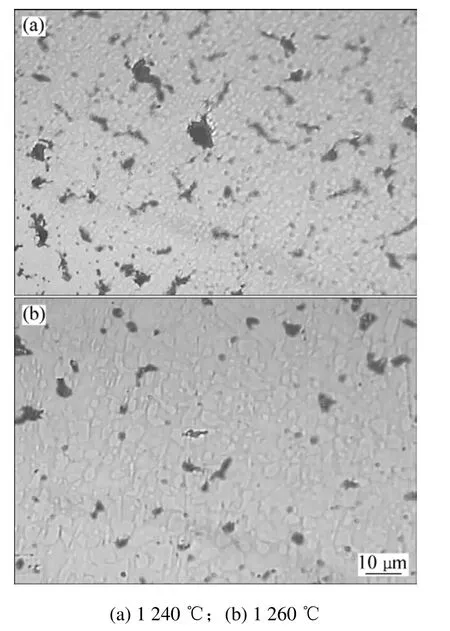
圖4 不同溫度下燒結樣品孔壁的金相照片Fig.4 Metallographic structures of sintered samples at different sintering temperatures
圖4所示為在相同保溫時間60 min下,于1 240 ℃和1 260 ℃得到的燒結體孔壁金相圖。從圖4(a)可見:溫度為1 240 ℃時,燒結顆粒之間產生局部結合,顆粒與顆粒之間形成燒結頸,在燒結頸項周圍仍然存在大量的孔洞,燒結體孔壁孔隙率較高,孔隙球化程度低,而且分布不均勻;而當溫度達到1 260 ℃時,燒結顆粒之間的結合基本完成,顆粒與顆粒之間由燒結頸項連接變為界面結合,原來的小顆粒合并為大顆粒,顆粒與顆粒間孔隙數量明顯減少,孔徑明顯變小,孔隙球化程度增大。這也說明:提高燒結溫度,燒結體的致密度增加,有利于力學性能的提高。這與前面的分析結果相一致。
2.1.4 燒結溫度對抗高溫氧化性的影響
表2所示為不同溫度燒結得到的燒結樣品在800℃下的氧化質量增加率。從表2可以看出:隨著燒結溫度的升高,單位質量燒結樣品的氧化質量增加率呈降低趨勢,說明燒結溫度的提高有利于提高燒結樣品的抗高溫氧化性。由前面的分析可知:樣品的燒結密度隨著燒結溫度的升高而增大,表明孔隙是影響該材料抗氧化性和耐蝕性能的主要因素,較多數量和較大尺寸的孔隙會增加氧氣與樣品的接觸面積,從而使抗氧化性降低。
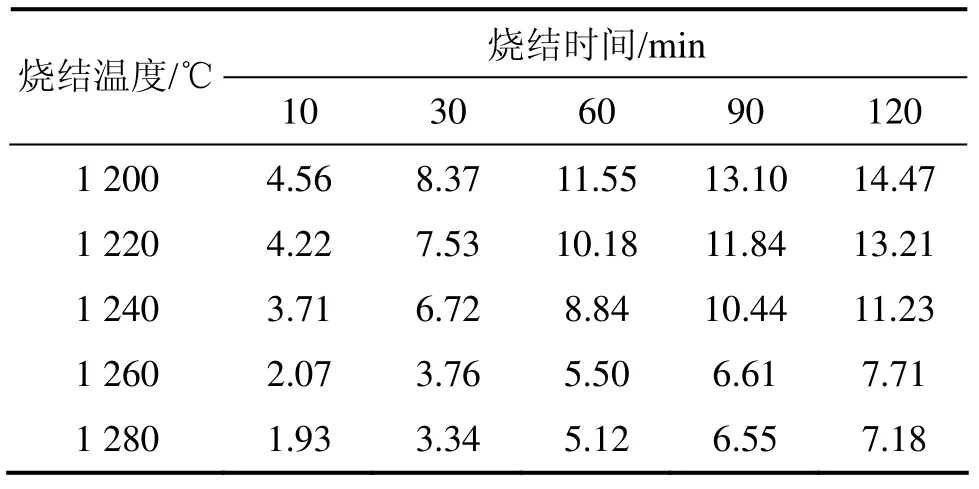
表2 不同燒結溫度下燒結樣品的氧化質量增加率Table 2 Oxidation increment ratio of sintered samples at different temperatures mg·g-1
2.2 保溫時間對不銹鋼泡沫性能的影響
保溫時間可由燒結溫度和所要求的孔隙度、孔隙形貌及材料的抗彎強度等決定。在燒結過程中,過長的保溫時間會使燒結制品的力學性能降低,這是因為增加保溫時間會導致晶粒長大,同時,高溫下長時間保溫會使孔壁的孔隙聚集,而這樣的大孔難以再收縮或消除,是材料的薄弱部位,容易導致材料破壞。根據以上燒結工藝的要求,本實驗研究了在1 260 ℃下分別保溫20,40,60和90 min對不銹鋼泡沫性能的影響。
表3所示為不同保溫時間下的表觀密度、線收縮率和開孔率。從表3可以看出:隨著保溫時間的延長,制品的線收縮率增大,但保溫時間對制品線收縮率的影響遠小于燒結溫度對其的影響;當保溫時間從20~90 min時,線收縮率僅變化 4.3%,而當溫度從1 200 ℃到1 280 ℃時,制品線收縮率變化9.8%。表觀密度跟線收縮具有相同的變化趨勢,也是隨著保溫時間的延長而增大,而開孔率與之相反。
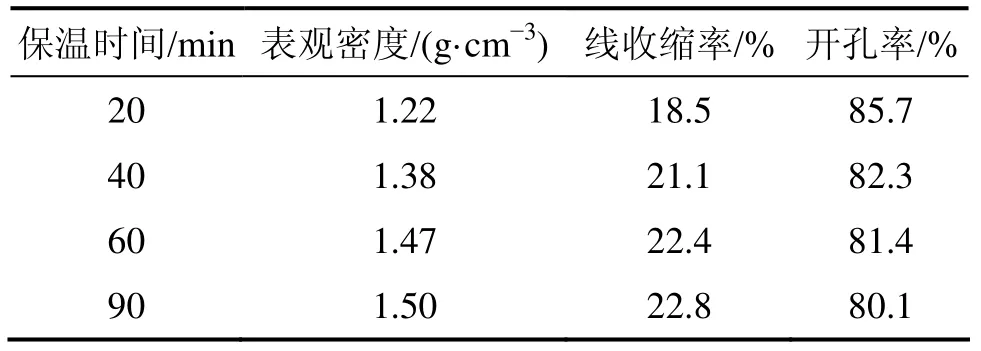
表3 不同保溫時間的表觀密度、線收縮率和開孔率Table 3 Apparent density, linear shrinkage rate and open porosity of sintered samples at different soaked time
圖5所示為在1 260 ℃溫度下不同保溫時間對制品抗彎強度的影響。由圖5可以看出:隨著保溫時間的延長,制品的抗彎強度增大,當保溫時間從20 min變化到60 min時,抗彎強度從46.1 MPa增加到56.8 MPa,抗彎強度增加比較大;當保溫時間在60 min和90 min之間時,對抗彎強度的影響比較小。
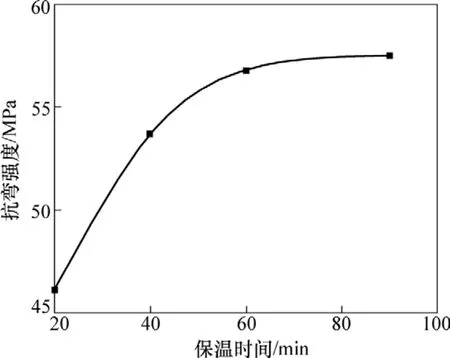
圖5 保溫時間與抗彎強度的關系Fig.5 Relationship between soaked time and bending strength
2.3 優化條件下不銹鋼泡沫的宏觀形貌與內部結構
圖 6(a)和 6(b)所示分別為前驅體和優化工藝條件下(1 260 ℃×60 min)制得的不銹鋼泡沫材料的宏觀形貌圖。由圖6可見:通過本工藝可以制備出具有良好三維通孔結構的泡沫材料,在整個制備過程中,樣品始終保持原有形貌,無開裂,無變形等缺陷;不銹鋼泡沫材料表面孔洞分布均勻且具有良好的網狀結構。
圖7所示為用該法制備的不銹鋼泡沫材料表面和內部截面的SEM圖。由圖7可以看出:不銹鋼泡沫內部與表面相似,孔洞分布也比較均勻,孔徑為1 mm左右,而且通孔性能良好,使多孔金屬具有較高的開孔率和良好的透氣性能。另外,在以上條件下制備的不銹鋼泡沫材料也具有較高的的力學性能,抗彎強度達到55 MPa以上。
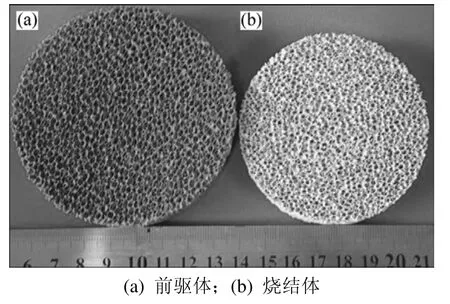
圖6 前驅體及燒結體的宏觀形貌Fig.6 Macro-structures of sample before and after sintering
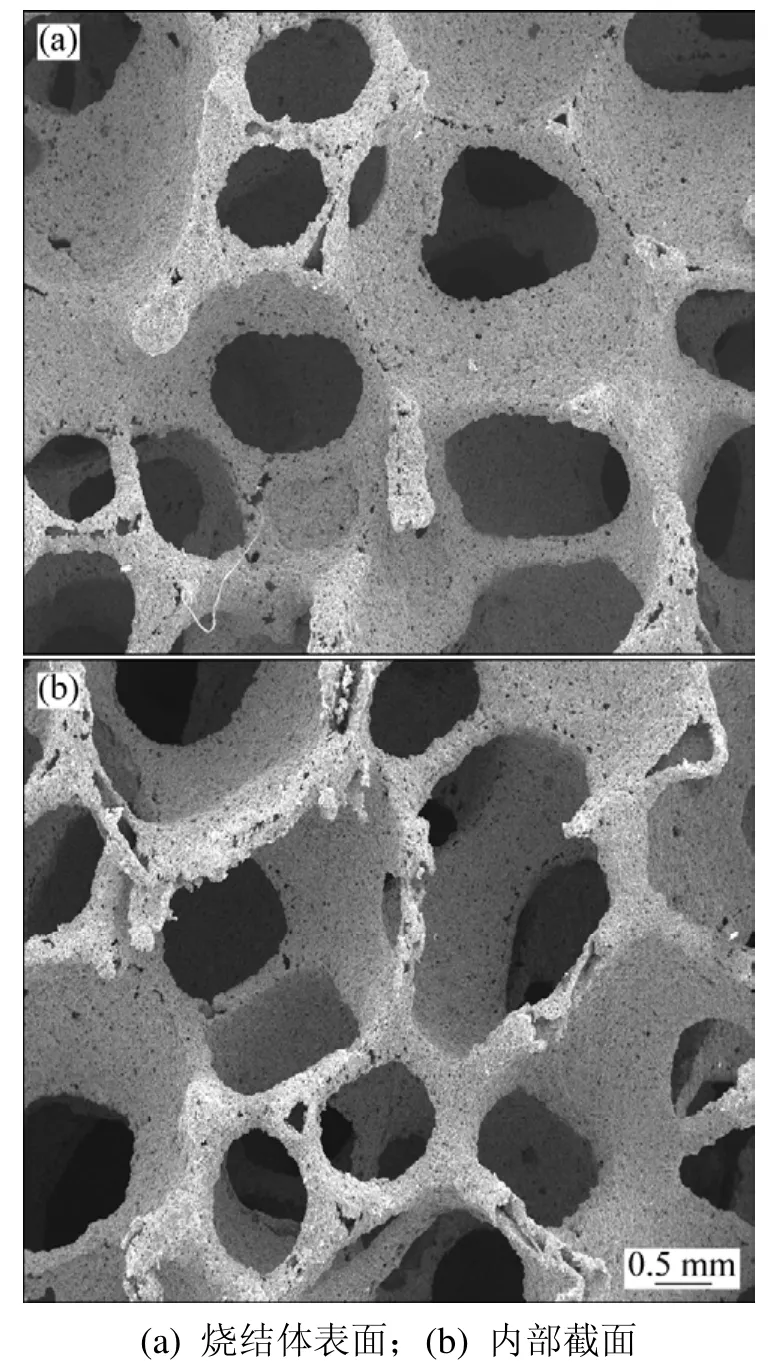
圖7 燒結體表面和內部截面的SEM圖Fig.7 SEM images of surface and Internal cross-section of sample
3 結論
(1) 不銹鋼泡沫材料的表觀密度、線收縮率以及抗氧化性隨溫度的升高而增大,開孔孔隙率隨溫度的升高而減小。抗彎強度在1 200~1 260 ℃之間隨溫度升高而增大,當溫度超過1 260 ℃時,其抗彎強度反而降低。
(2) 隨著保溫時間的延長,不銹鋼泡沫的表觀密度、線收縮率和抗彎強度增大,開孔孔隙率降低。但是,燒結溫度對不銹鋼泡沫的線收縮率、抗彎強度等性能方面的影響比保溫時間的影響大。
(3) 在1 260 ℃下保溫60 min 得到的不銹鋼泡沫材料具有良好的三維通孔結構、較高的開孔率和良好的透氣性能,其孔徑為1 mm左右,開孔率為81.4%,抗彎強度達56.8 MPa。
[1] Lefebvre L P, Banhart J, David C D. Porous metals and metallic foams:current status and recent developments[J]. Advanced Engineering Materials, 2008, 10(9): 775-787.
[2] Banhart J. Manufacture, characterisation and application of cellular metals and metal foams[J]. Progress in Material Science,2001, 46: 559-632.
[3] ZHANG Bo, CHEN Tian-ning. Calculation of sound absorption characteristics of porous sintered fiber metal[J]. Applied Acoustics, 2009, 70: 337-346.
[4] LIU Yu, GONG Xiao-lu. Compressive behavior and energy absorption of metal porous polymer composite with interpenetrating network structure[J]. Transactions of Nonferrous Metals Society of China, 2006, 16(Z1): 439-443.
[5] Thomas K M. Hydrogen adsorption and storage on porous materials[J]. Catalysis Today, 2007, 120: 389-398.
[6] 沈以赴, 吳鵬, 顧冬冬, 等. 激光燒結制備藕狀316不銹鋼多孔材料的微孔結構特征[J]. 航空學報, 2007, 28(5): 1236-1241.SHEN Yi-fu, WU Peng, GU Dong-dong, et al. Micropore structures of lotus-type porous 316 stainless steel prepared by laser sintering[J]. Acta Aeronautica et Astronautica Sinica, 2007,28(5): 1236-1241.
[7] Montasser M D, Khalil A K, Lim J M. Processing and mechanical properties of porous 316L stainless steel for biomedical applications[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(3): 468-473.
[8] Halil I B. A novel water leaching and sintering process for manufacturing highly porous stainless steel[J]. Scripta Materialia,2006, 55: 203-206.
[9] Ambrozio F, Lima D, Luis C P. Preparation and characterization of stainless steel filters[J]. Advances in Powder Metallurgy, 1992,5: 439-444.
[10] Banhart J,Baumeister J. Deformation characteristics of metal foams[J]. Journal of Materials Science, 1998, 33: 1431-1440.
[11] WANG Zhi-hua, MA Hong-wei, ZHAO Long-mao, et al.Studies on the dynamic compressive properties of open-cell aluminum alloy foams[J]. Scripta Materialia, 2006, 54(1):83-87.
[12] Park C, Nutt S R. Effects of process parameters on steel foam synthesis[J]. Materials Science and Engineering, 2001, 297:62-68.
[13] 喬吉超, 奚正平, 湯慧萍, 等. 粉末冶金技術制備金屬多孔材料研究進展[J]. 稀有金屬材料與工程, 2008, 37(11):2054-2058.QIAO Ji-chao, XI Zheng-ping, TANG Hui-ping, et al. Current status of metal porous materials by powder metallurgy technology[J]. Rare Metal Materials and Engineering, 2008,37(11): 2054-2058.
[14] Gulsoya H O, German R M. Production of micro-porous austenitic stainless steel by powder injection molding[J]. Scripta Materialia, 2008, 58: 295-298.
[15] 張冬平, 蔣業華, 盧德宏, 等. 熔體發泡法制備多孔泡沫鋼發泡劑的研究[J]. 鑄造技術, 2008, 29(5): 622-625.ZHANG Dong-ping, JIANG Ye-hua, LU De-hong, et al.Research on the foaming agent of porous steel prepared by smelting foaming[J]. Foundry Technology, 2008, 29(5):622-625.
[16] Kanetake N, Kobashi M. Innovative processing of porous and cellular materials by chemical reaction[J]. Scripta Materialia,2006, 54(4): 521-525.
[17] 周向陽, 李劼, 龍波, 等. 三維通孔或部分孔洞彼此相連多孔金屬泡沫及其制備方法: 中國, 200510032174.7[P].2007-03-28.ZHOU Xiang-yan, LI Jie, LONG Bo, et al. The preparation means of the porous metal foam with 3-D open cells or portion cells connected with each other: China, 200510032174.7[P].2007-03-28.
[18] 周向陽, 龍波, 李劼, 等. 前驅體制備對三維通孔不銹鋼泡沫性能的影響[J]. 中國有色金屬學報, 2006, 16(9): 1615-1620.ZHOU Xiang-yan, LONG Bo, LI Jie, et al. Effects of precursor preparation on performances of stainless steel foam with 3-D open cells network structure[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(9): 1615-1620.
[19] 趙密, 郭英奎, 俞澤民, 等. 燒結溫度對不銹鋼(316L)致密性及強度的影響[J]. 哈爾濱理工大學學報, 2000, 5(3): 105-107.ZHAO Mi, GUO Ying-kui, YU Ze-min, et al. Influence of sintering temperature on densification and flexural strength of stainless steel(316L)[J]. Journal of Harbin University of Science and Technology, 2000, 5(3): 105-107.
[20] 寶雞有色金屬研究所.粉末冶金多孔材料: 下冊[M]. 北京: 冶金工業出版社, 1978: 58-66.BAOJI Institute for Non-ferrous Metal Research. Porous materials by powder metallurgy: Last volume[M]. Beijing:Metallurgical Industry Press, 1978: 58-66.
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
