2205雙相不銹鋼焊接結(jié)構(gòu)疲勞裂紋擴展速率研究
2011-08-16 02:23:40王智祥張繼祥
重慶交通大學學報(自然科學版) 2011年4期
王智祥,張 鑫,張繼祥
(1.重慶交通大學船舶工程中心,重慶400074;2.重慶交通大學 機電與汽車工程學院,重慶400074)
2205雙相不銹鋼具有優(yōu)良的綜合性能,如強度高、低溫韌性好、抗疲勞強度高、對應(yīng)力腐蝕裂紋不敏感等,焊接成形性能優(yōu)良,在國內(nèi)外大量應(yīng)用于船舶、鍋爐、管道等領(lǐng)域被大量運用[1-6]。尤其在化學品船舶制造中的表現(xiàn)優(yōu)良,如重慶川東造船廠采用國產(chǎn)2205雙相不銹鋼制造的化學品船,優(yōu)異的防腐蝕能力,可以承載幾百種化學品。然而,焊接接頭部位是工程結(jié)構(gòu)的薄弱環(huán)節(jié),2205雙相不銹鋼焊接接頭性能尤其是焊縫及熱影響區(qū)疲勞性能及抗裂紋擴展性能對船體整體性能至關(guān)重要,因此展開雙相不銹鋼焊接接頭性能的研究對船體安全性尤為關(guān)鍵[7]。申艷麗[8]采用等離子弧焊,研究了 2025 雙相不銹鋼的焊接性,并對焊后固溶處理與未進行固溶處理的焊件組織特征、力學性能及抗腐蝕性進行了比較,研究了不同焊接熱輸入和固溶處理工藝對焊接接頭綜合性能的影響;金曉軍,等[9]對2205雙相不銹鋼管道接頭環(huán)焊縫殘余應(yīng)力進行有限元數(shù)值模擬,得到了內(nèi)外表面殘余應(yīng)力的分布規(guī)律,并研究了不同的焊接線能量、管內(nèi)徑與壁厚比值和多層焊對焊接殘余應(yīng)力的影響;王智祥,等[10-11]對2205雙相不銹鋼焊接結(jié)構(gòu)的應(yīng)力與變形進行了較為深入的研究,得到了焊接應(yīng)力與變形的分布規(guī)律,并通過神經(jīng)網(wǎng)絡(luò)、SVM等仿真方法對焊接結(jié)構(gòu)的應(yīng)力與變形做出了預測。但是,在船舶的使用中,單獨的考慮應(yīng)力與應(yīng)變對焊接結(jié)構(gòu)的影響還是不夠充分的,當船體出現(xiàn)疲勞裂紋后,結(jié)構(gòu)的承載能力如何變化,這對結(jié)構(gòu)的安全性更具有實際的意義。因此,系統(tǒng)而深入地研究該2205雙相不銹鋼焊接結(jié)構(gòu)疲勞裂紋擴展及其規(guī)律,對于把握其裂紋擴展速率,準確預測其焊接結(jié)構(gòu)的疲勞壽命,防止特種化學品船破壞、失效事故的突然發(fā)生,有著較大的理論意義和實用價值。筆者利用高頻疲勞試驗機對2205雙相不銹鋼的母材、焊縫、熱影響區(qū)的疲勞裂紋擴展速率進行了實驗研究,獲得不同位置的關(guān)系曲線,并對各個位置的抗疲勞裂紋擴展性能以及對應(yīng)力比的敏感程度進行比較分析。
1 實驗材料與實驗方法
1.1 實驗材料
太原鋼鐵廠生產(chǎn)的船用2205雙相不銹鋼的主要化學成分如表1。

表1 2205雙相不銹鋼主要化學成分Tab.1 Main chemical compositions of 2205 duplex stainless steel /%
所用E 2209焊絲由川東造船廠提供,其主要成分如表2。
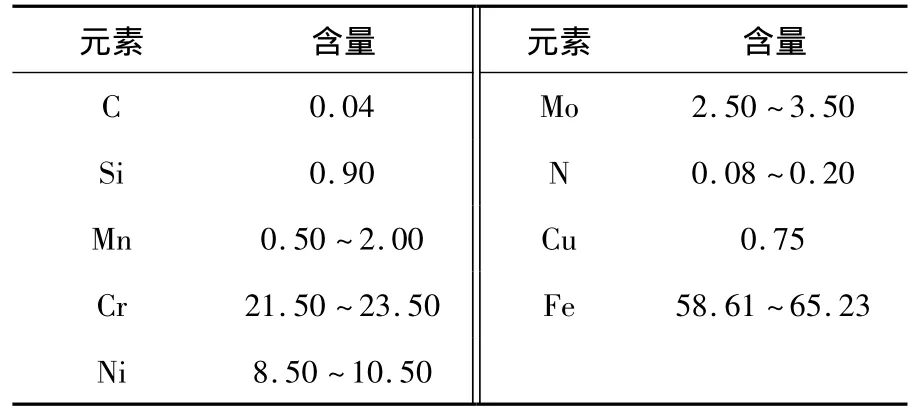
表2 E 2209焊絲主要成分Tab.2 Main chemical compositions of E 2209 Wire /%
1.2 實驗方法
1.2.1 板材對焊
將2205雙相不銹鋼板材加工成V型坡口(圖1),在國營川東造船廠焊接實驗室采用NB-500 IGBT型CO2氣體保護焊機進行多層平焊。焊接參數(shù)為:層間溫度為150~250℃,焊接電流125~135 A,電壓24.5 ~25 V,焊速10 ~12 mm/s。

圖1 V型坡口試樣Fig.1 Shape and size of welded groove
1.2.2 疲勞裂紋擴展試驗
1)試樣的制取
將焊接后的板材在焊縫、熱影響區(qū)及母材上取材,加工成標準SE(B)試樣,如圖2。然后將試樣的表面磨光,并從切口頂端沿切口延伸線每隔1 mm畫刻度線,方便之后疲勞裂紋長度的測量。
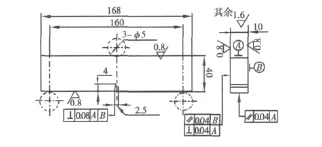
圖2 試樣尺寸Fig.2 Size of sample
2)實驗設(shè)備
實驗在PLG-200高頻疲勞試驗機上進行,該型號高頻試驗機最大負荷量程為500 kN,由微機控制,主要用于測定正弦波載荷下的板材、鏈條、齒輪(彎曲)、連桿、操作關(guān)節(jié)、緊固件、螺旋運動件等拉壓、三點彎曲、四點彎曲、交互復合彎曲疲勞和齒輪疲勞。試樣采用FWDH8標準三點彎曲夾具進行裝夾。
3)實驗過程
選取了應(yīng)力比 R 為0.1,0.3,0.6 三種應(yīng)力比工況進行試驗,最大載荷選取17 kN,加載頻率控制在101.5 ~108 Hz,如表 3。
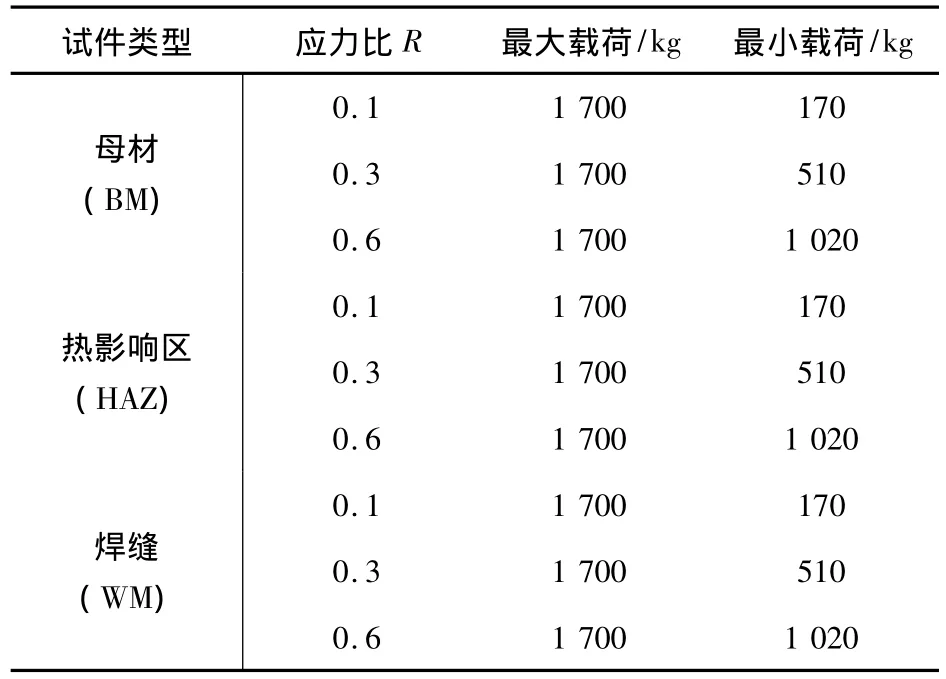
表3 疲勞實驗方案Tab.3 Fatigue test plan
在實驗過程中逐一記錄裂紋長度ai(i=1,2,3,...,n)及相應(yīng)的載荷循環(huán)次數(shù) Ni(i=1,2,3,...,n),其中裂紋長度 ai(i=1,2,3,...,n)采用JC-10型20倍放大顯微鏡結(jié)合刻度線進行測量,載荷循環(huán)次數(shù)Ni由試驗機自動記錄,記錄值隨時標在坐標紙上。當裂紋擴展到24~28 mm時停止實驗。
2 試驗數(shù)據(jù)處理及結(jié)果分析
參考GB/T 6398—2000《金屬材料疲勞裂紋擴展速率試驗方法》[12],擴展速率da/dN由一組對應(yīng)的裂紋長度a和循環(huán)數(shù)N值采用多點遞增法求得。應(yīng)力強度因子ΔK則按式(1)計算[12]:

2.1 2205雙相不銹鋼疲勞裂紋擴展速率回歸分析
分別在應(yīng)力比 R 為 0.1,0.3,0.6 三種工況下進行試驗并隨時記錄數(shù)據(jù),然后對3組數(shù)據(jù)進行線性回歸分析,其線性回歸結(jié)果如表4。
由表4可見,當 R=0.6時,材料常數(shù) C、n在一個量級上,說明母材,熱影響區(qū)以及焊縫的疲勞裂紋擴展速率基本是一致的,處于同一個水平上。而當R=0.1,0.3 時,材料常數(shù) C、n 出現(xiàn)明顯的差別。尤其常數(shù)C的變化,已經(jīng)跨越了幾個量級。這說明了在R=0.1,0.3時,3個位置的疲勞裂紋擴展速率有著較明顯的差別,并且隨著應(yīng)力比的減小,這種差別越明顯。

表4 三種應(yīng)力比下疲勞裂紋擴展速率回歸分析結(jié)果Tab.4 Regression analysis of fatigue crack behavior in three stress ratio
2.2 2205雙相不銹鋼母材的疲勞裂紋擴展速率
為了對2205雙相不銹鋼焊接結(jié)構(gòu)中母材處的疲勞裂紋擴展速率變化進行比較,分別作出在同一載荷、不同應(yīng)力比下的曲線。曲線如圖3。

圖3 母材疲勞裂紋擴展速率Fig.3 Fatigue crack behavior of BM
三種應(yīng)力比下對母材的疲勞裂紋擴展速率進行回歸分析,其回歸方程如下:
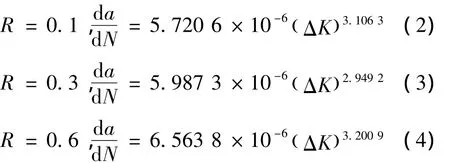
可以看出,2205雙相不銹鋼隨著應(yīng)力比的增加,疲勞裂紋擴展的速率隨之增加,這與疲勞裂紋擴展的基本理論[13-14]相一致,但增加量并不明顯,基本維持在一個相同的速率水平上,如ΔK為20和40的時候,da/dN的取值幾乎是相同的。同時,這也說明2205雙相不銹鋼母材的裂紋擴展速率對應(yīng)力比的變化并不敏感,母材的疲勞裂紋在應(yīng)力發(fā)生變化時擴展仍會維持在一個比較穩(wěn)定的狀態(tài),不會有過大的起伏。
2.3 2205雙相不銹鋼熱影響區(qū)的疲勞裂紋擴展速率


圖4 熱影響區(qū)疲勞裂紋擴展速率Fig.4 Fatigue crack behavior of HAZ
可以看出,隨著應(yīng)力比的提高,熱影響區(qū)的疲勞裂紋擴展速率同樣隨著應(yīng)力比的提高而增加,但其速率分布點已經(jīng)不處于同一個分布區(qū)域,所以其疲勞裂紋擴展速率變化更加顯著。如ΔK為18,R=0.3時的da/dN值,比R=0.1時的da/dN值略大,而當R=0.6時的da/dN值已是R=0.1時的2倍多。因此,熱影響區(qū)的疲勞裂紋擴展速率對應(yīng)力比的變化具有一定的敏感度,并且高于母材。
2.4 2205雙相不銹鋼焊縫的疲勞裂紋擴展速率
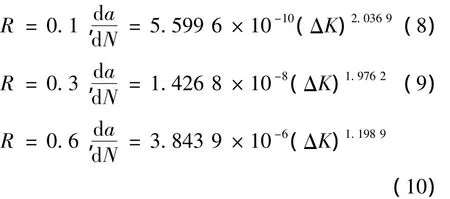

圖5 焊縫疲勞裂紋擴展速率Fig.5 Fatigue crack behavior of WM
2.5 2205雙相不銹鋼不同部位的疲勞裂紋擴展速率
在同一應(yīng)力比的前提下,2205雙相不銹鋼焊接街頭不同部位的疲勞裂紋擴展速率也是不相同的。比較R=0.1時,2205雙相不銹鋼的母材、熱影響區(qū)和焊縫的疲勞裂紋擴展速率可以發(fā)現(xiàn),母材的速率最大,焊縫的速率最小。如ΔK取30時,母材的da/dN約為0.000 1,而熱影響區(qū)和焊縫的da/dN分別為0.000 04 和0.000 01。當 R=0.3 時,也有這樣的結(jié)果,但3個部位的差距減小。當 R=0.6時,從圖5中可以看出,雖然3個部位的曲線比較接近,并且在此應(yīng)力比下的回歸方程表明3者的疲勞裂紋擴展速率處于同一個量級水平,大小相當,但仍然既有母材的擴展速率大于熱影響區(qū),熱影響區(qū)大于焊縫的相同結(jié)果。因此相比之下,母材、熱影響區(qū)以及焊縫中,母材的抗疲勞裂紋擴展能力最弱,焊縫最強,熱影響區(qū)居于二者之間,由此說明,筆者采用工藝焊接接頭抗疲勞裂紋擴展性能良好。
3 結(jié)論
實驗采用標準SE(B)試樣,在PLG-200高頻疲勞試驗機上分別對焊接試件的母材、熱影響區(qū)以及焊縫的疲勞裂紋擴展速率進行了實驗研究,分析得到以下結(jié)論:
1)2205雙相不銹鋼焊接試件的母材、焊縫和熱影響區(qū)疲勞裂紋擴展速率da/dN與應(yīng)力強因子ΔK之間,都符合Paris公式。
2)2205雙相不銹鋼焊接結(jié)構(gòu)中焊縫裂紋擴展速率最低,抗疲勞裂紋擴展能力最高;母材疲勞裂紋擴展速率最高,抗疲勞裂紋擴展能力最差;熱影響區(qū)介于二者之間,說明筆者采用工藝焊接接頭抗疲勞裂紋擴展性能良好。
3)焊縫處疲勞裂紋擴展的速率對應(yīng)力比的變化的反應(yīng)最為靈敏,其次是熱影響區(qū),母材基本穩(wěn)定。
[1]Badji R,Belkessa B,Maza H,et a1.Effect of post weld heat treatment on microstructure and mechanical propeaies of welded 2205 duplex stainless steel[J].Materials Science Forum,2004(1):467-470.
[2]Notten G,Charles J,Van N L.Duplex stainless steels[J].The Netherlands,1997(21):9-11.
[3]Tsuge H,Tarutani Y,Krdo T.The effect of nitrogen on the localized corrosion resistance of duplex stainless steel simulated weldments[J].NACE,1998,44(5):305-314.
[4]Lilias M,Johansson P,Liu H S P.Development of a leans duplex stainless steel[J].SteelResearch International,2008,79(6):466.
[5]李為衛(wèi),宮少濤,熊慶人,等.2205雙相不銹鋼的焊接性及焊接技術(shù)[J].熱加工藝,2006,35(3):91-93.LI Wei-wei,GONG Shao-tao,XIONG Qing-ren,et al.Weldability and welding technique of 2205 duplex stainless steel[J].Hot Working Technology,2006,35(3):91-93.
[6]張建勛,李為衛(wèi).2205雙相不銹鋼的焊接性研究綜述[J].焊管,2005,28(5):6-8.ZHANG Jian-xun,LI Wei-wei.Review welding of 2205 duplex stainless steel[J].Welded Pipe and Tube,2005,28(5):6-8.
[7]劉志剛.船舶焊接變形的控制與矯正[J].船海工程,2002(1):19-20.LIU Zhi-gang.The control and correction of ship welding deformation[J].Ship Engineering,2002(1):19-20.
[8]申艷麗,孟慶森,張丙靜,等.焊接工藝對2205雙相不銹鋼焊接接頭綜合性能的影響[J].焊接,2007(6):47-50.SHENG Yian-li,MENG Qing-sen,ZHANG Bing-jing,et al.Welding process to the welded comprehensive performance of duplex stainless steel 2205[J].Welding& Joining,2007(6):47-50.
[9]金曉軍.雙相不銹鋼管道焊接殘余應(yīng)力參數(shù)的數(shù)值模擬[J].天津大學學報,2004,37(2):116-125.JIN Xiao-jun.Welding residual stress simulation parameters of duplex stainless steel pipe[J].Journal of Tianjing University,2004,37(2):116-125.
[10]王智祥,王正倫.2205雙相不銹鋼焊接收縮變形與殘余應(yīng)力研究[J].重慶交通大學學報:自然科學版,2009,28(4):785-788.WANG Zhi-xiang,WANG Zheng-lun.Welding shrinkage deformation and residual stress of duplex stainless steel 2205 [J].Journal of Chongqing Jiaotong University:Natural Science,2009,28(4):785-788.
[11]王智祥,王正倫.2205雙相不銹鋼焊接應(yīng)力與變形的SVM回歸預測研究[J].船舶工程,2010,32(1):74-78.WANG Zhi-xiang,WANG Zheng-lun.Study on SVM regression forecast on welding residual stress and deformation of 2205 duplex stainless steel[J].Ship Engineering,2010,32(1):74-78.
[12]GB 6398—2000金屬材料疲勞裂紋擴展速率試驗方法[S].北京:國家標準局,2000.
[13]王繹.斷裂力學[M].桂林:廣西人民出版社,1982:322.
[14]楊化仁.焊接結(jié)構(gòu)疲勞強度理論[M].沈陽:東北大學出版社,2002:102.
猜你喜歡
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
