機車工字型中梁組焊工裝設計及焊接變形控制
2011-06-11 03:35:22傅利斌王大勇楊鑫華李雄飛
大連交通大學學報 2011年6期
傅利斌,王大勇,楊鑫華,李雄飛
(1.大連交通大學 材料科學與工程學院,遼寧 大連 116028;2.中國北車集團 大連機車車輛有限公司,遼寧 大連 116022)
0 引言
新西蘭機車中梁的材料主要選擇Q345-E的材料,屈服強度345 MPa.綜合力學性能、加工和焊接性良好,廣泛應用于橋梁、車輛、船舶、建筑、壓力容器等.中梁焊接采用富氬氣體(80%Ar+20%CO2)保護的焊接方法,操作簡單、生產效率高、熔深好、焊接變形和飛濺小、焊縫成形美觀、對油和銹的敏感性很低等優點.焊接材料選用牌號ER50-6氣體保護焊絲,焊絲的價格低廉,焊接成本低.
對于工字型中梁鋼結構的組對和焊接,其關鍵在于控制組對尺寸和焊接變形.組對尺寸可采用工裝保證,焊接變形一般可采用合理的焊接工藝、反變形法,剛性固定法等進行控制,焊后變形可通過火焰矯正,機械動力矯正法等進行處理[1-2].
1 技術要求
新西蘭機車中梁鋼結構,由上蓋板,下蓋板,立板三部分組成,長16 400mm.其中上下蓋板分別由三塊板拼接而成,立板由兩塊板拼接而成,中梁組對焊接完成后應保證底架組焊后的上撓度0~15mm的要求,且在全長范圍內的旁彎值不大于5mm,旁彎只允許凸向外側,工字形截面的角變形應加以控制.
2 組對焊接難點分析、計算及解決措施
中梁是魚腹形變截面工字梁結構,為底架主要的承載部件.中梁總長度為16 400mm,共有四條焊縫,焊接量大.其制造難點為:①中梁是魚腹形變截面工字梁結構,且其上下蓋板厚度不一,上蓋板為20mm,下蓋板為40mm,上下蓋板焊后容易產生角變形,縱向焊后容易產生下撓度;②中梁具有較高的強度及剛度和大的外形尺寸,組裝要求高,組焊成形后進行機械矯正的難度很大;③由于焊角大,焊接熱輸入量大,中梁產生的焊接變形大[2-4].
由于中梁各焊縫的焊角大,其焊后產生的縱向收縮量ΔL直接影響心盤距、車體全長尺寸及旋轉鎖的組裝,中梁全長需預留出一定的收縮量,同時為了方便中梁的組焊,兩頭各需預留出一定的工藝加長量,在中梁組焊完成后,畫線切割,因此中梁下料長度是一個非常重要的工藝參數.焊接收縮量 ΔL 的計算公式:ΔL=K2K1FHL/F[1],式中,ΔL為縱向收縮變形量(mm);FH為焊縫熔敷金屬的橫截面積(mm2);F為構件橫截面積(mm2);L為構件長度(mm);K1為系數,與焊接方法有關的系數,CO2氣體保護焊取0.043;K2為系數,n為層數
根據生產經驗,工字型結構收縮量
ΔL≈L/1 000=16 400/1 000≈16mm.
中梁上蓋板厚度僅為20mm,焊后極易向內收縮產生角變形,采用預壓反變形的方法加以控制.根據經驗分別向上折2°.如圖1所示.
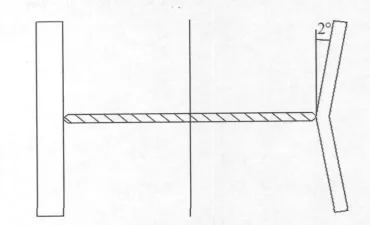
圖1 中梁預壓反變形示意圖
為保證中梁形成上撓度后與端部裝配滿足底架總長要求,現場需要適當研配,中梁兩端需要分別加長12mm的量.因此中梁整體放量為40mm,下料總長度為16 440mm.
采用將立板平放,上、下蓋板以立板為基準進行定位夾緊的方式進行組對焊接.在對中梁施焊前,立板須與組焊工裝水平支撐臺面緊密貼合,并輔以外力壓緊固定,底部墊實,使其變形得以控制.
采用剛性固定中梁下蓋板和上蓋板,減少因中梁上蓋板與中梁立板焊角大,熱輸入量大引起的上蓋板角變形.
依次進行立板、下蓋板和上蓋板的拼焊,開雙面V型坡口;采用多層多道焊接方式,每焊完一道都要采用錘擊法釋放焊接應力;每焊完一層,清理焊道,直至這條焊道焊完后,翻轉180°,將背面焊道清根處理后再按同樣的原則進行背面焊道的焊接.
立板與上、下蓋板的焊接利用焊接機器人進行成形焊接,采用逆向分段焊法,從中心向兩側施焊,先焊接中梁下蓋板與立板處角焊縫,然后再進行上蓋板與立板處角焊縫的焊接.
通過采取以上這些措施后,中梁上撓度基本控制在15mm,旁彎5mm以內,達到了設計要求.
3 組對工裝設計
根據以上的分析及中梁的尺寸特點,中梁組對夾具設計時采用液壓定位夾緊方式;考慮到需要組對的中梁尺寸較大,采用幾個閥分別控制不同的夾緊油缸;在定位面的選擇上,以中梁的中心線為整個中梁的定位基準,各零件的定位基準都從中心線定位,提高定位的組對精度[5].中梁可采用正對,反對,平對三種組對方式.由于上蓋板已經預先進行了反變形且正對和反對不易保證立板垂直度,所以采用將立板平放的方式進行組對,上下蓋板以立板為基準進行定位夾緊.
3.1 定位
將立板平放到平臺上,以立板為基準進行組對.考慮下料的誤差和變形,垂直方向的尺寸不能以上下蓋板側邊進行定位,由于設計要求立板與上下蓋板中心分別對齊,所以蓋板要與工裝胎面留有一定的間隙,通過加斜鐵進行垂直方向的調節,直到蓋板中心與立板對齊為止.
上蓋板已經進行了預先反變形,考慮到頂緊的方便與定位準確,因此橫向尺寸以上蓋板為基準進行的定位,在下蓋板處加設上下兩個頂緊裝置,調節下蓋板的垂直度,通過頂緊將上蓋板緊貼于定位塊.
中梁長度16 440mm,尺寸較長,為防止塌陷,特每隔1.5 m處加一支撐,以保證中梁旁彎值在5mm以內,且凹于內側.
3.2 組對工裝的設計
組對工裝結構如圖2所示.根據工藝要求,中梁在組對工裝上進行定位打底焊接,以防在移到翻轉工裝時產生變形.四條焊縫在組對工裝上必須能夠全部焊到,且操作者焊接方便,能夠對下面兩條焊縫進行點焊,對上面兩條焊縫進行打底焊.根據計算,下方空間高度753mm,寬度800mm,方便工人進行焊接操作.
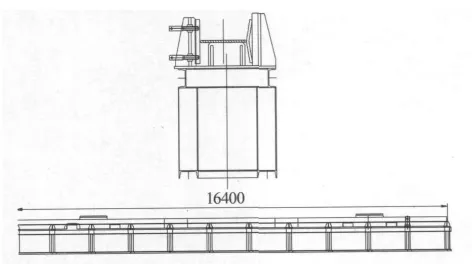
圖2 組對工裝示意圖
3.3 焊接中夾緊和剛性固定
機車中梁焊接是由上蓋板,下蓋板,立板組焊成的工字型焊接,根據施焊方案的不同,所需夾緊力的計算方法也不同.中梁焊接是將工字梁用定位焊裝配好,然后將其上的四條角焊縫一次焊成.
單位長度夾緊力的計算公式為:q=9.6Fwe/L2[6]
其中,Fw為焊縫縱向收縮力,單面焊時,Fw=1.7DK2(N);雙面焊時,Fw=1.15 × 1.7DK2(N),K為焊腳尺寸,D為工藝折算值,埋弧焊時 D=3000(N/mm2), 焊 條 電 弧 焊 時 D =4000(N/mm2);e為梁中性軸至焊縫截面重心的距離;L為工件的長度.
中梁焊接采用雙面焊,是焊條電弧焊,D=4000(N/mm2).K取8mm.焊縫縱向收縮力:Fw=1.15 ×1.7DK2(N)=1.15 ×1.7 ×4 000 ×82N=500 480 N.
梁中性軸至焊縫截面重心距離e為192mm.單位長度所需夾緊力:
q=9.6Fwe/L2=9.6 ×500480 ×192/164002=3.43 N/mm
綜上中梁焊接所需夾緊力:
F=qL=3.43 × 16 400 N=56.25 kN
根據工藝要求,中梁的四條長焊縫要求進行45°船形焊接,且要求在焊接中有剛性固定件對中梁進行固定以防出現過度的角變形.
如圖3所示,絲杠用于保證翻轉工裝在翻轉過程中固定件不至掉落.
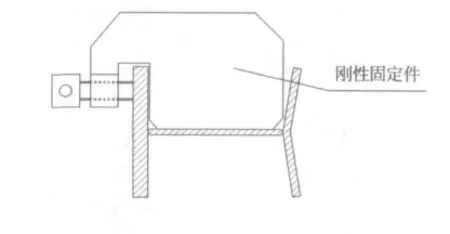
圖3 剛性固定結構示意圖
4 焊后矯正處理
工字形中梁焊完后,主要變形是翼緣的角變形.其長度長,上下蓋板厚度不一,下蓋板厚度40mm,上蓋板厚度20mm,焊接完成后,上蓋板收縮要比下蓋板大,容易產生下撓.
先矯正角變形,然后矯正撓曲變形和旁彎變形,最后矯正一些小變形.
對于角變形,采用機械矯正和熱矯正.工字形中梁焊接后,送至角變形矯正機床上進行矯正,通過壓緊調整輪控制角變形尺寸.通過機械矯正,可以消除大部分角變形;為保證上下蓋板的平面度要求,對余留變形采用熱矯正消除.矯正時,用氧化焰在翼板凸面與焊縫相對應的位置進行線狀加熱,加熱深度為翼板厚度的1/3~2/3,加熱線的寬度為翼緣板厚度的0.5~2倍;在冷卻后,可使翼板在厚度產生不均勻的橫向收縮,使原有的角度變形得以矯正,如圖4所示.
對于撓曲變形采用三角形加熱法矯正,不論向哪一方向彎曲,三角形頂點應在彎曲凹面一側,底邊在彎曲凸面一側的邊緣上,用中型焰加熱,加熱深度為翼緣的厚度.三角形布置及大小要根據變形程度而定,如圖5所示.如變形較大,灼烤的三角形面積適當大些,密一些,但不要造成反變形,灼烤三角形的尖部不要超過工字梁的中心軸線.
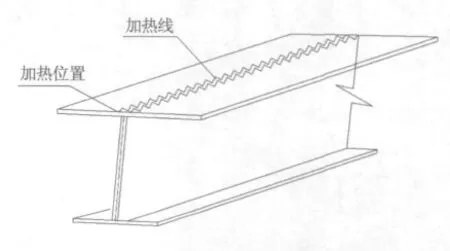
圖4 角變形的熱矯正示意圖
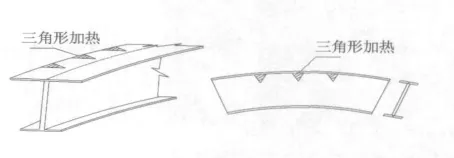
圖5 撓曲變形的熱矯正示意圖
采用上述方法后,如果一次矯正不能滿足設計要求,需要再次進行矯正,但一般不超過三次,盡量避免在同一位置反復加熱,以免對鋼材組織和矯正效果產生不利的影響.
對于其他小變形,總原則是先矯正整體變形,后矯正局部變形.當然,如先矯正局部變形對整體變形的矯正有利時,可以先矯正局部變形.運用火焰矯正時,加熱溫度要控制在700℃左右,最高溫度不得超過800℃[7-8].
5 結論
機車工字型中梁鋼結構按照上述組對順序和工藝方法,采用反變形、預放量、焊接時采用45°船形焊和在專用組對工裝的保證下,控制了焊接變形.焊后采用機械和火焰的矯正處理方法,減少焊接變形和焊接應力,保證了焊接組對質量,其工藝方法可行,滿足設計要求.
[1]方洪淵.焊接結構學[M].北京:機械工業出版社,2008.
[2]田錫唐.焊接結構[M].北京:機械工業出版社,1982.
[3]YANG Xin-hua,WANG Chun-sheng,CHANG Li,et al.Numerical simulation of the welding deformation for the side sill of the bogie frame based on local-global method[J].China Welding,2007,16(4):11-14.
[4]SONG Xing-kui,YANG Xin-hua,WANG Yue-dong.Modeling and simulating for multi-pass welding process of large welded structures[C].Proceedings of ICDMA 2010:944-946.
[5]李雄飛,王大勇.A型貨運電力機車底架組焊工裝設計[J].大連交通大學學報,2011,32(5):110-112.
[6]王政.焊接工裝夾具及變位機械[M].北京:機械工業出版社,2001.
[7]黃國定.怎樣防止焊接應力與變形[M].北京:機械工業出版社,1982.
[8]付榮柏.焊接變形的控制與矯正[M].北京:機械工業出版社,2006.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
