PROTOS2-2卷煙設備效率提升改進研究
2011-06-23 03:01:52曾凡軍
裝備制造技術 2011年10期
劉 程 ,曾凡軍
(1.常德卷煙廠設備工程部,湖南常德415000;2.湖南文理學院,湖南常德415000)
在湖南中煙公司整合之前,常德卷煙廠引進超高速設備PROTOS2-2-GDH1000S,用途是生產中低檔煙。由于中低檔煙與高檔品牌煙絲結構的差異,煙絲中含梗,煙絲填充值較高,可達到6 cm3/g,煙絲可加工性好。超高速卷煙機PROTOS2-2運轉正常,設備能高速運行,設備車速可開1.6萬支/min,設備效率約在90%,煙支空、稀頭較少,廢品率約1.8%。
成立湖南中煙公司以后,公司與廠部為發揮設備效益,明確提出超高速設備必須用于生產高檔品牌,以充分發揮設備效益。因為超高速設備代表著煙草行業最新技術,控制系統大量采用工業總線,用伺服控制系統取代了傳統的齒輪傳動,減少了機器噪音和機械維修量,設備價值昂貴,一整套設備總價值FOB價格在930萬歐元以上。
通過試生產,我們發現PROTOS2-2生產高檔品牌時,由于品牌煙絲結構的特異性,煙絲是純葉絲,其填充值約為4.0 cm3/g,與其他品牌相比,導致煙絲的可加工性下降,具體在PROTOS2-2超高速卷煙機上,VE部分頻繁堵絲,設備效率低下,設備車速只能運行在1.2萬支/min以下,有時甚至低于1.0萬支/min,設備效率不到70%,煙支空頭嚴重,煙支廢品率居高不下,達到2.5%。
1 研究方向與對策
1.1 探討新的吸絲通道尺寸
針對上述問題,我們需對VE2-2部分吸絲成型部分進行研究,探討新的吸絲通道尺寸,如圖1所示。
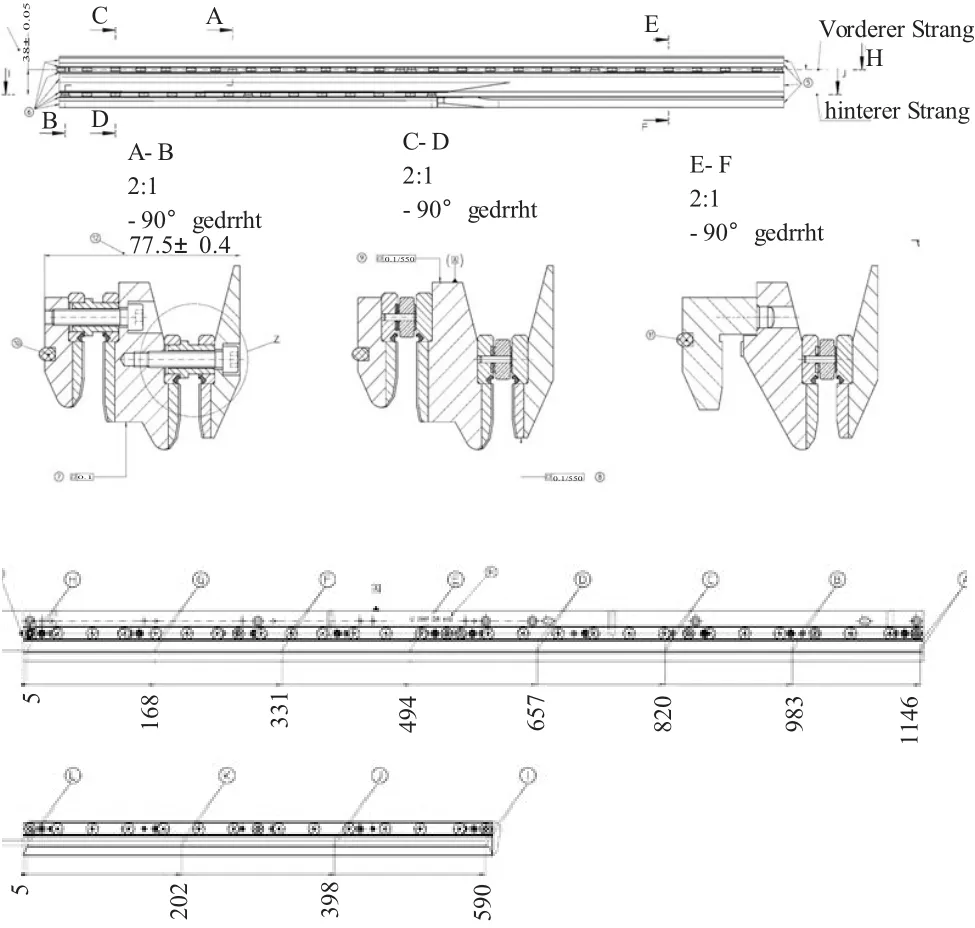
圖1 吸絲通道導軌圖
目前超高速卷煙機吸絲通道為8 mm煙道,該煙道由風室導軌直接定位,寬度無需調整。如圖2(a)所示。后導軌(1)支承于導條(2)之上,加工成錐形的導軌工作面確保煙道從h=7.7 mm擴寬到a=8.5 mm。
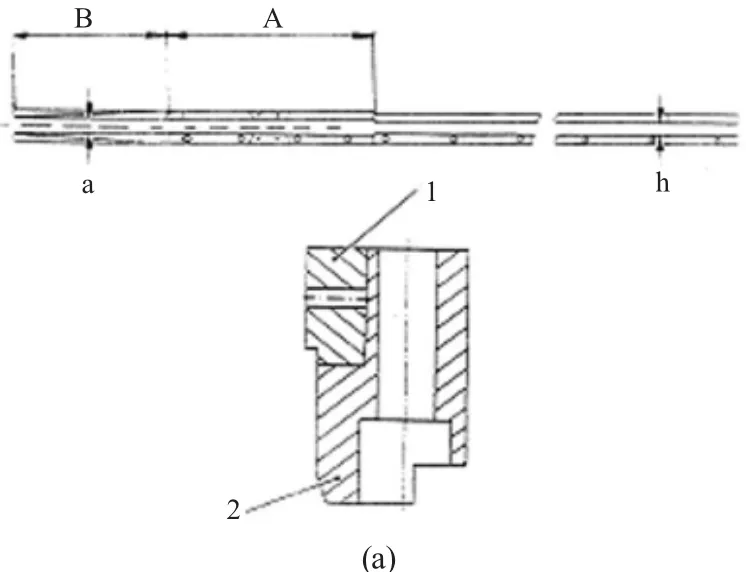
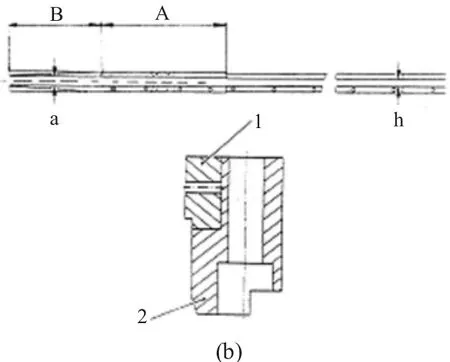
圖2 吸絲通道
通過分析研究,查閱了《PROTOS2-2維修說明書》,并與設備制造廠商德國Hauni公司研討,初步確定新的吸絲通道尺寸,選定新的煙道尺寸為9 mm。選定超高速卷煙機新的吸絲通道為9 mm煙道,如圖2(b)所示。后導軌(1)支承于導條(2)之上,加工成錐形的導軌工作面確保煙道從h=7.7 mm擴寬到a=9.5 mm。
1.2 零部件尺寸的重新配套設計安裝
根據新的吸絲通道尺寸,對前后導軌、翼板、平整盤、舌頭、吸絲帶輪等零部件尺寸,重新配套設計安裝,與新的吸通道配套,并更換新的吸絲帶。如圖3、圖4所示。

圖3 翼板圖
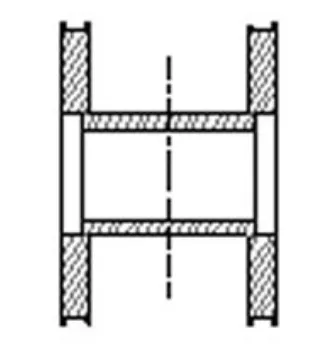
圖4 帶輪示意圖
1.3 調整零部件位置間隙
平整刀盤之間間隙0.1 mm;平整刀盤到槳葉輪之間隙0.3 mm;括刀到平整刀盤之間隙)0.1 mm;平整刀盤到遂道頰板之間隙0.5~0.7 mm;煙槍入口舌與煙槍入口區之間的距離7.6 mm。
各部件示意圖如圖5。
圖5 部件示意圖
2 預期達到的技術經濟指標
(1)設備運行速度在1.4萬支/min以上,設備效率提高10%以上,達到80%以上。
(2)產品品質提升,煙支空、稀頭減少,廢品率控制在2%以下。
3 改進效果
通過改進,效果明顯,并已通過交驗程序。超高速卷煙機PROTOS2-2已經能運行在1.4萬支/min以上,設備綜合效率從68.8%提升到80.9%,廢煙率約1.4%,達到了改造目的。
所產生的經濟效益是:
(1)改造完成后,設備堵絲故障基本解決,設備效率得到有效提升,設備穩定運行速度在1.4萬支/min以上,設備效率提高了10.9%以上。煙支品質得到提高,廢品率控制在2%以下。
(2)上述問題獲得有效解決后,在其余的3組設備上推廣應用。
(3)通過推廣應用,4組設備改造后每年(一年以250 d計算)可以多生產高檔香煙10.3萬大箱,創造經濟效益51.5億元。
4 結束語
通過將吸絲通道由8 mm改為9 mm,并重新設計相應零部件尺寸,優化調整相關部件間隙,改進效果明顯,證明了技術改造是成功的,達到了預期目標。
[1]成大先.機械設計手冊(第五版)[K].北京:化學工業出版社,2010.
[2]GB/T 4249-1996,公差原則[S].
[3]王知行,鄧宗全.機械原理[M].哈爾濱:哈爾濱工業大學出版社,2003.
[4]孫 恒,傅則紹.機械原理[M].北京:高等教育出版社,1990.
[5]華中農學院,華南農學院,武漢工學院,西南農學院,華中農學院.機械設計[M].北京:人民教育出版社,1980.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
商周刊(2017年9期)2017-08-22 02:57:49
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32