
公差原則在零件設(shè)計(jì)中的應(yīng)用與分析
2011-06-23 03:02:10謝源
裝備制造技術(shù) 2011年12期
謝源
(閩西職業(yè)技術(shù)學(xué)院機(jī)械工程系,福建 龍巖 364021)
機(jī)械零件的幾何精度,決定于尺寸、形狀和位置誤差的綜合影響。因此在零件設(shè)計(jì)時(shí),對同一被測要素除給定尺寸公差外,還應(yīng)根據(jù)其功能和互換性要求,給定形狀公差或位置公差。公差原則就是確定形狀公差、位置公差和尺寸公差之間相互關(guān)系的原則。
1 公差原則的分類
公差原則分為獨(dú)立原則和相關(guān)要求原則,相關(guān)要求原則又分為包容要求原則和最大實(shí)體要求原則,最小實(shí)體原則。
1.1 獨(dú)立原則
獨(dú)立原則是指圖樣上給定的尺寸公差與形位公差各自獨(dú)立,分別滿足要求的公差原則。在機(jī)械設(shè)計(jì)和制造中,獨(dú)立原則是基本的公差原則。采用獨(dú)立原則時(shí),形位誤差無論在局部實(shí)際尺寸公差內(nèi)的任何尺寸時(shí),均應(yīng)限制在圖樣上給定的形位公差值內(nèi)(未注形位公差按未注形位公差規(guī)定值確定)。
1.2 相關(guān)原則
相關(guān)原則是指圖樣上給定的的尺寸公差與形位公差相互有關(guān)。
其中包容要求原則,是指要求被測要素的實(shí)際輪廓,不得超越最大實(shí)體邊界的原則;采用包容原則時(shí),要求實(shí)際要素處處位于最大實(shí)體尺寸的理想包容面內(nèi)。所以采用包容原則時(shí),被測要素的形位誤差完全被尺寸公差控制,這時(shí)被測要素的形位誤差應(yīng)限制在被測要素的尺寸公差值內(nèi)。換言之,當(dāng)尺寸公差在形位公差誤差限制值內(nèi)時(shí),被測要素的形位誤差值則都由形位誤差的限制值限定控制而不許超過。
而最大實(shí)體原則,是要求被測要素和(或)基準(zhǔn)要素的實(shí)際輪廓偏離最大實(shí)體狀態(tài)時(shí),形狀公差、位置公差獲得補(bǔ)償?shù)囊环N公差原則;采用最大實(shí)體原則時(shí),被測要素的形位誤差除圖樣上給定的公差值外,還可以從被測或基準(zhǔn)要素的尺寸公差得到一定的補(bǔ)償值,這時(shí)被測要素的形位誤差,限制在圖樣上規(guī)定的形位公差以及被測或基準(zhǔn)要素的尺寸公差,給予被測要素的形位誤差補(bǔ)償值之和內(nèi)。
下面對不同公差原則的應(yīng)用進(jìn)行分析。
2 獨(dú)立原則的應(yīng)用
在應(yīng)用獨(dú)立原則時(shí),尺寸公差與形位公差之間互不相關(guān),不存在補(bǔ)償關(guān)系,尺寸公差是控制實(shí)際尺寸的變動量,不隨形位誤差的變化而改變,形位公差只控制被測要素的型位誤差,不隨實(shí)際尺寸的變化而改變。
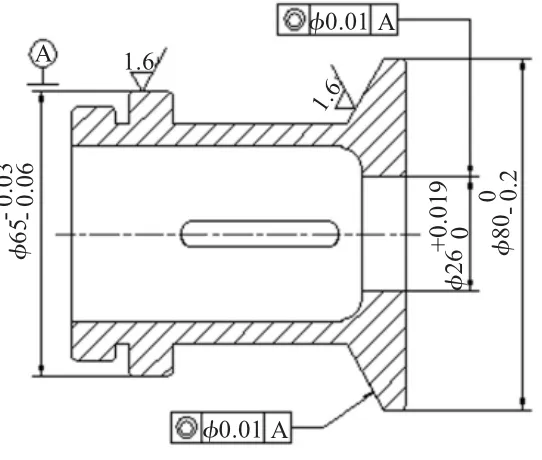
圖1 彈簧夾頭圖
如圖1示的彈簧夾頭,為保證工作中的定心精度,要求夾頭內(nèi)孔Φ 26mm及錐面對導(dǎo)向部位Φ 65mm均應(yīng)保證較高的同軸度,而且形位公差的數(shù)值比尺寸公差的數(shù)值小,即無論內(nèi)孔及錐面在尺寸公差范圍內(nèi)的任何尺寸,工作性能均要求同軸度誤差不得大于0.01 mm,當(dāng)實(shí)際尺寸在尺寸公差范圍內(nèi),影響工作性能的關(guān)鍵是形位誤差,而不是實(shí)際尺寸的誤差。
同理,對錐面而言,影響彈簧夾頭定心精度的關(guān)鍵,是錐面對導(dǎo)向部位的同軸度,而不是錐面的尺寸大小。由于工作性能上要求有較高的形位精度,所以在制造中不允許擴(kuò)大形位誤差的數(shù)值,即形位誤差不允許從尺寸公差中得到補(bǔ)償,在這種情況下的標(biāo)注,必須采用獨(dú)立原則標(biāo)注。
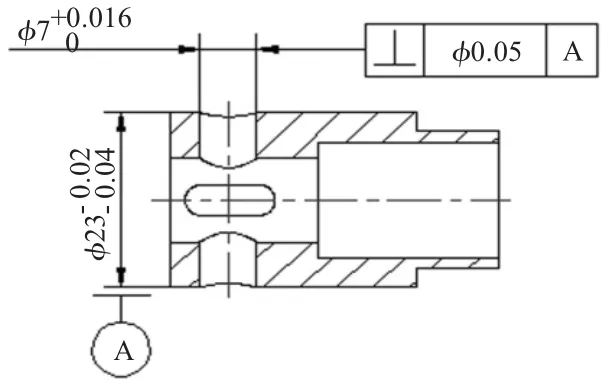
圖2 導(dǎo)向零件圖
未注形位公差視為獨(dú)立原則,主要應(yīng)用在零件對形位公差要求較低的場合,這些部位的形位公差可以通過尺寸公差加以控制,或者可以在加工工藝過程加以控制,其數(shù)值按未注形位公差規(guī)定的數(shù)值確定,但未注形位公差,并不意味著這些部位的形位誤差可不必要求,誤差制可以任意增大。
3 包容原則的應(yīng)用
應(yīng)用包容原則時(shí),孔、軸實(shí)際輪廓不得超越最大實(shí)體邊界,即其作用尺寸或關(guān)聯(lián)作用尺寸,不超出最大實(shí)體尺寸,且局部實(shí)際尺寸不超出最小實(shí)體尺寸。
如圖3所示的車床刀架中的絲杠螺母機(jī)構(gòu),為了保證絲杠旋轉(zhuǎn)時(shí)通過螺母直線移動帶動刀架運(yùn)動,應(yīng)保證螺母Φ 35 mm圓柱部位與刀架孔間有較高的配合要求,即要求有較高的間隙配合,最小間隙為零,最大間隙+0.041 mm,便于螺母沿絲杠軸向移動時(shí),能因絲杠軸線直線度精度而保證平穩(wěn)移動,又不能因間隙太大而影響刀架的移動均勻性及工作時(shí)的振動。同時(shí)Φ 35 mm圓柱部位軸線與M22×5螺紋軸線間又應(yīng)保證嚴(yán)格的垂直度要求,在這里要求垂直度Φ 0.01 mm,使螺母圓柱部位Φ 35 mm在保證配合要求的同時(shí),能達(dá)到與絲杠順利裝配并正常工作,顯見垂直度和配合間隙將相互影響。像這類零件在互換性裝配中,不但要求保證較嚴(yán)格的配合性質(zhì)要求,即要求保證嚴(yán)格的最小間隙或最小過盈量,而且該配合部位裝配和工作中,同時(shí)還應(yīng)與某一相關(guān)部位保持嚴(yán)格的位置度要求。為了既保證互換性裝配,即要求滿足兩相關(guān)部位間的嚴(yán)格的位置度的關(guān)系,又使裝配后能達(dá)到所需的的配合性質(zhì),即要求滿足配合處的嚴(yán)格的配合間隙或過盈量的要求,應(yīng)采用關(guān)聯(lián)要素的包容原則。
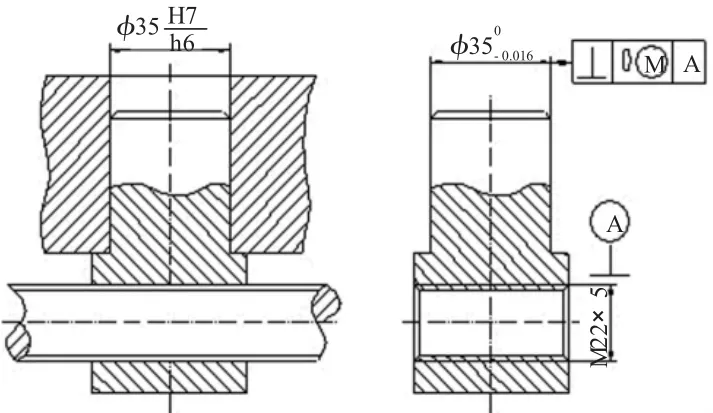
圖3 絲杠螺母機(jī)構(gòu)圖
圖3所示為采用關(guān)聯(lián)要素的包容原則標(biāo)注。當(dāng)Φ 35 mm圓柱部位處于最大實(shí)體尺寸時(shí),Φ 35 mm軸線與M22×5螺紋軸線垂直度必須為零,當(dāng)Φ 35 mm圓柱部位偏離最大實(shí)體尺寸時(shí)才允許兩軸線間垂直度誤差存在,最大為0.016 mm,這時(shí)雖然垂直度誤差大于設(shè)計(jì)上的0.01 mm,但卻能夠保證設(shè)計(jì)上的要求。
當(dāng)按M22×5螺紋軸線裝配后將使Φ 35 mm圓柱部位軸線垂直度誤差達(dá)到Φ 0.016 mm,垂直度誤差會引起Φ 35 mm圓柱部位配合間隙的變化,使直徑方向上的間隙減小0.016 mm,而我們知道,這時(shí)圓柱部位實(shí)際尺寸為Φ 34.984 mm,這時(shí)的配合間隙仍然符合設(shè)計(jì)要求。如果采用獨(dú)立原則,則Φ 35 mm當(dāng)圓柱部位處于最大實(shí)體尺寸時(shí),允許Φ 35 mm軸線與M22×5螺紋軸線間垂直誤差雖為0.01 mm,但顯然這時(shí)在裝配后,將保證不了Φ 35 mm圓柱部位的配合間隙(將出現(xiàn)過盈配合)。
所以,對于既要求滿足互換性裝配,又要求裝配后達(dá)到較高的配合性質(zhì)要求的零件,采用關(guān)聯(lián)要素的包容原則,既可以保證兩方面的要求,又可以利用尺寸公差對形位公差的補(bǔ)償而便于制造。雖然有時(shí)實(shí)際形位誤差值超過設(shè)計(jì)值,但綜合考慮其尺寸公差與形位公差兩者的相互作用,還是符合設(shè)計(jì)要求的。
如圖4所示的皮帶輪與軸的裝配,以及機(jī)床中滑移齒輪與軸的裝配,還有一般滾動軸承內(nèi)圈與軸的裝配等,主要應(yīng)保證裝配后零件某一部位的配合要求,不要求同時(shí)保證嚴(yán)格的位置度要求。比如皮帶輪與軸裝配時(shí)主要保證Φ 30 mm部位的配合準(zhǔn)30,而輪子端面與軸間只要一點(diǎn)接觸起軸向定位,并不要求在滿足準(zhǔn)30配合時(shí)。孔軸線與端面的垂直度要求(即不要求端面裝配時(shí)應(yīng)與軸肩貼合)。這時(shí)宜采用單一要素的包容原則。
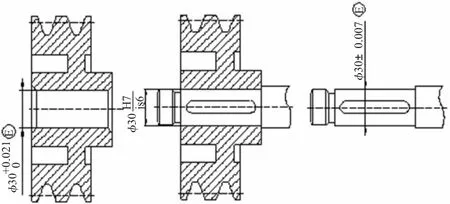
圖4 皮帶輪與軸的裝配圖
這樣,當(dāng)配合處軸孔均處于最大實(shí)體尺寸時(shí),可確保在最不利情況下的裝配,也能達(dá)到所需的配合要求,如果采用其他原則,則不能實(shí)現(xiàn)這一目的。
4 最大實(shí)體原則的應(yīng)用
應(yīng)用最大實(shí)體原則時(shí),被測要素的實(shí)際輪廓應(yīng)遵守實(shí)效邊界,即在給定長度上,處處不得超出實(shí)效邊界,作用尺寸或關(guān)聯(lián)作用尺寸不得超出實(shí)效尺寸,且局部實(shí)際尺寸不得超出最大和最小實(shí)際尺寸。
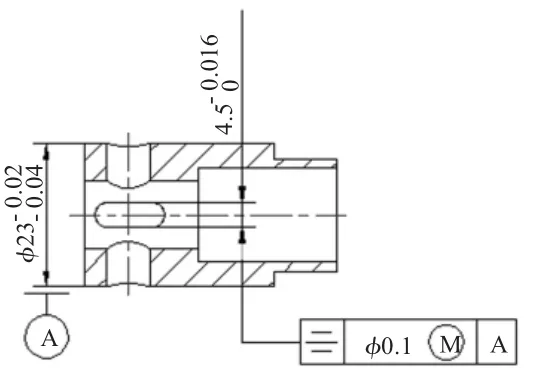
圖5 導(dǎo)向零件圖
這類零件工作性能要求不高的部位,該部位對性能的影響,并不是由形位誤差起關(guān)鍵性的作用,而是由形位誤差和尺寸公差兩者的綜合作用決定的,且其配合處僅僅要求滿足互換性裝配的目的,而不要求滿足較高的配合性質(zhì)的要求時(shí),應(yīng)采用最大實(shí)體原則。
如圖5所示,可知當(dāng)槽與螺釘尺寸均處于最小實(shí)體尺寸時(shí),定位槽對導(dǎo)向外圓對稱度雖增大至0.26 mm,但考慮尺寸公差和形位公差的綜合作用的偏轉(zhuǎn)量,仍然不超過設(shè)計(jì)上允許的偏轉(zhuǎn)量0.42 mm,這樣利用尺寸公差對形位公差進(jìn)行補(bǔ)償,以擴(kuò)大形位公差值,方便了制造。
像機(jī)器上的法蘭和箱體端蓋上的螺孔,往往主要是達(dá)到螺栓的互換性裝配,而對配合性質(zhì)并不要求(只要求有最小裝配間隙即可),而且工作性能對形位誤差并不嚴(yán)格要求,所以均宜采用最大實(shí)體原則標(biāo)注。
5 結(jié)束語
總之,在確定采用哪種公差原則標(biāo)注時(shí),首先從保證工作性能上的設(shè)計(jì)要求出發(fā),再結(jié)合制造上的工藝、經(jīng)濟(jì)等問題來決定。
[1]馬正元.幾何量精度設(shè)計(jì)與檢測[M].北京:機(jī)械工業(yè)出版社,2001.
[2]李 萍.試論公差原則在機(jī)械設(shè)計(jì)中的應(yīng)用[J].,山西機(jī)械,2001,(4):11-13.
[3]孫曉玲.《公差原則》國標(biāo)在精度設(shè)計(jì)中的應(yīng)用[J].中國標(biāo)準(zhǔn)化,1994,(11):12-14.
[4]李莉.《公差原則》標(biāo)準(zhǔn)的分析及應(yīng)用[J].航天標(biāo)準(zhǔn)化,2007,(3):27-30.
[5]于鳳云.公差原則中的最小實(shí)體要求與零件的精度設(shè)計(jì)[J].煤礦機(jī)械,2004,(12):18-20.
