PCBN刀具銑削灰鑄鐵HT200的試驗研究
2011-07-07 08:48:24徐媛媛
制造業自動化 2011年20期
徐媛媛
(廣西工業職業技術學院,南寧 530001)
0 引言
超硬刀具PCBN在連續切削方面的研究已取得了較大進展。但是,由于PCBN刀具抗彎強度低、耐沖擊能力差,使其在斷續切削方面的應用受到了限制。在斷續切削中,選擇合理的切削用量,防止刀具破損,對提高PCBN刀具使用壽命有著重要意義。
本文采用PCBN刀片銑削灰鑄鐵,采用單因素試驗法對切削速度進行優化,并研究切削速度對PCBN刀具磨損的影響,以期為其他使用者提供參考依據。
1 試驗條件
工件材料為HT200(HBS170~240),在X53K立銑床采用單齒對稱銑削。刀具幾何參數為:0=-6°,s=-7°,0=8°,r=75°,倒棱0.1mm,刀片尺寸為16mm× 16mm;銑刀盤直徑:Φ125mm。
2 T-VC關系試驗
當工件材料、刀具材料和刀具幾何參數確定后,在銑削用量中對刀具耐用度T影響最大的是銑削速度VC。增大切削速度,刀具耐用度T就降低。選擇合理的切削速度,可以提高刀具使用壽命。
本文采用單因素實驗法,固定進給量和背吃刀量(fz=0.2mm/z, asp=0.4mm),改變切削速度,研究切削速度與刀具耐用度的關系,6檔切削速度VC分別為:147.3m/min,186.5 m/min,235m/min,294.5 m/min,373 m/min,463.15 m/min。PCBN刀具銑削HT200的T-VC關系曲線如圖1所示。
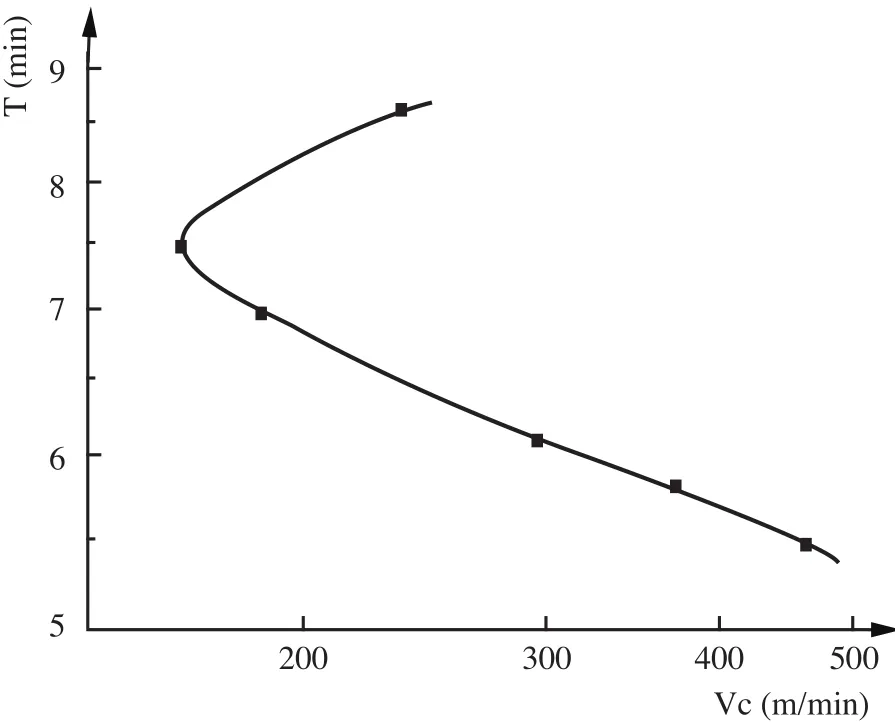
圖1 PCBN刀具銑削HT200的T-VC關系曲線
從圖1可知,PCBN刀具銑削灰鑄鐵并不遵守泰勒公式,其本身特有的規律是刀具壽命曲線彎曲。在給定的6檔切削速度范圍內,銑削的速度VC=235m/min時,PCBN刀具耐用度最長為8.78min。
在VC>235m/min時切削,隨著切削速度的增大,刀具耐用度是下降的。在速度低于235m/min切削時,刀具耐用度的變化趨勢與切削速度大于235m/min的切削情況同。
但除了VC=235m/min這檔切削速度外,其余5檔切削速度(147.3m/min,186.5 m/min, 294.5 m/min,373 m/min,463.15 m/min)與刀具耐用度呈直線關系,即銑削速度增大,刀具耐用度下降。
3 PCBN刀具磨損規律試驗
超硬刀具PCBN隨著切削時間的增加,銑削灰鑄鐵過程中刀具也會發生磨損。研究切削速度對PCBN刀具銑削HT200耐用度的影響,同時也要伴隨著進行切削速度對PCBN刀具銑削HT200的主、副后刀面的磨損影響試驗。
磨損試驗取刀片的磨鈍標準為VBmax=0.2mm,改變切削速度,隨著切削時間t和切削行程L的增加,記錄下主后刀面磨損值VB和副后刀面的磨損值VB'。通過繪制、分析刀具磨損曲線,探討PCBN刀具銑削灰鑄鐵的磨損機理。
3.1 主后刀面、副后刀面磨損與切削時間關系試驗
PCBN刀具的主后刀面磨損量與切削時間VB-t關系曲線如圖2所示, 由圖2關系曲線可知:
1)由于PCBN刀具具有耐磨性高的特點,考慮PCBN刀具主要應用于精加工,因此刀具的后刀面的磨鈍標準取小值為VBmax=0.2mm。PCBN刀具的后刀面磨損曲線呈現為兩個階段:初期磨損和正常磨損階段,并沒有出現劇烈磨損階段。各磨損曲線均顯示,主后刀面的磨損比較均勻,磨損較慢。
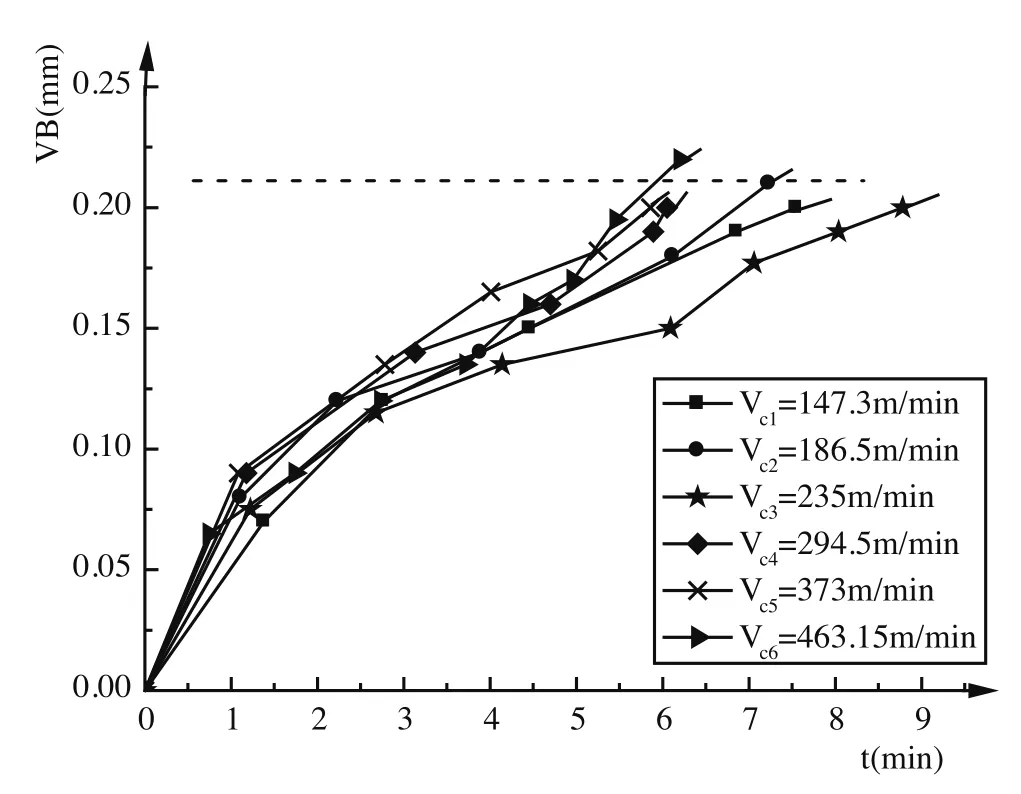
圖2 主后刀面的VB-t關系曲線圖
2)一般來說,切削速度越低,刀具磨損越慢,而PCBN刀具并非如此,在相對中等大小切削速度VC3=235m/min下切削灰鑄鐵,PCBN刀具的主后刀面磨損為最慢,在達到磨鈍標準VBmax=0.2mm之前,它經歷的切削時間最長,其刀具耐用度數值最大。
3)其余的5檔切削速度(147.3m/min,186.5 m/min,294.5 m/min,373 m/min,463.15 m/min)下的磨損狀況,主后刀面的磨損快慢相當。無論在相對高速切削(VC>235m/min)還是相對低速切削(VC<235m/min)時,在磨損初期各曲線情況接近(尤其在VC4=294.5m/min、VC5=373m/min下切削的刀具磨損前期),但磨損中期表現為速度越高者,磨損越快。
4)切削速度不同,達到磨鈍標準的切削時間t 不 同,t3>t1>t2>t4>t5>t6, 即: 當 以 速 度 VC3=235m/min切削HT200,主后刀面的磨損最慢,切削時間為最長,以VC1=147.3m/min速度切削次之,而高速VC6=463.15m/min達到磨鈍標準的切削時間最短。
副后刀面磨損量與切削時間VB'-t關系曲線如圖3所示。由圖3的副后刀面VB'-t關系曲線可知:最接近理想刀具磨損曲線的是切削速度VC3=235m/min時的磨損曲線,磨損均勻,切削時間最長,且磨損情況和高速度下的主后刀面磨損情況的相似;以速度為VC5=373m/min銑削HT200,副后刀面的磨損隨著時間的增加比其它速度的磨損稍快;分別以186.5m/min、294.5m/min和 465.15m/min速度銑削時,副后刀面的磨損曲線相似。總體來看,副后刀面磨損變化趨勢與主后刀面的基本相同。
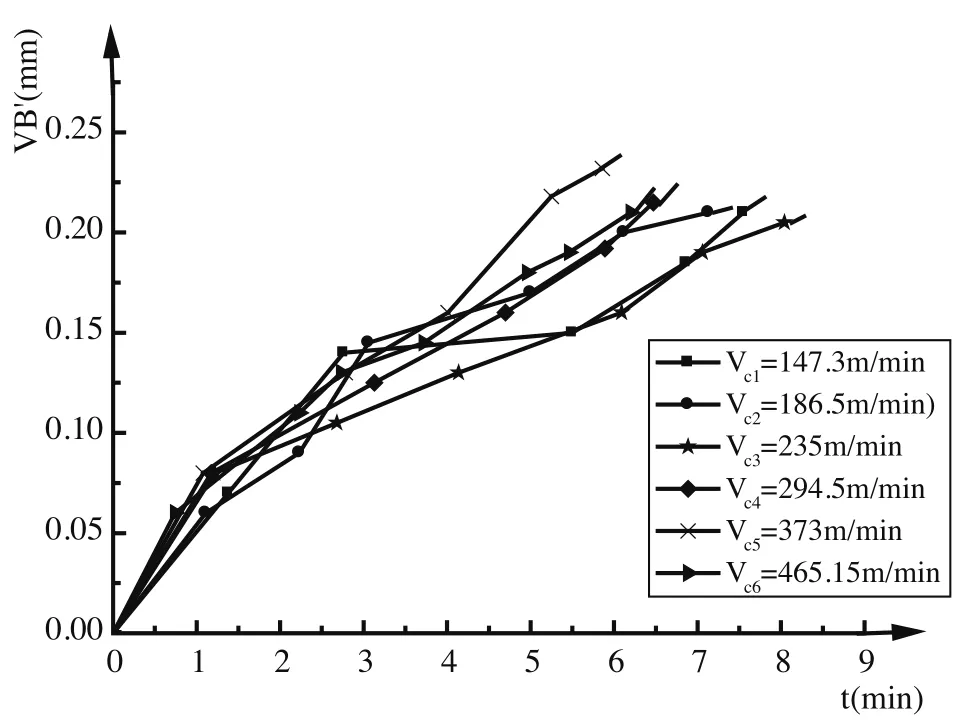
圖3 副后刀面的VB'-t關系曲線圖
3.2 主后刀面、副后刀面磨損與切削行程關系分析
主后刀面、副后刀面磨損量與切削行程關系曲線分別如圖4、圖5所示。
由圖4的主后刀面的VB-L關系曲線可知:PCBN刀具達到相同的磨鈍標準之前,高速為 VC6=463.15m/min銑削時,主后刀面的磨損值與行程近似成正比,且后刀面的磨損速度為最慢,切削行程最長。在速度為VC5=373m/min和VC3=235m/min時,兩磨損曲線的切削行程也比較長。切削速度為VC1=147.3m/min時,切削行程為最短。即切削速度越低,切削行程則越短,速度越高,行程越大。采用PCBN刀具切削灰鑄鐵是可以提高金屬切除率和加工效率的。
由圖5的副后刀面的VB'-L關系曲線也得出,采用的切削速度最高為VC6=463.15m/min時,刀具的副后刀面磨損量最均勻,切削行程為最長達2972m。 速 度 為 235m/min、294.5m/min 、373m/min時的副后刀面磨損曲線在前期幾乎重合,切削行程約在2000m左右達到磨鈍標準。速度越低,切削行程越短,速度為147.3m/min到達磨鈍標準時的切削行程僅為1178m。
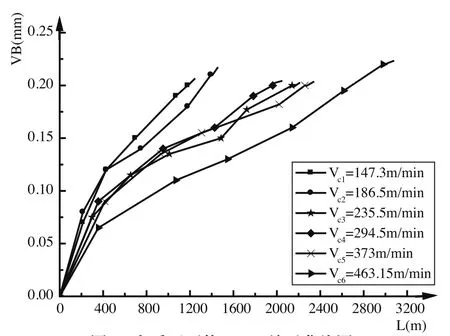
圖4 主后刀面的VB-L關系曲線圖

圖5 副后刀面的VB'-L關系曲線圖
從圖4和圖5磨損量與切削行程關系曲線分析可知,主、副后刀面磨損規律“反常”——切削速度越高,磨損線的斜率越小,切削行程越長,磨損的變化越是緩慢。究其原因,可用“高速切削”機理來解釋:高速切削時,切削熱的多被切屑帶走,熱量傳遞給刀具的比例降低,使切削溫度降低,致使刀具磨損減緩。因此, PCBN刀具是高速銑削灰鑄鐵的理想材料。
3.3 PCBN刀具銑削HT200磨損原因初探
銑削灰鑄鐵金相組織若含有鐵素體較多時,PCBN刀具會發生擴散磨損,刀具在前刀面形成月牙洼磨損。本試驗加工的HT200為珠光體型的鑄鐵,PCBN刀具磨損主要發生在刀具的后刀面而不是在前刀面,故磨損的主要原因不是擴散磨損,其磨損形式為機械磨損。
在較低速度下切削,后刀面刀具磨損較均勻,值得注意的是,當切削速度較高為VC5=373m/min和VC6=463.15m/min時,刀具主切削刃出現一些凹凸點,原因可能為:銑削為斷續切削,刀齒切入和切出時都產生沖擊,且鑄鐵為脆性材料,在切削過程中,產生的切屑呈崩碎狀,高速銑削下,切屑會對刃口產生很大的交變載荷,造成了PCBN刀具中粘結劑的磨損,使得CBN顆粒的凸起或松動脫落。另外一種原因可能是,刀具在制造過程中,要往添加劑或觸媒劑中擴散一些雜質元素(如Si、Ca、Cu等)。這些雜質元素分布于晶界之間,強度相對較弱,而切削鑄鐵產生崩碎切屑時,切削區的溫度在刃口附近較高,在熱和沖擊力的作用下,PCBN刀具在強度較弱的地方發生了微小晶粒的脫落,形成了PCBN刀具的微裂解磨損。這兩種磨損的形成,與銑削過程中切削力的波動、銑削沖擊及刀具成分、刀具制造都有密切關系。
4 結論
1)PCBN銑削灰鑄鐵時并不遵守泰勒公式。其T-VC關系曲線彎曲。除了VC=235m/min外,PCBN銑削灰鑄鐵的切削速度與刀具耐用度T之間仍呈線線關系,隨著切削速度的增加,刀具耐用度減小。
2)在本文實驗條件下,VC=235m/min時刀具耐用度最長。考慮經濟耐用度,PCBN銑削灰鑄鐵切削速度可為200~250m/min。
3)PCBN刀具銑削HT200主要磨損機理為機械磨損,也伴隨著粘結劑磨損或微裂解磨損。
[1] 徐媛媛. 灰鑄鐵銑削加工PCBN刀具工藝參數研究[D].華中科技大學. 2007.
[2] Mark Deming. PCBN Turns Gray Cast Iron Cutting Tool[J]. Enginerring, 1994, 99(6): 98-103.
[3] 劉書鋒, 聶建軍. 整體PCBN刀具高速銑削發動機缸體缸蓋的應用[J]. 工具技術. 2010, 44(12): 60-63.
[4] 朱從容, 王魄. 整體PCBN刀片高速切削灰鑄鐵的研究[J].現代制造工程. 2002, 45(5): 56-58.
