等離子噴涂技術在油膜軸承密封件上的應用
2011-07-25 00:56:42朱希玲
軸承 2011年10期
朱希玲
(上海工程技術大學 機械工程學院,上海 201620)
等離子噴涂是采用剛性非轉移型等離子弧為熱源,以噴涂粉末材料為主的熱噴涂方法。自等離子噴涂技術問世以來,等離子噴涂法已成為現代工業和科學技術各領域不可或缺的先進加工手段[1]。由于等離子噴涂的射流溫度高、速度快,幾乎可以熔化并噴涂任何材料,形成的涂層具有結合強度較高、孔隙率低、噴涂效率高、使用范圍廣等優點[2-4],在航空、冶金、機械、機車車輛等方面得到廣泛應用,在熱噴涂技術中等離子噴涂約占50%以上。
1 等離子噴涂主要參數[5]
1.1 等離子氣體選擇
等離子氣體分為主氣和輔氣,主氣用于電離產生等離子,常用氮氣和氬氣;輔氣用于送粉,常用氫氣和氦氣。主要根據可用性和經濟性原則選擇氣體,可用性是指氣體不與工件和噴涂材料等發生有害反應,經濟性主要是考慮氣體的成本[6]。
如氮氣便宜,常用做等離子噴涂的主氣,而輔氣常使用氫氣,由于氫氣屬于易燃易爆氣體,使用時要格外小心;在噴涂Cr2O3粉時,由于氮氣易與Cr2O3反應,應選擇氬氣作為主氣。
1.2 電弧功率的調整
電弧的功率首先要保證粉末熔化良好,防止出現生粉;但也要防止電弧功率過高,這可能使噴涂材料氣化并引起涂層成分改變,噴涂材料的蒸氣在基體與涂層之間或涂層的疊層之間凝聚引起粘接不良,此外還可能使噴嘴和電極燒蝕。噴涂功率需要根據噴槍的結構、粉末的熔點和粒度、送粉量等因素進行調整,通常需要經過一定數量的試驗才能確定最佳的電流與電壓參數。當功率一定時,盡可能選用高電壓、低電流,以減輕噴嘴的燒損,延長噴槍的使用壽命,但對于高熔點和粗粉末,應選用較大電流,以使粉末充分加熱。
1.3 噴涂距離和噴涂角
噴槍到工件的距離影響噴涂粒子和基體撞擊時的速度和溫度,涂層的特征和噴涂材料對噴涂距離很敏感。噴涂距離過大,將使到達基體粉粒的溫度和速度下降,導致粉粒變形不充分,涂層結合力、氣孔、噴涂效率明顯下降;過小,粉末在焰流中未能得到充分地加熱和加速,易導致涂層疏松和性能下降,而且會使基體溫升過高,基體和涂層氧化,影響涂層的結合。在基體溫升允許的情況下,噴距適當小些為好,一般噴涂陶瓷粉末時噴距為50~100 mm適宜。
噴涂角指的是焰流軸線與被噴涂工件表面之間的角度,該角小于45°時,由于“陰影效應”的影響,涂層結構會惡化形成空穴,導致涂層疏松,噴涂角保持90°時效果最佳。
1.4 噴槍與工件的相對運動速度
噴槍的移動速度應保證涂層平坦,每個行程的寬度之間應充分搭疊。噴涂操作時采用較高的噴槍移動速度,可防止一次噴涂的涂層過厚導致內應力過大和涂層結合強度降低,也可避免產生局部熱點和表面氧化。陶瓷噴涂時,噴槍移動速度以保證每次噴涂厚度不超過0.02 mm為宜。
1.5 基體溫度控制
較理想的噴涂工藝是在噴涂前把工件預熱到噴涂過程要達到的溫度,然后在噴涂過程中對工件采用噴氣冷卻的措施,使其保持該溫度。一般預熱溫度為100~150 ℃時涂層與基體的附著力最佳,在磨削和使用中不會脫落。
2 油膜軸承密封件的等離子噴涂
油膜軸承使用的密封環截面結構如圖1所示。對耐磨表面的處理,傳統方法是對其進行滲碳或滲氮處理,但由于受零件幾何形狀的影響,零件變形較大,導致磨削后的滲碳或滲氮層的厚度不均勻,零件報廢率高。而采用等離子噴涂法對密封環耐磨表面進行處理時,預熱溫度低,噴涂過程中對工件采用噴氣冷卻,使工件始終保持在預熱溫度左右,零件幾乎沒有變形,而且得到的涂層非常均勻。
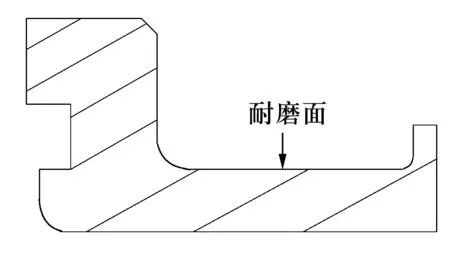
圖1 密封環截面結構
在冶金工業中,高速運轉的軋機軸承密封件承受高速摩擦和高壓載荷,工況極為復雜,對耐磨性要求很高。軸承密封擋板和密封環通常是表面處理量最大的零件之一,采用等離子噴涂進行表面處理,對基材沒有特殊要求,并可以重復進行,只要將已經損壞的表面進行噴砂去除,然后再噴涂上新的涂層即可,所以可以用于此類零件的再制造,大大降低零件的生產成本和更換周期。
以直徑為140 mm的1Cr13不銹鋼密封環為例,1件新的密封環為300元,采用等離子進行修復的再制造費用為100元/次,可重復再制造5~10次,通常通過等離子進行修復的零件其成本約占新零件成本的30%左右。
3 不同氧化物陶瓷粉末性能對比
3.1 常用等離子噴涂粉末
常用等離子噴涂粉末Al2O3和Cr2O3的性能及用途見表1。

表1 常用熱噴涂陶瓷粉末的性能及用途
3.1.1 氧化鉻粉末
Cr2O3粉末是油膜軸承密封擋板等離子噴涂的首選材料。但近年來隨著對環境保護的日趨重視及對職業病的防控力度加大,因為Cr2O3中的Cr+被公認為是對環境和身體健康非常有害的物質,必須有完備的粉塵收集裝置才能使用,與鉻粉接觸的操作者也必須穿著特定的防護服才能進行操作,所以新設計的密封環已不再選擇氧化鉻粉末。同時,由于Cr2O3粉末的粘附性較強,對除塵設備的濾網損害大,通常如果連續使用,設備半年就需要更換濾芯,維護成本高。
3.1.2 氧化鋁粉末
氧化鋁粉末有多種類型,為改善氧化鋁粉末的附著力和韌性,通常在其中添加一定比例的氧化鈦粉末。比較典型的有60% Al2O3+40% TiO2粉末,87% Al2O3+13% TiO2粉末和高純度Al2O3粉末。在油膜軸襯密封環上常使用60% Al2O3+40% TiO2粉末,該粉末可以在達到較高的硬度下,同時兼有好的磨削性能和密封性能,是環保型粉末。87% Al2O3+13% TiO2粉末具有很高的硬度,幾乎與Cr2O3粉末硬度相當,但磨削性能與密封性能稍差。
對不同陶瓷粉末的硬度與工藝參數進行對比,使用PRAXAIR公司生產的SG3710噴涂系統在密封環和密封擋板上進行試驗。主氣為氬氣,輔氣為氦氣,噴涂速度和送粉率通過計算機系統輸入。幾種常用噴涂粉末在該工藝參數下所能達到的硬度見表2。

表2 常用粉末硬度與工藝參數
實際使用中,靜壓軸承的密封環和密封擋板要求有耐磨和密封的雙重功效,通常使用60% Al2O3+40% TiO2粉末;動壓軸承密封環和密封擋板,通常使用99% Cr2O3粉末或87% Al2O3+13% TiO2粉末,這2種粉末的硬度高,使用壽命長。
4 結束語
隨著新型噴涂粉末的引入和復合涂層的應用,等離子噴涂將越來越多地取代傳統表面處理工藝。對于油膜軸承密封件等表面抗磨類零件,應用等離子陶瓷噴涂技術可以對磨損表面進行修復和再現,大大降低零件使用成本。
