全自動鋰電池卷繞機的設計
2011-06-28 02:57:32楊振宇何佳兵姜無疾
電子工業專用設備 2011年7期
關鍵詞:檢測
楊振宇,何佳兵,姜無疾
(中山職業技術學院機械系,廣東中山 528404)
鋰離子電池由于高效、清潔、使用方便等優點,得到越來越廣泛地應用,鋰離子電芯卷繞機是生產鋰離子電池的關鍵設備。目前我國的大多數鋰電生產行業仍采用兩工位、兩卷繞頭的半自動卷繞機作為鋰電池電芯生產的主要方式,這種生產方式,需要人工放入極片,不但生產效率低下,而且容易造成極片污染,卷繞電芯也不能達到良好的一致性,以保證鋰電池具有高可靠的安全性能[1]。本文主要從機械構成上介紹一種三卷繞頭的全自動鋰電池電芯卷繞機的設計。
1 全自動卷繞機的工作過程
全自動鋰電池卷繞機主要解決自動放料、卷繞、貼終止膠帶、下料4個主要工序的自動化銜接問題,以大幅提高生產效率,保證電芯成品的卷繞精度和一致性。全自動卷繞機的工作過程如圖1所示。
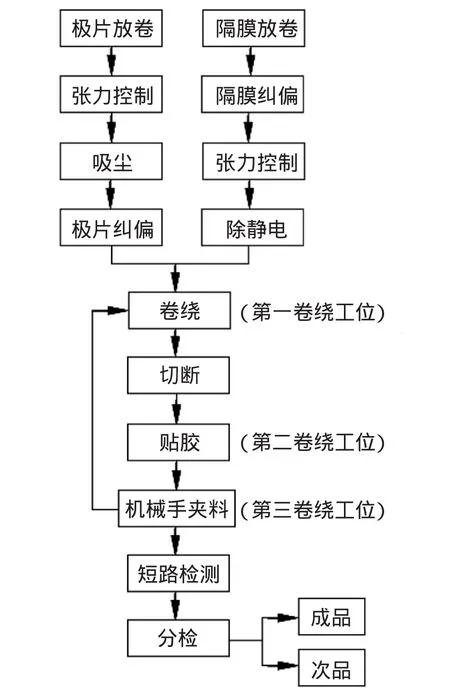
圖1 全自動鋰電池卷繞機的生產工藝流程
首先,正、負極片料卷以及隔膜料卷進行主動放料,各料帶在依次進入卷繞部的輸送過程中,分別經過張力控制、除塵、除靜電、極片糾偏、品質監測等環節,然后在引導輪和極片導送機構的牽送下進入卷繞部,在進入卷繞部時,正、負極和隔膜的相對位置,決定了鋰離子電池的安全性能[2],卷繞的隔膜要包住電極,防止正、負極短路。卷繞部有3個工位,包括3個卷繞頭,依次完成卷繞→貼膠→下料,卷繞好的電芯成品由下料機械手在下料工位取下,同時進行短路檢測,然后送入傳輸裝置,經過光電傳感器進行計數后,由輸送帶送至成品箱,檢測到的不合格品,被篩檢進入次品箱。
2 全自動卷繞機的總體結構設計
全自動鋰電池卷繞機主要由正負極片、隔膜輸送部件,卷繞部件,終止膠帶貼膠裝置,下料機械手及檢測裝置,成品傳送和分檢,以及電氣控制和人機控制系統所構成,其總體結構如圖2所示。
2.1 正、負極片和隔膜的輸送部件
正、負極片和隔膜的輸送裝置主要由放卷架、張力控制、除塵裝置、糾偏裝置、導送裝置等組成。
(1)放卷及糾偏裝置。正、負極片料卷及隔膜料卷的放卷架為單懸臂雙支承結構,采用交流伺服電機驅動,主動放卷,并設有伺服系統自動糾偏機構,帶氣控閥的氣動自動脹緊裝卷。
(2)張力控制裝置。由張力擺臂、與擺臂聯接的編碼器和多個過渡輪構成,形成對擺臂位置偏移的閉環控制,可實現恒張力控制,張力可通過人機界面進行參數設定,以進行張力調節。
(3)除塵裝置。該裝置采用旋轉毛刷雙面清理,負壓抽吸的方式除去極片兩面上的灰塵。
(4)過程糾偏裝置。由檢測機構和執行機構構成,光電傳感器檢測極片基準邊緣,以確定極片是否偏移,然后控制執行機構調整極片位置偏移。
(5)送極片裝置。由伺服電機驅動,用于將極片準確導入卷繞部,并確保極片在極片導送機構上的分布定位,同時實現自動補償。
2.2 卷繞部件
該部件采用三卷繞頭、三工位運行方式,單向氣動撥針、卷針及三工位轉盤均由交流伺服電機驅動,實現運動過程的閉環控制。卷繞完成后的正負極片切斷和隔膜切斷采用高壽命剪刀進行氣動裁切。
2.3 終止膠帶送進裝置
膠帶卷采用被動放卷方式,由氣缸完成開卷、壓緊端頭和進行裁切,膠帶卷繞長度可按要求設定。
2.4 下料機械手及檢測裝置
采用氣動機械手夾持電芯并回轉下料,在下料機械手的翻轉過程中同時實現電芯成品的短路檢測。
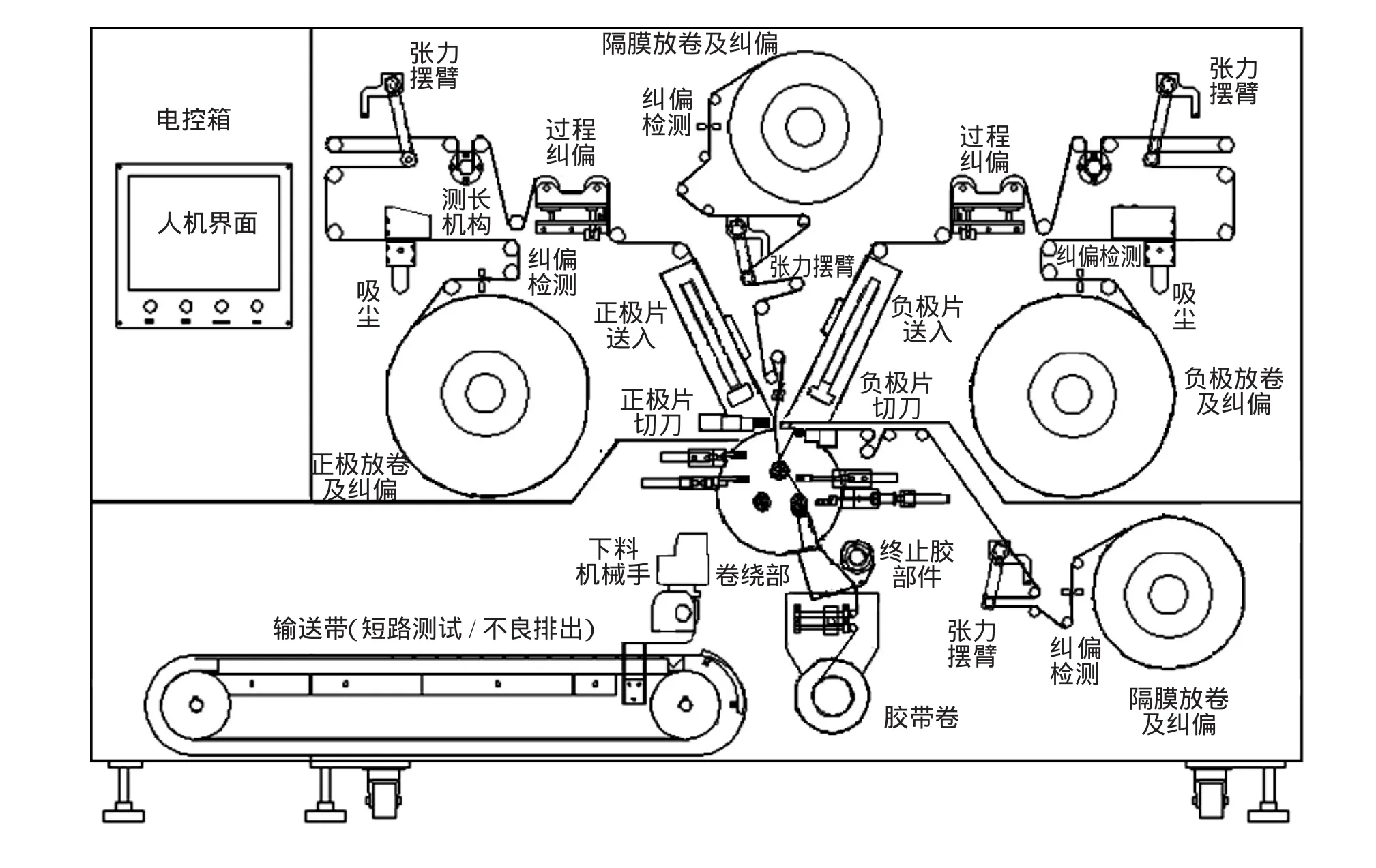
圖2 全自動鋰電池卷繞機的總體結構示
2.5 成品電芯輸送部件
采用皮帶輪斷續輸送,與整機的生產節拍一致,輸送帶水平布置,合格品、不良品檢測后進行分檢收集。
2.6 電氣控制和人機控制系統
電氣控制箱設在機臺側方,采用松下FP2-C2可編程控制器進行控制,并進行PLC輸入輸出模塊的擴展,以實現張力控制、糾偏控制以及伺服運動控制,對卷繞過程中電芯短路、料帶缺陷、少極耳、未貼膠、接帶進行檢測和處理。
3 放卷和糾偏裝置設計
極片或隔膜在導向輥上傳送時,由于導向輥加工精度、輥面質量以及安裝精度的影響,會使極片上張力分布不均勻,從而產生料帶傳輸位置的偏移。另外,由于極片邊緣不齊或表面不平整、斷面厚度不均勻都會造成料帶的跑偏。本設備的糾偏按糾偏位置不同分為放卷時糾偏和過程糾偏。糾偏檢測采用光電檢測傳感器檢測料帶邊沿,根據射源和光電頭之間透光量的大小,來跟蹤和反映極片邊緣位置的變化軌跡,并控制伺服糾偏機構進行快速糾偏。圖3所示為放卷和糾偏裝置,其主要由伺服糾偏電機、由絲杠和直線導軌構成的浮動機架、糾偏輥以及用于脹緊料卷的脹緊機構和脹緊氣缸構成。PLC根據光電傳感信號發送處理后的糾偏信息給電機驅動電路,驅動伺服電機帶動浮動機架進行直線運動,從而使與之相連接的糾偏輥反向移動,通過糾偏輥與極片之間的摩擦力使得極片反向偏移,從而實現糾偏過程。
4 卷繞機構設計
圖4所示為全自動鋰電池卷繞機的卷繞機構,圖示方向為后視位置。它包括1個翻轉齒輪,3個卷繞軸按圖示位置以齒輪軸為中心均勻分布于翻轉齒輪面上,翻轉齒輪與由翻轉電機所驅動的驅動齒輪相嚙合,翻轉齒輪帶動安裝在其上的3個卷繞軸繞其中心軸進行旋轉,以實現3個卷繞軸卷繞工序的銜接和循環,翻轉齒輪上有用于穩定卷繞工位的定位槽,與氣缸驅動的定位塊相配合,用于穩定翻轉齒輪轉動的位置。
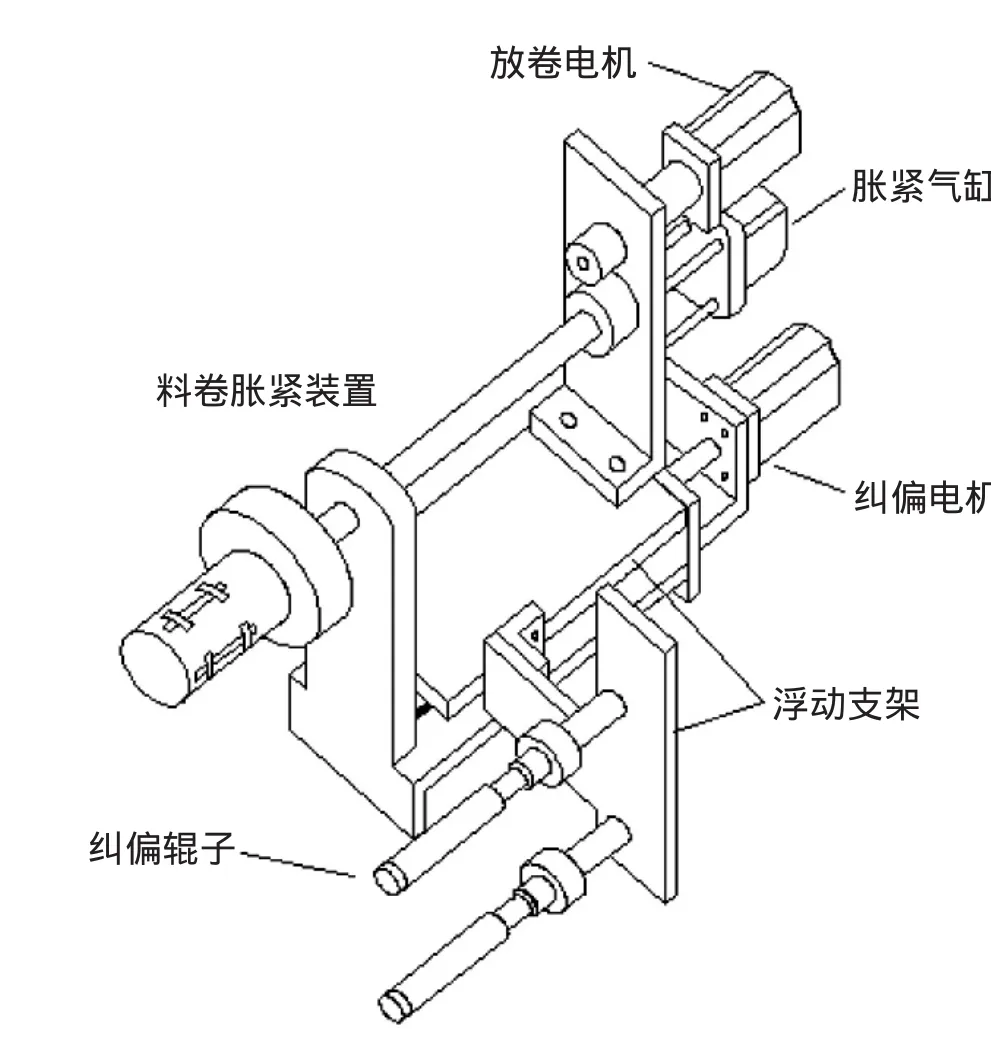
圖3 放卷及糾偏機構
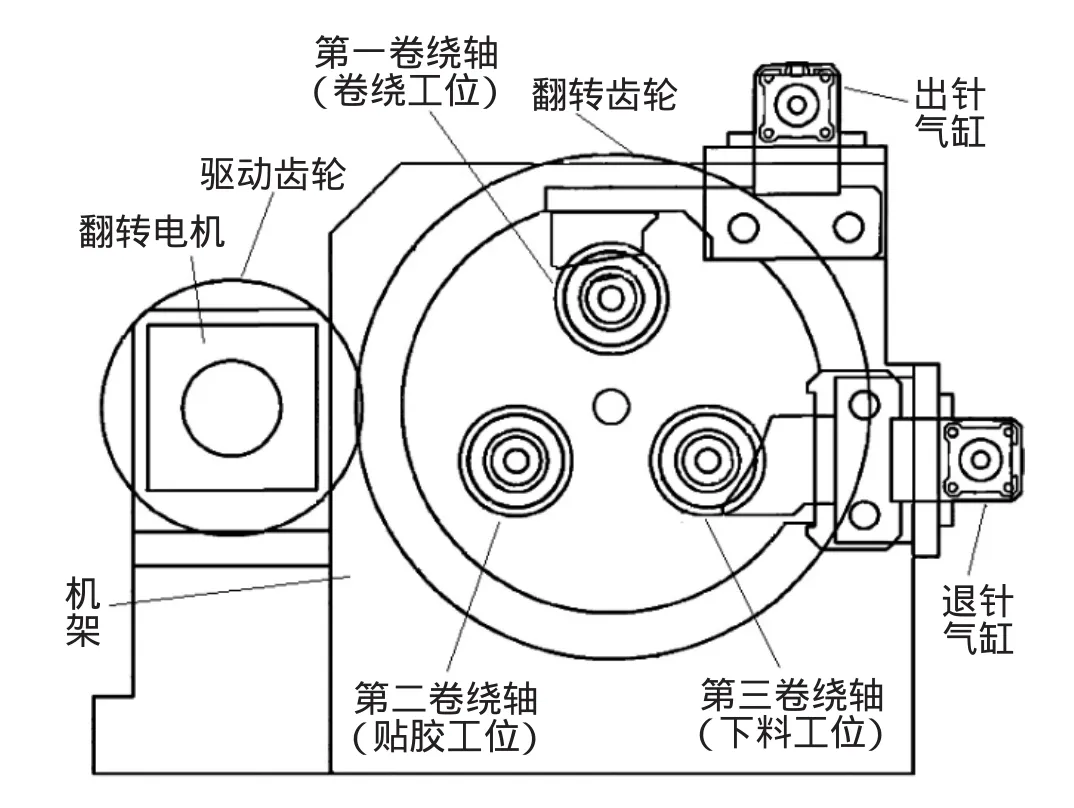
圖4 卷繞機構
3個卷繞軸為中空的軸,分別安裝有各自的卷針組件,卷針組件可以繞翻轉齒輪軸公轉以實現工位轉換,也可以在卷繞電機驅動下自轉以實現電芯卷繞,同時,卷針組件在出針氣缸或推針氣缸及其相應撥塊機構的驅動下,可以在卷繞軸中伸出或縮回,以實現電芯卷繞或電芯落料。其中,圖4所示位于翻轉齒輪最上端的第一卷繞軸位置為卷繞工位,在此位置完成電芯的卷繞,圖示的第二卷繞軸位置為貼膠工位,在此位置切斷極片和隔膜,并給完成卷繞的電芯貼上終止膠帶,圖示的第三卷繞軸位置為下料工位,在此位置下料機械手夾取電芯落料。
5 結束語
目前,日本生產商所制造的鋰電池卷繞設備已經實現生產的高度自動化,具有較高的生產效率、定位精度和成品率。我國現階段大部分設備生產廠家的技術設備仍相對落后,生產效率低,成本高,產品質量不穩定,產能不能滿足市場需求。隨著鋰電技術的不斷發展,鋰離子電池將會在通信、電子儀器儀表、動力汽車等領域得到更深層次的開發應用,尤其是在我國電動自行車的生產和規模還有很多的潛力和發展空間[3],這都使鋰電設備尤其是鋰電池生產過程中最關鍵的電池卷繞設備,具有良好的發展前景。本文所闡述的三卷繞頭全自動卷繞機是一種高自動化、功能齊全、運行可靠的卷繞機,生產效率可以達到每分鐘10~12個,已達到國內鋰電裝備制造的先進水平。
[1]楊振宇.國內鋰電裝備行業發展現狀和趨勢[J].電工工業專用設備,2010,39(7):29-31.
[2]吳雪平.鋰離子電池生產過程中的重要質量管控點[J],電池,2008,38(5):305-308.
[3]戴永年.鋰離子電池的發展狀況[J],電池,2005,35(3):193-195.
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48