復(fù)雜曲面葉片的數(shù)控加工技術(shù)探討
2011-07-07 08:49:04劉國(guó)群劉祖其盧麗琴
制造業(yè)自動(dòng)化 2011年23期
劉國(guó)群,劉祖其,盧麗琴
(1.浙江萬(wàn)向系統(tǒng)有限公司,杭州 311202;2.四川托普信息技術(shù)職業(yè)學(xué)院,成都 611743)
0 引言
2010年4月23至25日,由四川省教育廳主辦,四川航天職業(yè)技術(shù)學(xué)院承辦的2010年四川省職業(yè)院校學(xué)生《復(fù)雜部件造型、多軸聯(lián)動(dòng)編程與加工》全國(guó)數(shù)控大賽預(yù)選賽。這次大賽由4個(gè)零件裝配而成,4個(gè)零件精度要求都高,零件1(如圖1所示)為車(chē)、銑復(fù)合件零件,件2、件3為車(chē)削零件,件4為銑削零件。4個(gè)零件加工部位包括環(huán)槽、封閉凹槽、凸起、圓角、錐度、光孔、切槽、內(nèi)外螺紋及螺旋葉片等,尺寸精度和葉片加工已成為本次大賽的關(guān)鍵技術(shù)。考慮到篇幅內(nèi)容太多,本文只對(duì)包含有葉片的零件圖件1進(jìn)行了分析和研究。如圖1所示。筆者是這次省級(jí)選拔賽指導(dǎo)教師,成功解決了葉片數(shù)控大賽中的有關(guān)技術(shù)問(wèn)題。現(xiàn)將這次大賽葉片數(shù)控加工介紹如下。
1 葉片的數(shù)控加工及關(guān)鍵技術(shù)
1.1 零件圖的分析
認(rèn)真分析零件圖。了解零件的幾何尺寸、尺寸精度、形位公差、表面粗糙度等技術(shù)要求,了解零件的材料、毛坯種類(lèi)、加工性能等。
1.2 葉片的數(shù)控加工方法
葉片加工的復(fù)雜性在于其葉身部分由復(fù)雜曲面組成。多年來(lái),工業(yè)發(fā)達(dá)國(guó)家曾經(jīng)先后研究出葉片的多種加工方法,如鑄造成形后修光法、石蠟精密鑄造法、電火花加工法、三坐標(biāo)仿形加工等,這些制造方法不僅效率低,而且質(zhì)量也差。如果采用四軸數(shù)控加工中心銑削葉片,具有加工工裝少、效率高、精度高、質(zhì)量好等優(yōu)點(diǎn)。
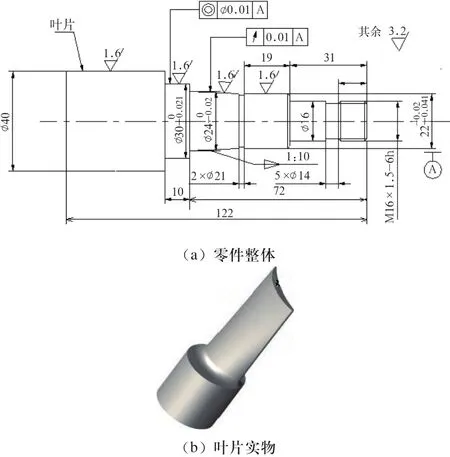
圖1 零件圖件1
1)葉片的數(shù)控加工工藝分析
零件圖件1完成車(chē)削加工后,應(yīng)進(jìn)行葉片加工。選四軸聯(lián)動(dòng)加工中心(華中數(shù)控系統(tǒng))銑葉片,四軸聯(lián)動(dòng)的數(shù)控加工中心,可以加工出高質(zhì)量的復(fù)雜曲面。裝有一個(gè)分度精密的旋轉(zhuǎn)工作臺(tái),進(jìn)行自由分度。將零件裝在旋轉(zhuǎn)工作臺(tái)上,用夾具將葉片樟頭固定在機(jī)床的旋轉(zhuǎn)工作臺(tái)上,另一端使用頂尖頂住葉尖尾部的工藝卡頭,這樣葉片就能隨機(jī)床的工作臺(tái)作旋轉(zhuǎn)運(yùn)動(dòng),其旋轉(zhuǎn)軸通常為機(jī)床的a軸。只需一次裝夾,就可以完成葉根的全部加工任務(wù),足以保證葉片的各個(gè)部分的精度達(dá)到設(shè)計(jì)要求。
在加工中,刀具沿機(jī)床的3個(gè)平移坐標(biāo)方向作進(jìn)給運(yùn)動(dòng),形成刀具相對(duì)葉身的連續(xù)環(huán)繞運(yùn)動(dòng)軌跡。每換一把刀具都要對(duì)刀,每把刀具的長(zhǎng)度必須很精確。加工路線分粗銑、半精銑、精銑三次切削。根據(jù)葉片的加工要求選用3把銑刀。01號(hào)刀:粗加工,選環(huán)形銑刀(ф12高速鋼 );02號(hào)刀:半精加工,選球形銑刀 (ф8高速鋼 ): 03號(hào)刀:精加工,選球形銑刀(ф6高速鋼)。全部采用冷卻液降低銑削溫度,粗加工余量留0.5 mm ,精車(chē)余量留0.2mm。
2)葉片數(shù)控加工的關(guān)鍵技術(shù)
葉片加工一直是數(shù)控加工領(lǐng)域具有挑戰(zhàn)性的課題,其需要解決的問(wèn)題復(fù)雜繁多,如葉片建模、葉片的加工方式選擇、葉片的過(guò)切、清根處理等。
1.2.1 葉片建模
葉片建模是數(shù)控加工的前提條件,根據(jù)葉片的設(shè)計(jì)數(shù)據(jù)或?qū)嵨餃y(cè)量數(shù)據(jù),應(yīng)用CAD/CAM軟件功能方便直觀,可以直接在點(diǎn)、線、曲面、實(shí)體上產(chǎn)生刀軌,生成葉片的三維幾何模型。
1)構(gòu)建截面線
按設(shè)計(jì)給定數(shù)據(jù)繪制出各個(gè)平面上的截面線,葉片是由五個(gè)截面相同的曲線組成,在建模時(shí),先作出一個(gè)截面,葉盆和葉背上的型線均為自由曲線,進(jìn)排氣邊緣為一段圓弧。
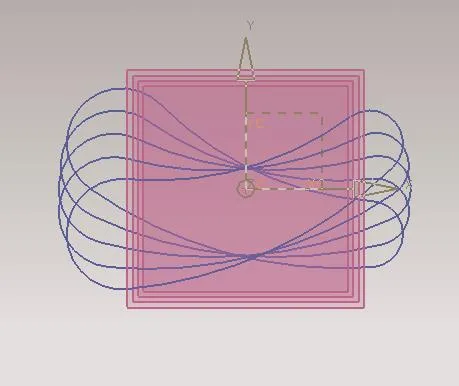
圖2 葉片截面線
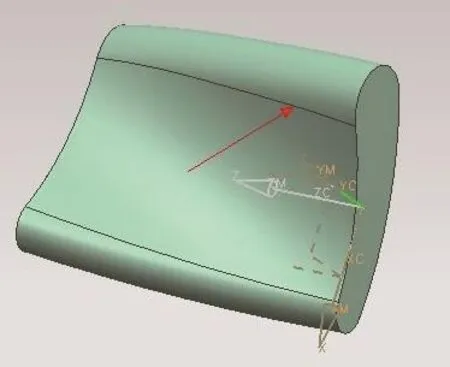
圖3 葉片平滑效果圖
將各曲線光滑過(guò)渡,并保證各段曲線的連續(xù)。然后根據(jù)給定的扭轉(zhuǎn)角將各個(gè)平面上的曲線通過(guò)命令進(jìn)行旋轉(zhuǎn),得到一組空間曲線,如圖2所示。在建模時(shí)要考慮到后面的加工,因此在建模的時(shí)候?qū)⑷~片的第一個(gè)截面沿順時(shí)針?lè)较蛐D(zhuǎn)了20°。在后面加工的時(shí)候可以大大節(jié)約時(shí)間,省去了不少不必要的刀路。
2)構(gòu)建曲面
在葉片截面完成后,將所得到的截面線通過(guò)創(chuàng)建、曲面等操作,可以得到葉片的葉身型面,用UG里面的曲面組的方式將截面連接起來(lái),就可得到平滑后的效果圖,如圖3所示。從這個(gè)圖可以看出。葉片的背部形狀較規(guī)則,呈現(xiàn)出類(lèi)似于圓柱面,較容易加工。
1.2.2 葉片刀具軌跡的計(jì)算
刀具軌跡生成是自由曲面數(shù)控加工的核心部分,在自由曲面的多坐標(biāo)數(shù)控加工中,刀具軌跡的優(yōu)劣直接影響其加工精度和加工效率。
1)刀具切觸點(diǎn)的確定
刀具切觸點(diǎn),是指刀具在加工過(guò)程中與被加工零件的理論接觸點(diǎn)。從幾何關(guān)系上考慮,刀具與加工面的接觸關(guān)系為點(diǎn)接觸。如圖4所示。
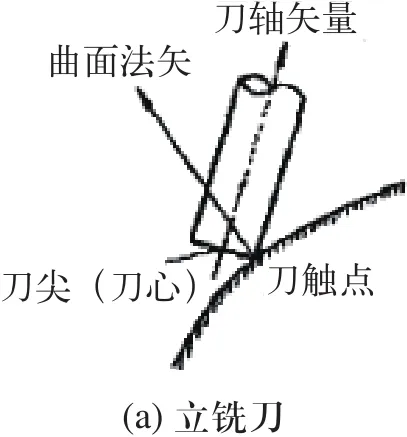
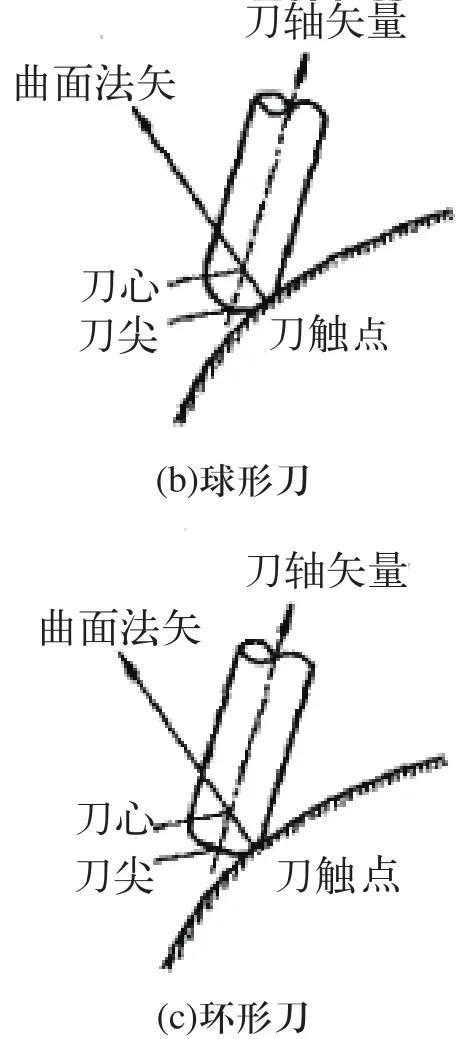
圖4 不同刀具的切觸點(diǎn)
2)球形刀加工原理
采用球形刀端銑加工自由曲面,球形刀球面具有法矢自適應(yīng)性,如圖5所示,球形刀刀心約束在加工曲面的等距面上,刀軸矢量則可以根據(jù)曲面形狀和約束面(包括導(dǎo)動(dòng)面和檢查面)的形狀和位置而改變,不論刀具路徑如何規(guī)劃,只要刀具半徑小于被加工曲面的凹主曲率半徑,則不會(huì)發(fā)生局部曲率干涉,均能銑削出所要求的曲面形狀。
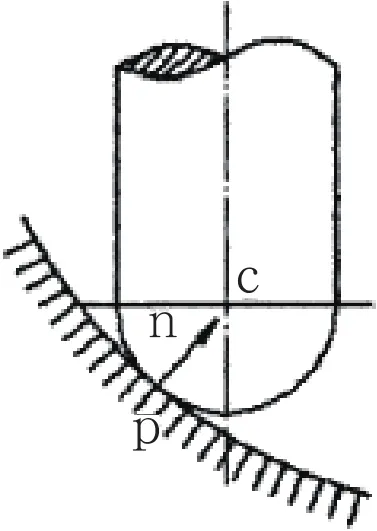
圖5 球形刀與加工表面的關(guān)系圖
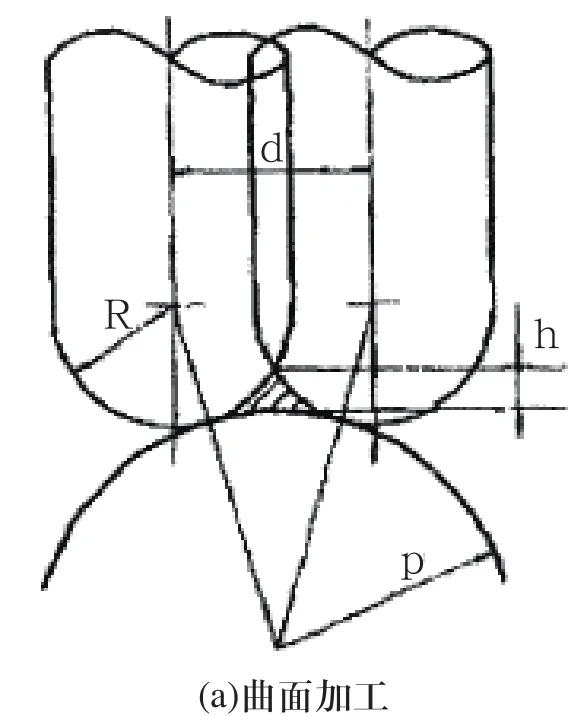
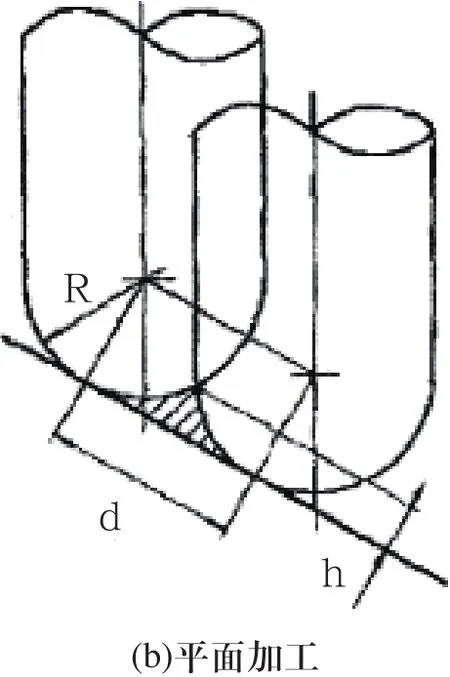
圖6 走刀步長(zhǎng)與殘留高度的關(guān)系
3)球形刀刀位計(jì)算如下
rco=rp+Rn
式中:rco:刀心的矢徑;
Rp:乍加工表面上切觸點(diǎn)p的矢徑;
R:刀具半徑;
n:加工表面在p點(diǎn)處的單位法矢量;
可將上式寫(xiě)成分量的形式;
4)走刀行距的計(jì)算
走刀行距是指相鄰兩行刀具軌跡之間的最短線間距,用以確定刀具軌跡的疏密程度,其大小是影響曲面加工精度和效率的重要因素。因此,為了既滿足加工精度和表面粗糙度的要求,又要有較高的生產(chǎn)效率,必須合理確定走刀行距。通常,用球形刀加工曲面時(shí),刀痕在切削行間構(gòu)成了殘留高度h,由圖6 (a)所示的幾何關(guān)系可以看出,殘留高度h與切削行寬度d之間的關(guān)系為:

若允許的最大殘留高度為εh,經(jīng)推導(dǎo)可得切削行寬度:

式中R為刀具半徑;kb為加工表面沿切削行進(jìn)給方向的法曲率,p=1/kb。
1.2.3 葉片的刀軸矢量計(jì)算與干涉分析
1)四坐標(biāo)數(shù)控加工刀軸矢量的計(jì)算
四坐標(biāo)加工的特點(diǎn)是刀具可以同時(shí)具有X,Y,Z三個(gè)方向和繞工件的轉(zhuǎn)動(dòng)進(jìn)給。轉(zhuǎn)動(dòng)圍繞a加工軸,在采用球形刀加工時(shí),球形刀端點(diǎn)與加工表面切觸時(shí)切削速度為零,切削性能較差,為了保持切削速度的相對(duì)穩(wěn)定和加工質(zhì)量,通常將刀軸置于葉片表面法矢和進(jìn)給方向切向矢量所在的平面之內(nèi),此表面即球形刀端銑加工的擺刀平面。
2)干涉分析
數(shù)控機(jī)床加工葉片時(shí)由于刀具軌跡路線,刀具選擇等原因可能產(chǎn)生與工件的干涉,嚴(yán)重影響加工質(zhì)量。在四坐標(biāo)數(shù)控加工葉片曲面的加工過(guò)程,刀軸矢量常用的干涉修正方法有三種碰撞干涉類(lèi)型:
(1)刀具與相鄰葉片之間的干涉:解決干涉方法最具代表性的將曲面離散化,采用截面法進(jìn)行干涉檢驗(yàn),以刀觸點(diǎn)和刀具軸線構(gòu)成截平面,根據(jù)截線與截線的位置關(guān)系進(jìn)行干涉檢驗(yàn)。當(dāng)干涉發(fā)生時(shí)需對(duì)干涉刀位進(jìn)行修正。修正的原則是保持切觸點(diǎn)不變,在可行域內(nèi)搜索新的刀具矢量使用迭代法試刀具曲線與葉輪曲面的法矢重合。
(2)刀具與自身葉片之間的干涉:根據(jù)曲面法矢調(diào)整刀軸以減小待加工面過(guò)切的方法。根據(jù)曲面特征調(diào)整刀具加工軌跡并旋轉(zhuǎn)刀矢。對(duì)加工路線進(jìn)行整體考慮以調(diào)整刀具。使用過(guò)小的刀具會(huì)使加工循環(huán)次數(shù)增多,降低效率。可在初期加工時(shí)使用較大半徑的刀具,在最終加工過(guò)程中使用較小半徑的球頭銑刀。本文采用最小距離追蹤的方法和自由曲面投影的方法對(duì)刀軸矢量進(jìn)行干涉檢驗(yàn)與修正。
(3)刀具與被加工區(qū)域相鄰區(qū)域之間的干涉:采用四坐標(biāo)銑床加工葉輪時(shí),刀具與被加工區(qū)域相鄰區(qū)域之間的干涉。多出現(xiàn)于葉輪表面曲率半徑小于刀具半徑,故在干涉分析時(shí)需要對(duì)曲面進(jìn)行整體分析,確定最小曲率半徑,設(shè)定最大刀具半徑。按照等距面設(shè)計(jì)出的刀具軌跡不易產(chǎn)生該情況的干涉。
處理好以上三種碰撞干涉類(lèi)型,就只需解決刀桿的碰撞干涉問(wèn)題了。
1.2.4 葉片的加工方式設(shè)定
葉片的加工分三大步:把葉片擺放在旋轉(zhuǎn)工作臺(tái)上,并與機(jī)床主軸成90°的位置裝夾固定好。首先,加工兩個(gè)葉片的中間部分型線;然后將旋轉(zhuǎn)工作臺(tái)旋轉(zhuǎn)為正向設(shè)置的角度,加工葉片右邊的側(cè)面;最后再轉(zhuǎn)動(dòng)工作臺(tái)為反向設(shè)置的角度,加工葉片的左面?zhèn)让娌糠帧<庸r(shí),每換一把刀具都要進(jìn)行如此的步驟。
葉片通常是自由曲面,需要進(jìn)行粗加工、半精加工和精加工。為了提高加工效率,葉片粗加工后,要注意兩個(gè)問(wèn)題,一面是軸部,一面有頂針,銑刀都不能接觸,因此要設(shè)定兩個(gè)干涉面,如圖7所示,側(cè)面余量為0.3mm,底部面余量為0.5mm。
葉片粗加工后,葉片的余量較小,半精加工是球頭刀,因此只需要在軸部設(shè)定干涉面,球刀不會(huì)碰到頂尖。
葉片半精加工銑削過(guò)程:葉片中間輪廓→葉片右邊輪廓→葉片左邊輪廓→葉片中間端面半圓弧→葉片端面右邊半圓弧→葉片端面左邊半圓弧→葉片端面角度平面→葉片端面定位槽。葉片半精加工后的效果圖如圖8所示。
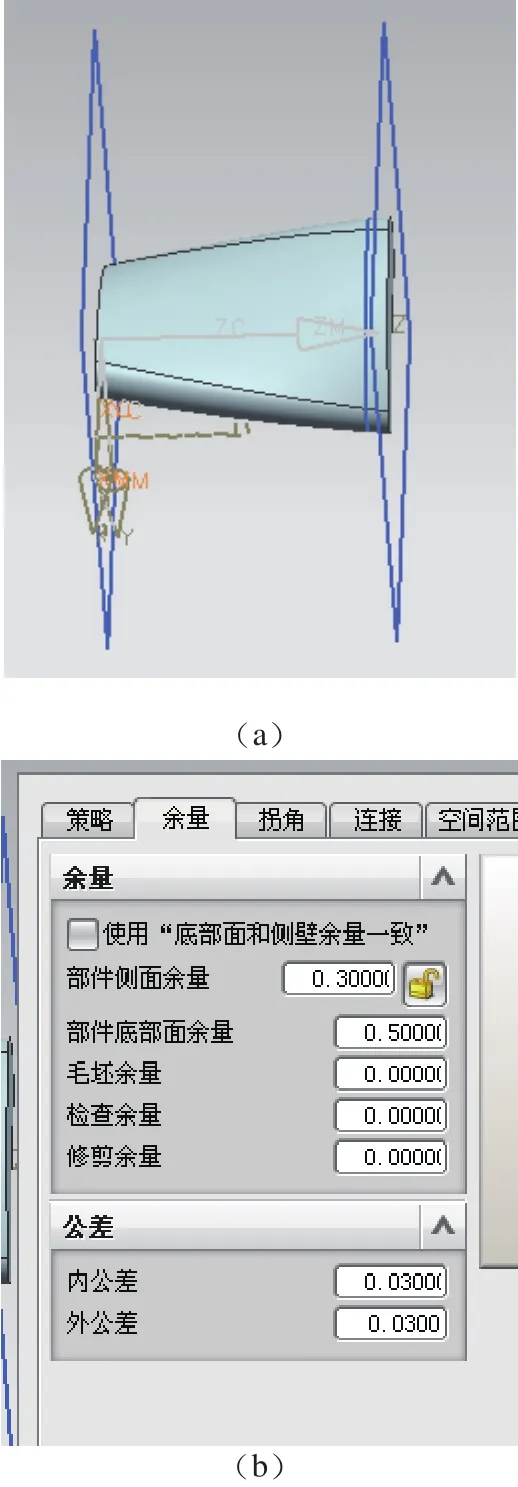
圖7 干涉面余量設(shè)置圖
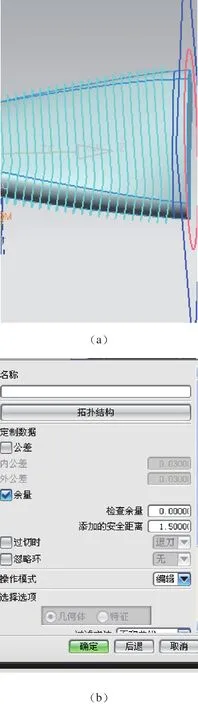
圖8 葉片半精加工效果圖
1.2.5 葉片的清根處理
在四軸加工中,解決葉片的過(guò)切和清根方法如下:
1)采用螺旋式走刀方式,如果在軌跡拐角處增加圓弧走刀軌跡,就可以使刀具軌跡光滑平穩(wěn),螺旋式走刀方式的特點(diǎn)是切削軌跡是一段整體光順的軌跡,不分切削行,只有一次進(jìn)刀和退刀軌跡,無(wú)橫向進(jìn)刀。螺旋銑的優(yōu)點(diǎn)是在加工葉身的過(guò)程中,刀具運(yùn)動(dòng)軌跡可保持連續(xù),回繞葉片的加工方法。通道螺旋加工方法很好的利用了邊界交線,可避免刀具與邊界的過(guò)切,能很好的完成了葉片葉身部分的加工,在葉根處還可以完成清根加工。
2)刀具的主偏角越大銑削出來(lái)的曲面越光滑,流暢。但由于在大圓弧與小圓弧交替的地方銑刀擺動(dòng)弧度較大,主偏角過(guò)大就會(huì)導(dǎo)致在圓弧連接處產(chǎn)生過(guò)切或劃傷曲面的表面,影響外觀,如圖3所示 葉片效果圖所選刀具的主偏角為30°。
3)在兩個(gè)圓角處,由于距離相對(duì)較短,刀具擺弧較大,容易過(guò)切。尤其是太薄的葉片,必須考慮過(guò)切、變形和刀具等因素。
1.2.6 葉片的精加工
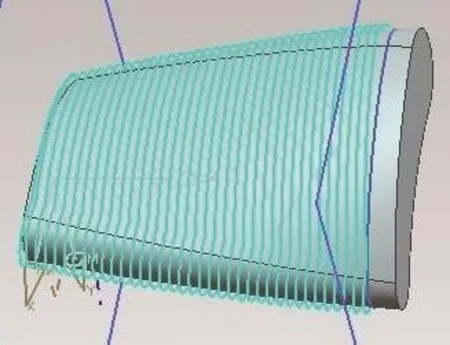
圖9 精加工的刀軌圖
圖10 葉片清根刀軌圖

圖11 葉片精工結(jié)束圖
精加工選擇ф6的球形刀。葉片半精加工留余量為0.2mm,余量較小,因此在這個(gè)階段的精加工主要是保證葉片的外觀質(zhì)量,通過(guò)干涉控制,表面粗糙度,步距,還有就是在精加工過(guò)程中,銑削葉根的過(guò)渡面時(shí),確保葉片兩端的凸臺(tái)不受損傷應(yīng)選球頭刀,只需要在軸部設(shè)定干涉面,球刀不會(huì)碰到頂尖。下刀時(shí)要考慮刀具的受力情況,下刀速度要嚴(yán)格控制。這樣才能保證葉片不會(huì)被下刀速度過(guò)快,由于慣性將葉片頂彎或過(guò)切。
精加工銑削過(guò)程:葉片中間輪廓→葉片右邊輪廓→葉片左邊輪廓→→葉片中間端面半圓弧→葉片端面右邊半圓弧→葉片端面左邊半圓弧→葉片端面角度平面→葉片端面定位槽。精加工的刀軌圖如圖9所示,葉片清根刀軌圖如圖10所示,圖11 為葉片精工結(jié)束圖。
葉片的數(shù)控加工:經(jīng)過(guò)對(duì)鋁棒毛坯,球形刀等加工要素的準(zhǔn)備后,在四川航天職業(yè)技術(shù)學(xué)院機(jī)械實(shí)訓(xùn)廠,四坐標(biāo)數(shù)控加工中心大賽現(xiàn)場(chǎng)上完成的。
1.3 編制銑削加工程序(葉片精加工程序部分)
葉片銑削加工有4段程序:A面粗程序(589條)、B面粗程序(661條)、半精加工程序(1201條)、精加工程序(1093條)。由于程序有3000多條,這里只提供極少部分精加工程序。
葉片精加工程序(少部分)
%9999
N0010 G54
N0020 G40 G49 G80
N0030 G17 G21 G90
N0040 T03 M06
N0050 G94 G0 G90 X.618 Y-2.068 A344.925 S2500 M03
.
N9990 X32.365 Y-12.473 Z-8.137 A209.616
N0010 X32.37 Y-12.366 Z-8.142 A209.77
.
N0900 G0 X35.683 Z11.15
N0910 Y7.516
N0920 Z16.663
N0930 Y-3.142
N0940 M30
2 結(jié)束語(yǔ)
在2010年四川省職業(yè)院校學(xué)生技能數(shù)控大賽《復(fù)雜部件造型、多軸聯(lián)動(dòng)編程與加工》項(xiàng)目大賽中,通過(guò)校企人才資源合作,成功解決了葉片加工中刀具的干涉、過(guò)切和清根等關(guān)鍵性的技術(shù)問(wèn)題。得到省評(píng)委會(huì)專(zhuān)家組的好評(píng),榮獲四川省省級(jí)二等獎(jiǎng)勵(lì)。針對(duì)葉片的數(shù)控加工技術(shù)首次引入高職教學(xué)中,所以本文較詳細(xì)地介紹了葉片的數(shù)控加工工藝、加工方法和數(shù)控加工中刀具的干涉、過(guò)切和清根等關(guān)鍵性的技術(shù)問(wèn)題。可供葉片數(shù)控加工人員、高職學(xué)生、初學(xué)者及教師教學(xué)參考。
[1] 四川省教育廳《復(fù)雜部件造型、多軸聯(lián)動(dòng)編程與加工》競(jìng)賽說(shuō)明書(shū)[Z],2010.4.
[2] 蔡永林,等.葉輪數(shù)控加工中的干涉檢查[J].中國(guó)機(jī)械工程,2007,10.
[3] 周正浩.軸流葉片四坐標(biāo)數(shù)控加工研究[D].北京交通大學(xué),2008.
