基于運動控制器的卷簧機數控系統研究
2011-09-27 03:27:00龐文卓庫祥臣李濟順
制造技術與機床 2011年6期
關鍵詞:程序
龐文卓 庫祥臣 李濟順
(河南科技大學機電工程學院,河南洛陽 471003)
彈簧行業在整個制造業當中雖然是一個基礎行業,但其所起到的作用是絕對不可低估的。國家的電氣工業、汽車工業要加快發展,而作為基礎件、零部件之一的彈簧行業就更加需要有一個發展的超前期,才能適應國家整個工業的快速發展。隨著我國制造業的不斷發展,彈簧的品種也在逐漸增多,數量不斷增加。雖然市場需求量非常之大,但我國彈簧行業的產業結構卻相當讓人堪憂。對于彈簧行業來說,長期以來形成了低檔普通彈簧供過于求,高檔產品(高強度、高應力、特種材料)供不應求的被動形勢。現階段我國彈簧產品主要以技術含量低的一般彈簧居多,異形件等高技術產品只有少數規模大的公司有能力生產。目前國內能生產數控卷簧機的企業不多,即使能生產數控卷簧機,其數控系統大多數為中國臺灣或者進口產品。
1 卷簧機的工作原理
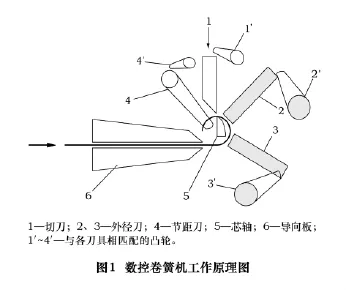
彈簧的種類很多,如壓簧、拉簧、扭簧等,這里我們以用途最廣的壓簧為例。圖1為卷簧機的工作原理示意圖。
當鋼絲經過校直機構和送料機構(圖中未畫出),碰上刀具前端的槽子并且依靠鋼絲上、下圈徑桿的限位及導向作用迫使鋼絲彎曲變形,彈簧圈是由鋼絲頂住3個摩擦點卷繞形成的。在鋼絲彎曲成簧圈的過程中,鋼絲接觸到節距刀4的斜面;節距刀在與之匹配凸輪的驅動下開始沿著彈簧卷繞成形的方向按照既定程序軸向移動,所以能形成壓縮彈簧的節距。卷制壓縮彈簧的拼頭(支撐圈)時,節距刀反向移動,使后一圈彈簧靠著已卷好的前一圈而成形。當一只彈簧卷制好后,送料機構停止送料,切刀控制機構迫使切刀1將彈簧切斷。此時主軸旋轉一周,各凸輪復位,為下一個循環做準備。
2 數控系統的硬件構成
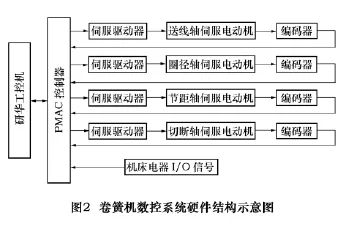
本系統硬件結構如圖2所示。工控機采用臺灣研華生產的工控機,型號為研華AWS-8248。主板型號為PCA-6003V -00A2E,CPU 為 PIII-1G,內存256 M,并配有 AWS8248VTP6001E-T機箱,硬盤80 G,3.5英寸軟驅,15英寸LCD顯示和磁盤驅動器。運動控制卡采用美國Delta Tau公司的PMAC-Lite型控制卡,PMAC的核心是MOTOROLA的DSP56001/56002數字信號處理器,可同時控制1~8個軸,既可單獨執行存儲于其內部的程序,也可執行運動程序和PLC程序,并進行伺服環更新及以串口、總線兩種方式與上位機進行通信。PMAC還可自動對任務優先級進行判別,從而進行實時多任務處理。由于PMAC卡具有強大的數字運算能力來完成數控插補、PLC程序運行等實時任務,簡化了實現數控系統實時性任務的開發運作,只需根據要求開發上位機界面、NC程序編輯、機床狀態量讀取等非實時任務。工控機和PMAC之間通過DPRAM總線通信,只需通過調用動態鏈接庫PComm32就可實現兩者間的實時通信。
3 軟件設計
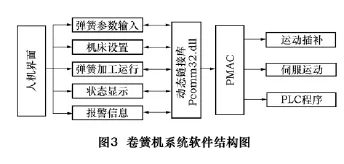
卷簧機數控系統的軟件采用模塊化沒計,用面向對象的高級語言C++Builder編寫,通過PMAC提供的動態鏈接庫管理實時運動程序。系統軟件采用前后臺結構,由前臺實時控制軟件、后臺管理系統軟件、上下位機的通信驅動程序和PLC程序等幾個部分組成。軟件的結構圖如圖3所示,前臺實時控制軟件完成NC內核和PLC控制的實時任務,后臺系統管理軟件完成監控和各個功能界面的管理、系統管理等非實時性任務。通信程序實現人機界面應用程序與PMAC以及雙端口RAM的通信。PLC控制程序用于機床系統開關量的邏輯控制。動態鏈接庫PComm32提供函數同底層的虛擬設備驅動程序進行數據交換,然后由虛擬設備驅動程序直接和PMAC交換數據。
3.1 系統的人機界面
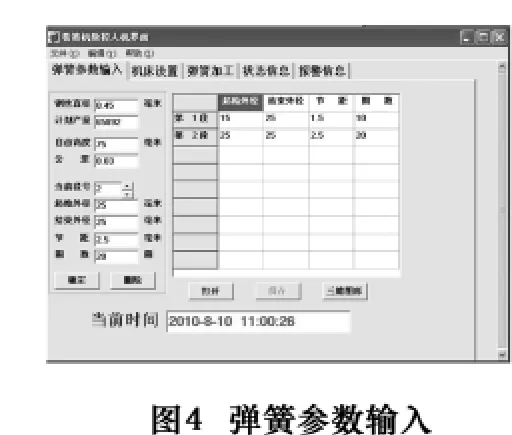
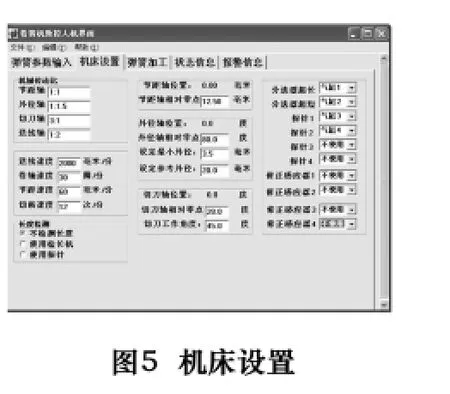
系統的人機界面包括彈簧參數的輸入、機床設置等。在彈簧參數輸入里面,可以輸入彈簧直徑、計劃產量、公差、起始和結束外徑、節距、圈數等信息,并且可以打開和保存當前信息。機床設置里面可以設置送線、外徑、節距、切斷等速度值;節距軸、外徑軸、切刀軸等位置信息,另外對于彈簧分選功能選擇等進行設置。彈簧參數界面如圖4所示,機床設置如圖5所示。
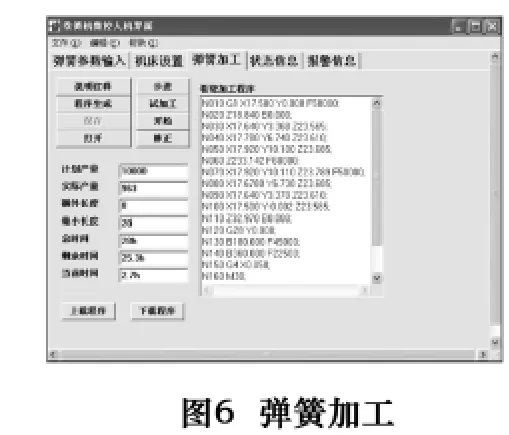
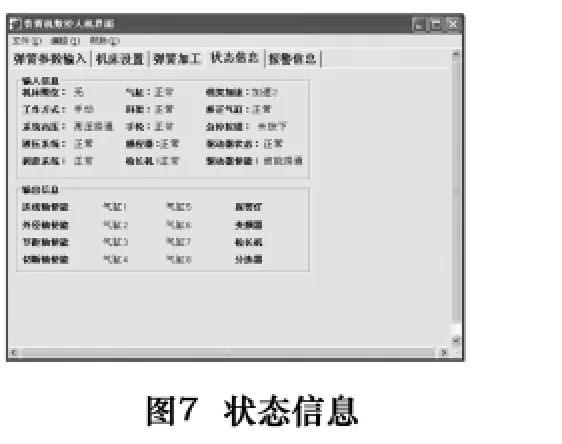
在彈簧加工界面中,可以編寫自己的彈簧加工程序,也可以打開現成的加工程序。當對參數設置完畢以后可以啟動程序開始加工。在加工的過程中,可以進行步進、修改程序等操作。在狀態界面中,包含了相應的輸入輸出的狀態信息。輸入主要包括工作方式、液壓系統、手輪、料架、感應器、驅動器狀態等信息;輸出主要包括各個加工軸的信息,還有報警燈、分選器等。彈簧加工界面如圖6所示,狀態信息如圖7所示。
在彈簧整個生產過程中出現異常情況的時候會彈出來報警信息框,里面會提出出錯誤的詳細信息,這樣可以幫助工人快速找到問題所在并解決問題,可以提高生產效率。
3.2 通信模塊
通信模塊是把低層的PMAC控制程序與上位機IPC機控制程序在邏輯上連接出來,他們的數據交換通過 DPRAM來實現。PMAC提供了一套 DLL和VxD,協助用戶完成DPRAM與PMAC的可靠通信,這也使通信程序編寫簡單化。后臺軟件設計中,使用PMAC控制器,可以借助 DELTA TAU公司提供的Pcomm32.dll動態鏈接庫,其中含有200多個函數可供調用。其中主要用的函數有:
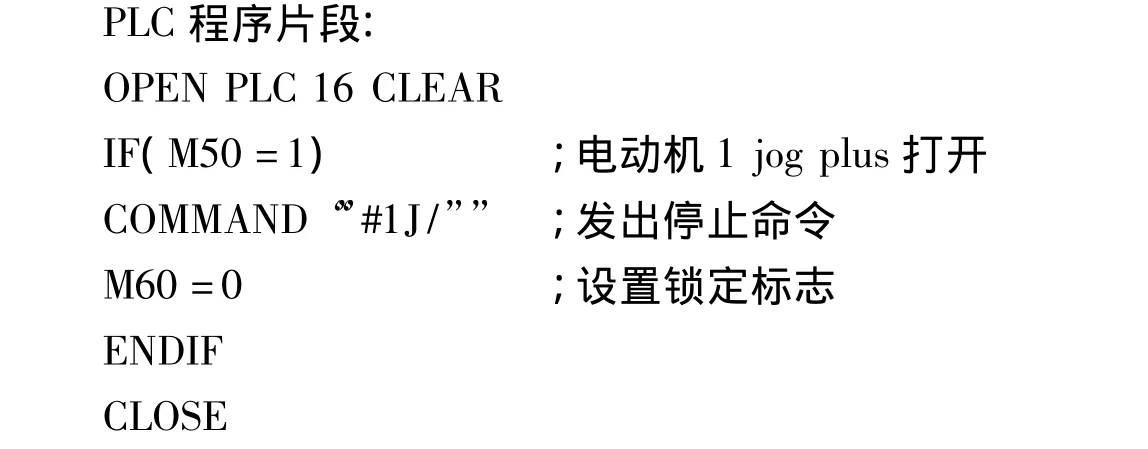
3.3 PLC程序的編制
系統的PLC程序主要完成系統的初始化和對各種輸入輸出量進行監控,主要包括限位、冷卻、潤滑、指示燈管理、主軸電動機啟停等子程序。PMAC帶有內置的軟PLC功能,其運行是由PMAC來實現的。當運動程序在前臺有序運行時,PMAC可以在后臺運行多達32個異步PLC程序。PLC程序可以以極高的采樣速率監視模擬和數字輸入、設定輸出值、發送信息、改變增益、命令運動停止/啟動等作業。PLC程序的語法采用IF—ELSE結構的類C語言,開發者很容易寫出所需的PLC程序,然后利用PMAC自帶的軟件開發平臺進行編輯、編譯,最后下載到PMAC卡中運行。
4 結語
采用IPC+PMAC多軸控制器為硬件,利用Windows操作系統平臺開發數控系統軟件,所開發的四軸數控卷簧機系統充分發揮了IPC強大的后臺管理能力和PMAC優良的實時運動控制能力,同時由于PMAC本身所具有的開放性特征,可以方便地加入系統的硬件和軟件,能夠根據實際需要擴展數控設備的功能,從而滿足系統擴展的要求,達到更好的控制能力和更高的性能價格比的目的。
[1]沙智華,張生芳,葛研軍,等.通用數控代碼編譯系統研究與實現[J].中國機械工程,2003,14(9):763 -766.
[2]張耀,黃文廣,程文峰,等.卷簧機數控系統的開發[J].數控系統,2007,12(9):37 -42.
[3]王光明,陳偉章,陳華礎.基于IPC的全自動電腦卷簧機數控系統的設計[J].機械與電子,2000,12(4):34 -45.
[4]周亞軍,王偉,王劍.開放式卷簧機數控系統的設計和實現[J].數控系統,2004,12(4):9 -10.
[5]羅輝.機械彈簧制造技術[M].北京:機械工業出版社,1987.
[6]DELTA TAU DATA SYSTEM,PMAC Pewin32 software Manual[Z].DELTA TAU DATA SYSTEMS,1999.
[7]張兆隆,孫志平.基于PMAC的開放式綜合數控實驗系統的研究[J].裝備制造技術,2007(12).
[8]趙景波,榮盤祥.C++Builder 6.0基礎教程[M].北京:機械工業出版社,2004.
[9]成瓊,沈耀仁.二軸八工位數控繞簧機工步分析[J].數控技術,2007(5).
[10]李淑萍,張筱云.基于PMAC的開放式數控系統的研究與應用[J].自動化技術與應用,2008(11).
猜你喜歡
電腦愛好者(2020年6期)2020-05-26 09:27:33
人大建設(2019年12期)2019-05-21 02:55:44
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
信息安全與通信保密(2016年3期)2016-08-23 01:23:56
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:34
山西省政法管理干部學院學報(2016年2期)2016-07-31 18:19:25
中國衛生(2015年3期)2015-11-19 02:53:32
政治與法律(2014年11期)2014-03-01 02:20:40
