高速高精度五軸口腔修復(fù)體加工設(shè)備數(shù)控硬件平臺(tái)研制
2011-07-07 08:49:06翟慶一曹宇男葉佩青
制造業(yè)自動(dòng)化 2011年23期
關(guān)鍵詞:信號(hào)設(shè)計(jì)
翟慶一,曹宇男,葉佩青
(1.山東職業(yè)學(xué)院 電氣工程系,濟(jì)南 250104;2.清華大學(xué) 精密儀器與機(jī)械學(xué)系,北京 100084)
0 引言
以“三維數(shù)字化技術(shù)”為特征的口腔用CAD/CAM系統(tǒng),較傳統(tǒng)的口腔診療模式科技含量高、精度高、效率高、診療周期短,省時(shí)省力,并已成為義齒行業(yè)的發(fā)展趨勢。國外自Duret教授1983年研制成功了世界上第一套義齒CAD/CAM系統(tǒng)以來,口腔CAD/CAM技術(shù)不斷發(fā)展和完善,目前已開發(fā)出了如德國 CEREC、KaVo,DentiCAD、Degussa,法國的Sopha、瑞典的 Procera、美國明尼蘇達(dá)大學(xué)的Rekow、荷蘭的Cicero等十幾種成熟的口腔用CAD/CAM系統(tǒng)。但是我國口腔設(shè)備和材料自主研發(fā)起步晚,產(chǎn)業(yè)核心技術(shù)欠缺,先進(jìn)的口腔診斷,治療軟件、設(shè)備、材料均依賴進(jìn)口,醫(yī)療成本很高,無法使社會(huì)大眾普遍受益。
國內(nèi)開展了口腔修復(fù)體制造系統(tǒng)的研究開發(fā),取得了一定的進(jìn)展。如國家自然科學(xué)基金項(xiàng)目“牙頜模型三維激光掃描、測量分析系統(tǒng)的研制”、“全口義齒計(jì)算機(jī)輔助設(shè)計(jì)與制作”,國家863計(jì)劃課題“機(jī)器人輔助全口義齒排牙系統(tǒng)的研制”、“數(shù)字化口腔修復(fù)體制作裝備關(guān)鍵技術(shù)的研究開發(fā)”等[1]。但是,迄今為止國內(nèi)尚無自主知識(shí)產(chǎn)權(quán),適合我國國情的口腔修復(fù)個(gè)性化設(shè)計(jì)與快速加工設(shè)備。口腔修復(fù)體制造流程如圖1所示,首先使用三維掃描設(shè)備對標(biāo)準(zhǔn)牙頜模模型進(jìn)行掃描,得到數(shù)字化牙頜模模型輸入CAD軟件,然后根據(jù)患者實(shí)際需求修改模型,最后使用專用精密數(shù)控加工設(shè)備直接加工出口腔修復(fù)體成品[2]。對精密數(shù)控加工設(shè)備來說,由于口腔修復(fù)體具有體積小、表面為復(fù)雜三維凹凸面、精度高等特點(diǎn),如圖2(a);刀具細(xì)小(直徑為0.5~3 mm),如圖2(b);切削材料有玻璃陶瓷、初燒結(jié)氧化鋯、樹脂等材質(zhì),有的脆有的硬,必須制定合理的工藝規(guī)程,以最佳切削量和最佳進(jìn)給速度,才能即確保切削順利完成,又保證較高的加工效率。這就要求數(shù)控加工設(shè)備要軟硬件緊密配合,統(tǒng)籌優(yōu)化,同時(shí)對數(shù)控加工設(shè)備硬件的性能提出了很高的要求。

圖1 口腔修復(fù)體制造流程流程
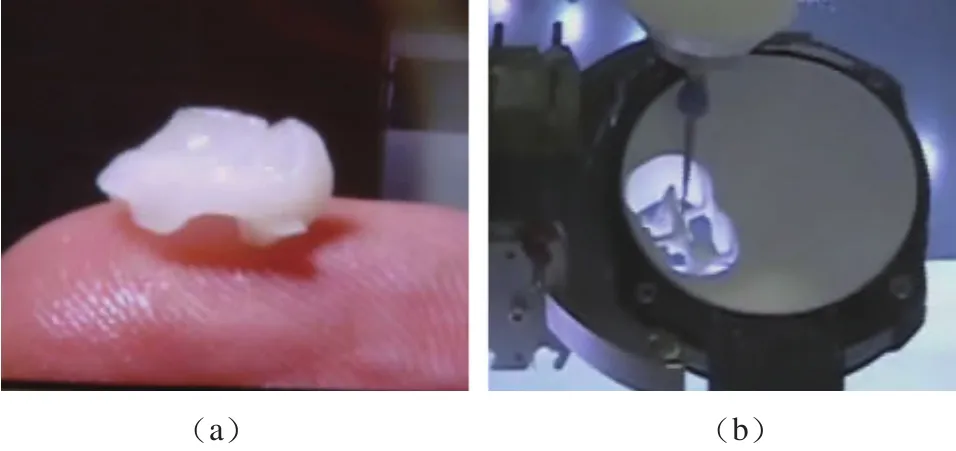
圖2 口腔修復(fù)體及加工刀具
國家十五期間863課題“數(shù)字化口腔修復(fù)體制作裝備關(guān)鍵技術(shù)的研究開發(fā)” 研制了一臺(tái)樣機(jī),采用基于PC的開放式體系結(jié)構(gòu),軟件系統(tǒng)采用RTLinux+MiniGUI系統(tǒng),硬件采用PMAC卡[3]。加工零件程序進(jìn)入系統(tǒng)要經(jīng)過4個(gè)子過程的處理,分別為:數(shù)控代碼編譯及刀補(bǔ)子過程、速度及加減速處理子過程、插補(bǔ)子過程、控制信息輸出子過程。各子過程通過信號(hào)燈協(xié)調(diào),并行運(yùn)行,形成數(shù)據(jù)處理流水線。其中控制信息輸出子過程嚴(yán)格按照插補(bǔ)周期間隔將位置控制命令經(jīng)過當(dāng)量轉(zhuǎn)換后輸出到CNC系統(tǒng)底層硬件設(shè)備,由硬件設(shè)備實(shí)現(xiàn)對機(jī)床運(yùn)動(dòng)軸的控制。由于加工過程需要進(jìn)行靈活的速度規(guī)劃,不方便使用PMAC上的插補(bǔ)模塊,造成資源浪費(fèi),且PMAC為ISA接口,數(shù)據(jù)傳輸速度較低,使整個(gè)系統(tǒng)配置不能達(dá)到最優(yōu)。本文從實(shí)用角度出發(fā),介紹PCI總線接口的基于FPGA和CAN的五軸數(shù)控硬件平臺(tái)的研制。
1 系統(tǒng)總體結(jié)構(gòu)設(shè)計(jì)
國內(nèi)已經(jīng)設(shè)計(jì)了各種數(shù)字運(yùn)動(dòng)控制系統(tǒng),王文斌等設(shè)計(jì)的基于MPC5200處理器和嵌入式Linux系統(tǒng)的數(shù)控系統(tǒng),所有任務(wù)處理在一個(gè)處理器上實(shí)現(xiàn),系統(tǒng)擴(kuò)展性差[4];王典洪等設(shè)計(jì)的基于ARM和MCX314AS的數(shù)控系統(tǒng),無法實(shí)現(xiàn)速度規(guī)劃控制[5];黃迎華等設(shè)計(jì)的DSP+FPGA的數(shù)控系統(tǒng)[6],劉渙雨等設(shè)計(jì)的基于NiosⅡ和FPGA的數(shù)控系統(tǒng),沒有使用現(xiàn)場總線技術(shù),擴(kuò)展性不足[7]。
針對口腔修復(fù)體加工設(shè)備高速高精的要求,在本文中,數(shù)控系統(tǒng)采用IPC(工控機(jī))+RTLinux+運(yùn)動(dòng)控制卡的開放式體系結(jié)構(gòu)。此外,我們還提出了運(yùn)動(dòng)控制卡采用基于PCI總線,以FPGA為核心,通過CAN總線擴(kuò)展I/O的硬件平臺(tái)方案,如圖3所示。
硬件平臺(tái)由主控卡和I/O控制卡兩部分組成,主控卡是系統(tǒng)核心部件,以PCI總線與IPC連接,采用FPGA產(chǎn)生五軸驅(qū)動(dòng)信號(hào)、同時(shí)具有碼盤技術(shù)、定時(shí)中斷和通信功能;I/O模塊采用ARM+CPLD結(jié)構(gòu),以CAN總線實(shí)現(xiàn)和主控卡高效通信,完成I/O擴(kuò)展和模擬量控制功能。整個(gè)系統(tǒng)可連接5個(gè)電機(jī)驅(qū)動(dòng)器用于五軸數(shù)控機(jī)床控制,支持五軸聯(lián)動(dòng),同時(shí)可連接主軸變頻器、手輪等,并預(yù)留多路通用光電隔離輸入接口和繼電器輸出接口。
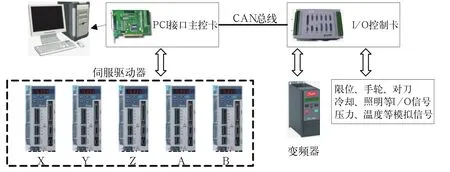
圖3 系統(tǒng)組成示意圖
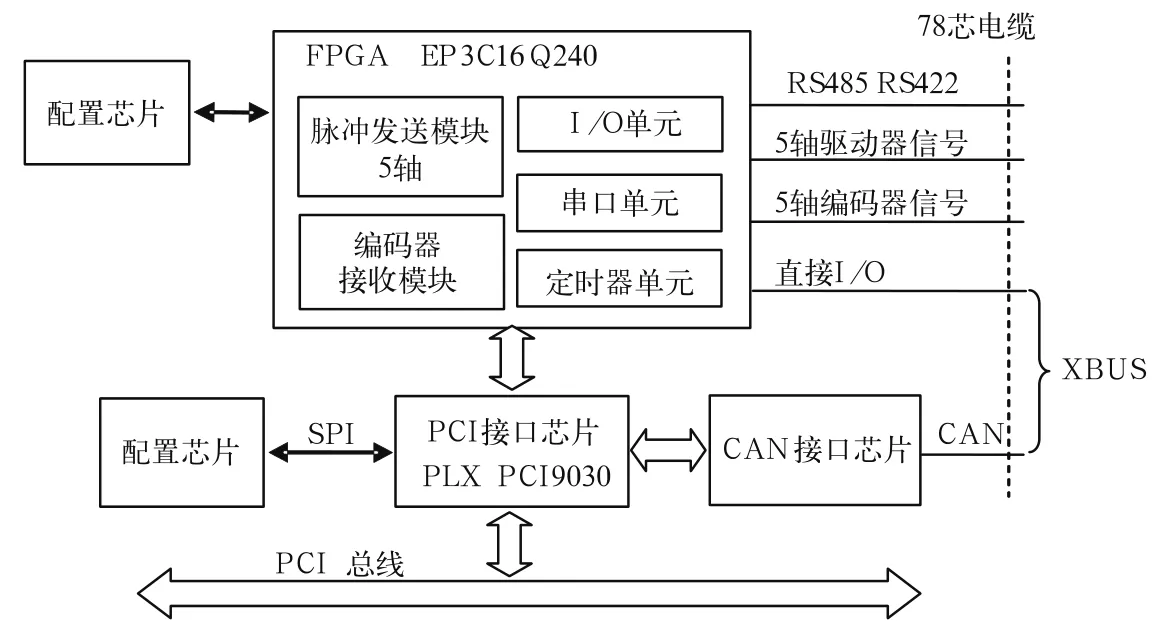
圖4 PCI主控卡硬件框圖
2 主控卡設(shè)計(jì)
目前即使對普通的IPC也能輕松滿足插補(bǔ)運(yùn)算的開銷,因此插補(bǔ)運(yùn)算由IPC軟件完成,這樣更方便算法的優(yōu)化升級(jí),簡化硬件設(shè)計(jì)。主控卡核心部件采用Altera的Cyclone III系列FPGA EP3C16Q240C8N,采用PCI總線和IPC接口,接口芯片采用PCI9030,性能可靠、兼容性強(qiáng)。PCI9030支持PCI v2.2規(guī)范,PCI接口32位/33MHz,Burst傳輸模式高達(dá)132M字節(jié)/秒,局部總線操作時(shí)鐘最高60MHz,為FPGA和IPC搭建起高速數(shù)據(jù)傳輸通道。主控卡組成框圖如圖4所示,其中PCI9030負(fù)責(zé)將PCI總線轉(zhuǎn)換成局部總線。通過局部總線擴(kuò)展SJA1000 CAN總線控制器和FPGA。FPGA內(nèi)部由脈沖發(fā)送模塊、串口控制模塊、碼盤計(jì)數(shù)模塊、定時(shí)器模塊和I/O控制卡組成。CAN BUS和直接輸入信號(hào)組成XBUS總線,用于控制系統(tǒng)內(nèi)的擴(kuò)展連接;RS485/RS422用于與驅(qū)動(dòng)器、變頻器或PLC通訊。下面重點(diǎn)介紹FPGA內(nèi)部關(guān)鍵模塊的設(shè)計(jì),開發(fā)環(huán)境Quartts II 9.1,采用Verilog HDL語言設(shè)計(jì)。
脈沖發(fā)送模塊用于產(chǎn)生指定脈沖頻率和數(shù)量的脈沖,使用FIFO實(shí)現(xiàn)連續(xù)輸出不同頻率和數(shù)量要求的脈沖,滿足機(jī)床變速連續(xù)控制的需要。脈沖發(fā)送模塊的設(shè)計(jì)使用了由Quartus的megaWizard工具設(shè)計(jì)的PLL和FIFO。原理框圖如圖5所示。
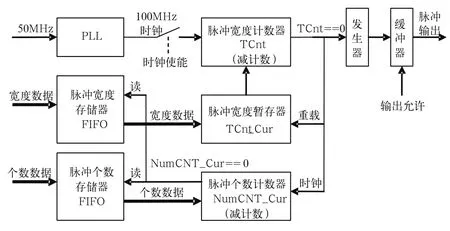
圖5 脈沖發(fā)送單元的原理框圖
脈沖頻率采用脈沖半周期寬度控制,驅(qū)動(dòng)脈沖產(chǎn)生方法如圖6所示。先產(chǎn)生高電平指定寬度,再產(chǎn)生低電平指定寬度,TCnt 為脈沖寬度計(jì)數(shù)單元,起始值為TCnt_Cur,當(dāng)TCnt減到為1時(shí),如果剛剛產(chǎn)生完正半周需要產(chǎn)生負(fù)半周時(shí)或剛產(chǎn)生完負(fù)半周(即一個(gè)完整脈沖發(fā)送完成)同時(shí)NumCnt_Cur不為0時(shí),重新載入TCnt_Cur初值,NumCnt_Cur保存的是以當(dāng)前脈沖寬度還需要發(fā)送的脈沖個(gè)數(shù),在輸出脈沖的下降沿,NumCnt_Cur減1。
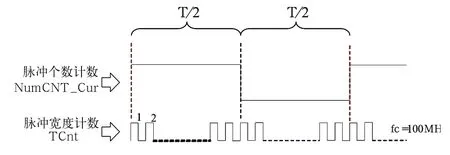
圖6 驅(qū)動(dòng)脈沖產(chǎn)生方法示意圖
寫入脈沖寬度和個(gè)數(shù)后,最快在7個(gè)clk_pulse后開始產(chǎn)生脈沖。先產(chǎn)生高電平,再產(chǎn)生低電平,指定的半周期寬度最小值為7,即7個(gè)基準(zhǔn)時(shí)鐘周期。例如,基準(zhǔn)時(shí)鐘為100MHz,則可以產(chǎn)生最高頻率為100/7/2=7MHz的脈沖。
定時(shí)模塊采用開源的定時(shí)器軟核(Free IP Core PTC),用于按照插補(bǔ)周期產(chǎn)生精確的計(jì)時(shí)中斷信號(hào)。為提高事件的及時(shí)響應(yīng)能力,對直接輸入信號(hào)、編碼器脈沖輸入信號(hào)、脈沖發(fā)生器、串行接口模塊均設(shè)置了中斷信號(hào)。中斷信號(hào)的處理包括中斷允許,中斷標(biāo)志獲取,中斷事件的建立和清除。設(shè)置中斷允許int_en、中斷事件int_event和中斷標(biāo)志int_ fl ag三個(gè)32位寄存器管理中斷信號(hào)。
中斷事件的設(shè)置和清除相關(guān)代碼如下:
if((cs_int_event == 0) && (wr_n== 0))
//數(shù)據(jù)總線LOCA_D中,要清除的中斷位為1
int_event 〈= (int_event &(~LOCA_D));
else
//根據(jù)中斷標(biāo)志寄存器的值設(shè)置中斷事件
int_event 〈= int_event | int_ fl ag;
end
中斷請求信號(hào)的產(chǎn)生代碼如下:
//若有中斷事件為1,且允許中斷為1,則使中斷請求線=0,與非邏輯
assign FPGA_INT = ((int_event & int_en)==32'h0) ? 1: 0;
3 I/O控制卡設(shè)計(jì)
機(jī)床有限位信號(hào)、對刀儀信號(hào)、刀庫控制信號(hào)、照明控制信號(hào)、門開關(guān)信號(hào)、冷卻泵控制信號(hào)、電源控制信號(hào)等各種開關(guān)量信號(hào),有的還需要模擬量信號(hào),如電火花加工機(jī)床。I/O控制卡完成I/O擴(kuò)展和模擬量控制功能,結(jié)構(gòu)框圖如圖7所示。I/O控制卡CAN總線與主控卡通訊,相應(yīng)主機(jī)的控制命令,通過ARM處理器操作CPLD內(nèi)的控制寄存器,實(shí)現(xiàn)本地信號(hào)的采集和輸出。

圖7 I/O控制卡框圖
4 CAN通信設(shè)計(jì)
CAN是ISO國際標(biāo)準(zhǔn)化的串行通信協(xié)議,采用短幀結(jié)構(gòu)、仲裁技術(shù)和檢錯(cuò)措施,保證數(shù)據(jù)傳輸?shù)膶?shí)時(shí)性和高可靠性,適于在數(shù)控機(jī)床高干擾環(huán)境下使用[8]。主控卡采用獨(dú)立的CAN控制器SJA1000,I/O控制卡采用ARM處理器內(nèi)置CAN總線控制器。主機(jī)按照自定義CAN通信協(xié)議和I/O控制卡交換數(shù)據(jù)。

圖8 報(bào)文ID格式說明
消息格式采用擴(kuò)展數(shù)據(jù)幀,即報(bào)文ID是29位,報(bào)文數(shù)據(jù)0~8字節(jié)。共自定義了12種命令,命令字00H-0BH,每種命令有若干功能,通過功能碼進(jìn)行區(qū)分。報(bào)文ID各位功能說明如圖8所示。以驅(qū)動(dòng)器輸出信號(hào)控制命令為例,伺服驅(qū)動(dòng)器有開啟(0:SON)、增益切換(1:CDP)、急停(2:EMG)、復(fù)位(3:RES)和高速(4:FAST)5個(gè)控制信號(hào)。命令碼為4;功能碼8位最高位表示位狀態(tài),0為復(fù)位,1為置位,其余7位以二進(jìn)制數(shù)值表示要控制的信號(hào),比如1000011表示把復(fù)位(RST)置1。
為了快速相應(yīng)主機(jī)命令,ARM程序采用中斷處理CAN通信,為了加快命令解析速度,命令碼和功能碼均從0開始連續(xù)編碼,設(shè)置一個(gè)命令函數(shù)指針數(shù)組cmd_call[],數(shù)據(jù)的元素是指向命令函數(shù)的指針;每個(gè)命令對應(yīng)多個(gè)功能,均有唯一的功能函數(shù),為每個(gè)命令建立功能函數(shù)指針數(shù)組cmd0_call[]、cmd1_call[]……,數(shù)組元素為指向功能函數(shù)的指針。CAN通信程序通過采用函數(shù)指針數(shù)組能快速解析命令和調(diào)用功能函數(shù),保證了主控卡和I/O控制卡通信的實(shí)時(shí)性。
5 結(jié)束語
本文設(shè)計(jì)的數(shù)控硬件平臺(tái),通過軟硬件結(jié)合,統(tǒng)籌優(yōu)化設(shè)計(jì),使口腔修復(fù)體專用雕銑機(jī)系統(tǒng)性能獲得了整體提高,定位精度達(dá)到0.02mm,3D型面切削精度達(dá)到0.02mm,最快切削進(jìn)給速度達(dá)到6000mm/min,氧化鋯材料單顆牙齒加工時(shí)間小于20分鐘,達(dá)到國外同類產(chǎn)品水平。同時(shí)采用硬件功能軟件化技術(shù),降低了系統(tǒng)成本。由于本硬件平臺(tái)采用開放式體系結(jié)構(gòu)、模塊化設(shè)計(jì),具有資源豐富、可定制性強(qiáng)、開發(fā)周期短、運(yùn)行速度快、控制精度高的優(yōu)點(diǎn),能廣泛應(yīng)用在同類五軸數(shù)控加工機(jī)床上。
[1] Yong-De Zhang,Zhan-Fang Zhao,Pei-Jun Lu,Yong Wang,Ru-Jie Song,and Ji-Lian Lu,"Robotic System Approach for Complete Denture Manufacturing",IEEE/ASME TRANSACTIONS ON MECHATRONICS,2002,7(3):392-396.
[2] M.Y.Lee,C.H.Kuo,C.C.Chang and Y.C.Ku,"Custom denture fabrication with new abrasive computer tomography and rapid prototyping technologies,"IEEE International Conference on Systems,Man and Cybernetics,Vol.3,pp.2425-2430,2005.
[3] 楊更更,葉佩青,楊開明,游華云.基于PC+NC型體系結(jié)構(gòu)的高性能數(shù)控系統(tǒng)的研究[J].機(jī)床與液壓,2003.
[4] Wenbin Wang,Tao Yu,and Tan Liu,"A research on recon fi-gurable numerical controller based on embedded system",IEEE 3rd International Conference on Mechatronics, Shanghai,China,pp.189-193,July 2006.
[5] Dianhong Wang,and Xiaoyong Ni,"Design of small reconfigurable embedded numerical control system",The 2008 International Conference on Embedded Software and Systems,Chengdu,China,pp.415-421,July 2008.
[6] 黃迎華,方凱,張耀欣.DSP控制卡在高速數(shù)控雕銑機(jī)中的研究實(shí)現(xiàn)[J].自動(dòng)化與儀表,2006.
[7] 劉煥雨,葉佩青,趙彤,郭允.基于NiosⅡ和FPGA的數(shù)字運(yùn)動(dòng)控制系統(tǒng)研制[J].機(jī)床與液壓,2010,38(5):59-63.
[8] 潘月斗,許鎮(zhèn)琳,楊堂勇,徐東桂.一種基于CAN總線的機(jī)床數(shù)控系統(tǒng)接口設(shè)計(jì)研究[J].中國機(jī)械工程,2007,18(2):178-182.
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評(píng)價(jià)·高一版(2020年6期)2020-11-02 02:45:24
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中國生殖健康(2019年3期)2019-02-01 06:12:26
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
鑿巖機(jī)械氣動(dòng)工具(2016年3期)2016-03-01 04:00:25
海軍航空大學(xué)學(xué)報(bào)(2015年3期)2015-11-11 17:20:00
