基于20GM定位模塊的人字齒軸輥自動堆焊機控制系統(tǒng)
2011-09-28 09:11:50潘玉山
溫州職業(yè)技術(shù)學(xué)院學(xué)報 2011年1期
潘玉山
(江蘇聯(lián)合職業(yè)技術(shù)學(xué)院,江蘇 靖江 214500)
基于20GM定位模塊的人字齒軸輥自動堆焊機控制系統(tǒng)
潘玉山
(江蘇聯(lián)合職業(yè)技術(shù)學(xué)院,江蘇 靖江 214500)
針對原始軸輥堆焊設(shè)備定位精度差、加工質(zhì)量不穩(wěn)定、堆焊效率低等缺陷,提出利用FX2N- 20GM定位模塊、FX2N系列PLC和步進電機組合的控制系統(tǒng)方案。實踐表明,該控制系統(tǒng)能實現(xiàn)焊槍與軸輥聯(lián)動控制,保證軸輥獲得準確堆焊齒形,大大改善工作環(huán)境,提高加工效率。
人字齒軸輥;20GM定位模塊;PLC;控制系統(tǒng)
0 引 言
人字齒軸輥是碾碎機械的關(guān)鍵部件,也是易損件之一。如何提高人字齒軸輥的使用壽命和快速生產(chǎn)加工與修復(fù),已成為碾碎加工提高生產(chǎn)率、降低消耗的重要課題。人字齒軸輥加工與修復(fù)的關(guān)鍵宜解決以下兩個問題:一是保證齒面具有足夠的硬度(>HRC55)與耐磨性;二是形成人字齒形。堆焊技術(shù)以其堆焊層質(zhì)量穩(wěn)定、表面成形美觀、硬度高、耐磨性好、耐疲勞性強等優(yōu)點可以解決問題一[1];問題二的解決則需要借助于專用堆焊設(shè)備,通過控制焊槍和軸輥間的相對運動完成所需要的堆焊形狀。由于可編程控制器(PLC)是專門在工業(yè)環(huán)境下應(yīng)用而設(shè)計的一種工業(yè)控制計算機,具有抗干擾能力強、可靠性高等顯著優(yōu)點,是實現(xiàn)機電一體化的理想控制裝置[2]。通過實踐與深入研究,本文提出利用PLC和定位模塊控制步進電機的人字齒軸輥自動堆焊機的控制系統(tǒng)。
1 控制系統(tǒng)硬件設(shè)計及實現(xiàn)
1.1 人字齒軸輥堆焊基本生產(chǎn)工藝
結(jié)合堆焊工藝要求和軸輥人字齒形(見圖1)的特點,擬采用分層堆焊一個齒后,再堆焊加工第二個齒,依此類推。依據(jù)該控制系統(tǒng)的工作流程,可以得出其堆焊步驟為:(1)動力開啟;(2)機械、電氣原點回歸;(3)各軸快進至工作位置;(4)堆焊輪齒第一層;(5)堆焊輪齒第二層(根據(jù)層高要求堆焊第三層等);(6)分度;(7)重復(fù)(3)~(5)的動作,完成所有輪齒堆焊,并符合尺寸、硬度要求;(8)原點回歸。
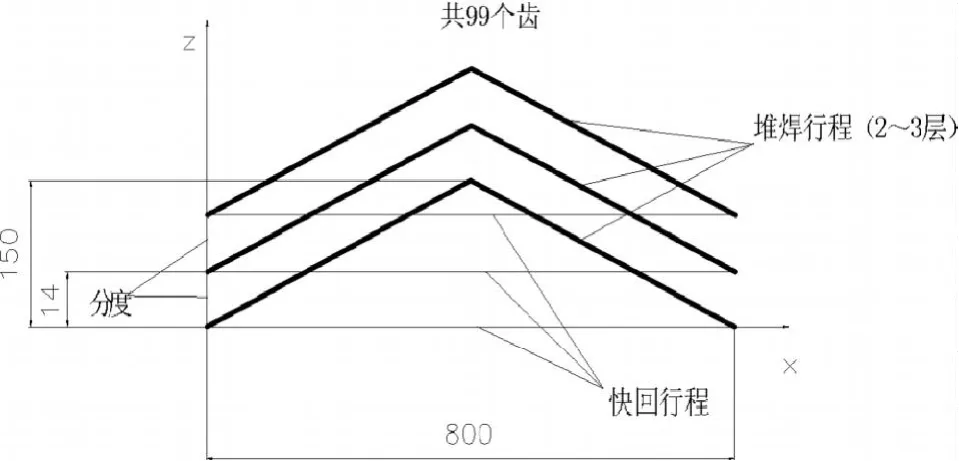
圖1 堆焊軸輥人字齒形
1.2 控制系統(tǒng)的組成
考慮到其經(jīng)濟性,堆焊機在普通C6140×1500機床的基礎(chǔ)上改造而成,并將機床的旋轉(zhuǎn)向作為Z軸,機床縱向作為X軸,橫向作為Y軸。縱、橫向直線運動采用滾珠絲杠步進電機驅(qū)動。控制系統(tǒng)采用觸摸屏(選用A960GOT)輸入顯示數(shù)據(jù),通過PLC(選用FX2N-32MR)和定位模塊(選用FX2N-20GM)控制步進電機,以控制焊槍按照齒形要求堆焊軸輥。從堆焊加工過程來看,主要包括焊槍縱向(左右)運動與軸輥旋轉(zhuǎn)運動、焊絲送進運動、焊槍橫向(前后)調(diào)整等主要動作,而這些動作分別由對應(yīng)電機驅(qū)動完成,其中焊槍縱向(左右)運動與軸輥旋轉(zhuǎn)運動需要用20GM定位模塊來實現(xiàn)。此外,控制系統(tǒng)還具備實現(xiàn)對焊劑控制閥、焊接電源控制,以及對焊接電源的檢測等輔助控制部分。利用PLC和定位模塊實現(xiàn)人字齒軸輥自動堆焊機控制系統(tǒng)的設(shè)計如圖2所示。
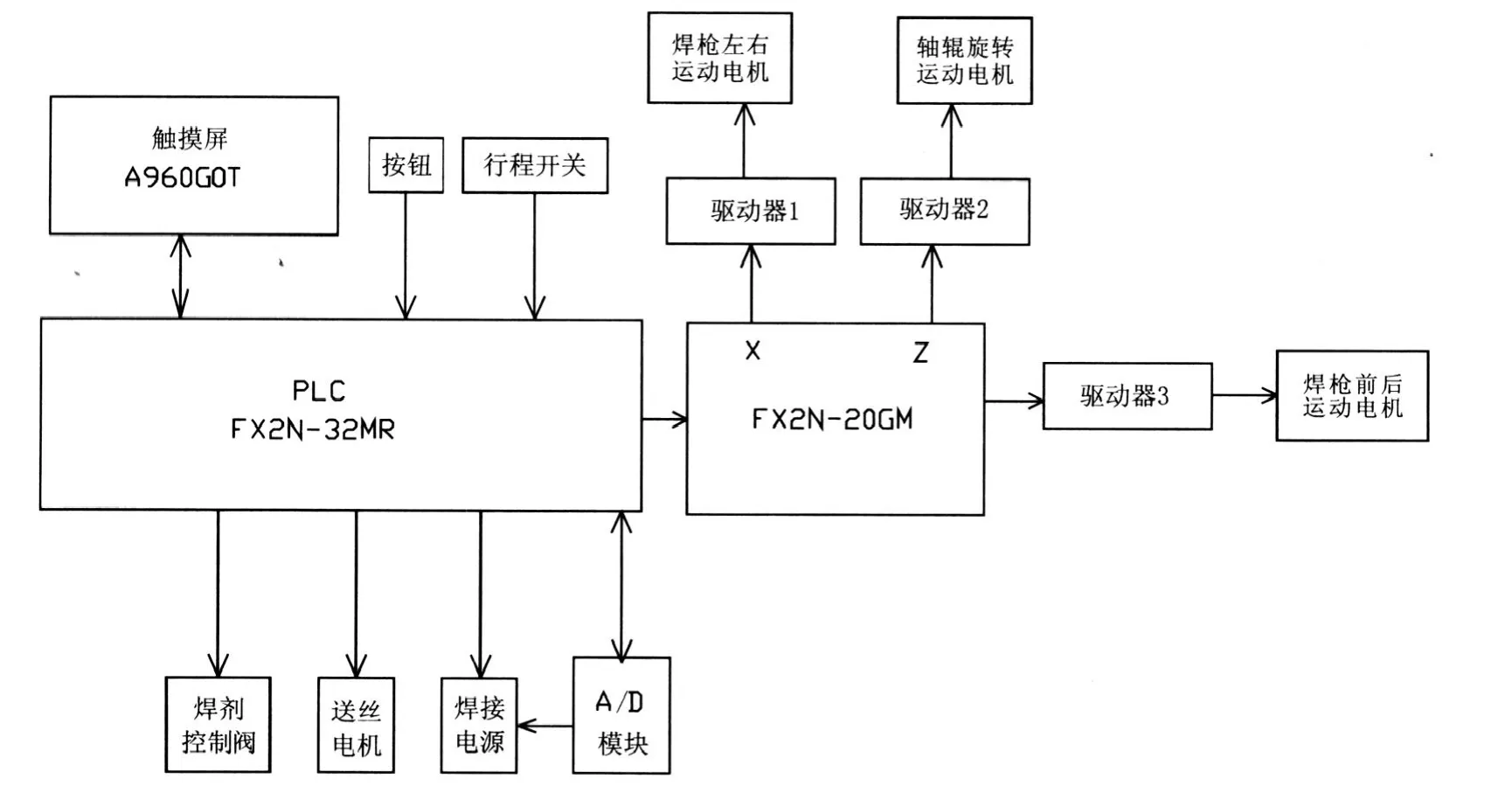
圖2 人字齒軸輥自動堆焊機控制系統(tǒng)
2 控制系統(tǒng)軟件設(shè)計及實現(xiàn)
2.1 20GM定位模塊參數(shù)及m碼操作
20GM定位模塊通過參數(shù)設(shè)定才能滿足各方面要求。定位模塊參數(shù)主要包括定位參數(shù)、I/O控制參數(shù)和系統(tǒng)參數(shù)三種類型,每種類型又包括若干參數(shù),如定位參數(shù)含單位體系、機械零點和速度等。相關(guān)參數(shù)具體設(shè)定和操作方法參見《三菱FX2N-10GM 和 FX2N-20GM硬件/編程手冊》[3-4]。
定位模塊m碼指令用來驅(qū)動各種協(xié)助定位操作設(shè)備,如軸輥旋轉(zhuǎn)運動和焊槍縱向(左右)運動。在執(zhí)行定位程序時,m碼被驅(qū)動,m碼開信號打開,并作為狀態(tài)信號存在定位模塊對應(yīng)的特殊輔助繼電器(Ms)中,同時被驅(qū)動的m碼編號被存入對應(yīng)的特殊數(shù)據(jù)寄存器(Ds)中,在m碼關(guān)閉信號未打開前,m碼始終保持打開狀態(tài)。m碼的關(guān)閉一般是由PLC發(fā)送m碼關(guān)閉命令傳送給定位模塊對應(yīng)的特殊Ms,并改變開信號對應(yīng)特殊Ms的狀態(tài)。m碼信息與特殊Ms/Ds及緩沖存儲器(BFM)的對應(yīng)關(guān)系見表1。
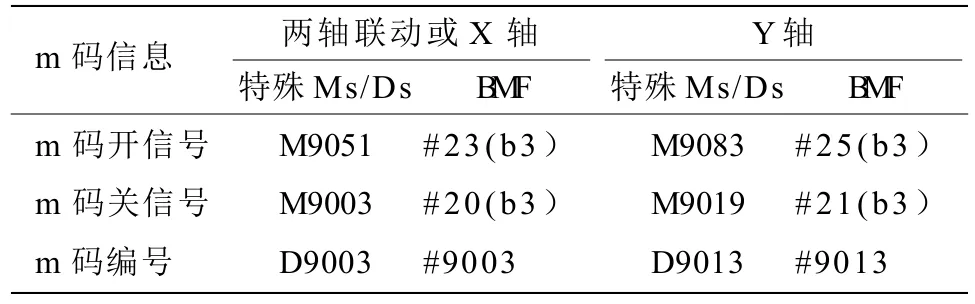
表1 m碼信息與特殊Ms/Ds及BFM的對應(yīng)關(guān)系
2.2 20GM定位模塊與PLC之間的通信
由于對自動堆焊機系統(tǒng)的控制是由PLC和20GM定位模塊共同來完成的,因而兩者之間必須實現(xiàn)通信。PLC用FROM/TO指令對20GM定位模塊內(nèi)部BFM進行讀寫操作,以達到兩者之間的信息交換。FROM指令是把定位模塊BFM中的內(nèi)容讀到PLC中,TO指令則與FROM指令相反,是把PLC的內(nèi)容寫到定位模塊BFM中,如圖3所示。在20GM定位模塊中,一旦m碼被驅(qū)動,PLC通過FROM指令讀信息,執(zhí)行PLC直接控制的輔助設(shè)備操作,而此時20GM定位模塊處于等待狀態(tài)。當輔助設(shè)備操作結(jié)束,PLC通過TO指令發(fā)送m碼關(guān)閉命令,使20GM定位模塊繼續(xù)執(zhí)行定位程序[5]。20GM定位模塊與PLC之間的通信程序如圖4所示。
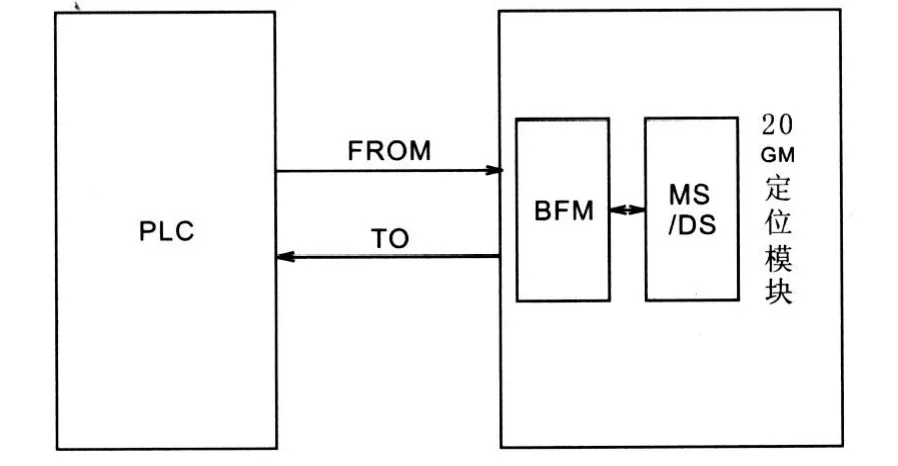
圖3 20GM定位模塊與PLC之間的通信
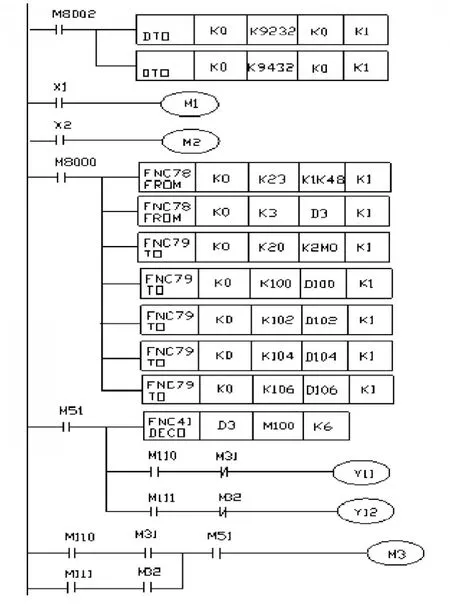
圖4 20GM定位模塊與PLC之間的通信程序
圖4中,X1為啟動按鈕,X2為停止按鈕,M1為輔助動作1(送焊劑、送絲、引弧)完成信號,M2為輔助動作2(滅弧、停止送絲、關(guān)焊劑)完成信號,Y11控制輔助動作1,Y12控制輔助動作2。加工參數(shù)先通過人機界面寫到PLC中,再用PLC TO指令,將其寫到定位模塊,自動堆焊機則按照這些參數(shù)完成堆焊運動,直至加工出所需要的堆焊齒形。m碼被驅(qū)動時,PLC用FROM指令讀m碼打開信號及m碼的編號,使M51接通,并調(diào)用解碼指令DECO對讀到的m碼編號進行解碼。M10驅(qū)動時,解碼為M110接通,驅(qū)動Y11,同樣,M11驅(qū)動時,解碼為M111接通,驅(qū)動Y12。輔助動作1、2結(jié)束,分別使M31、M32接通,均驅(qū)動M3。M3信號作為m碼關(guān)閉命令,通過PLC TO指令傳送給定位模塊,實現(xiàn)了m碼的關(guān)閉。如此,程序按照預(yù)先設(shè)定一步一步執(zhí)行每個動作,完成整個加工過程。
2.3 20GM定位模塊兩軸聯(lián)動加工程序
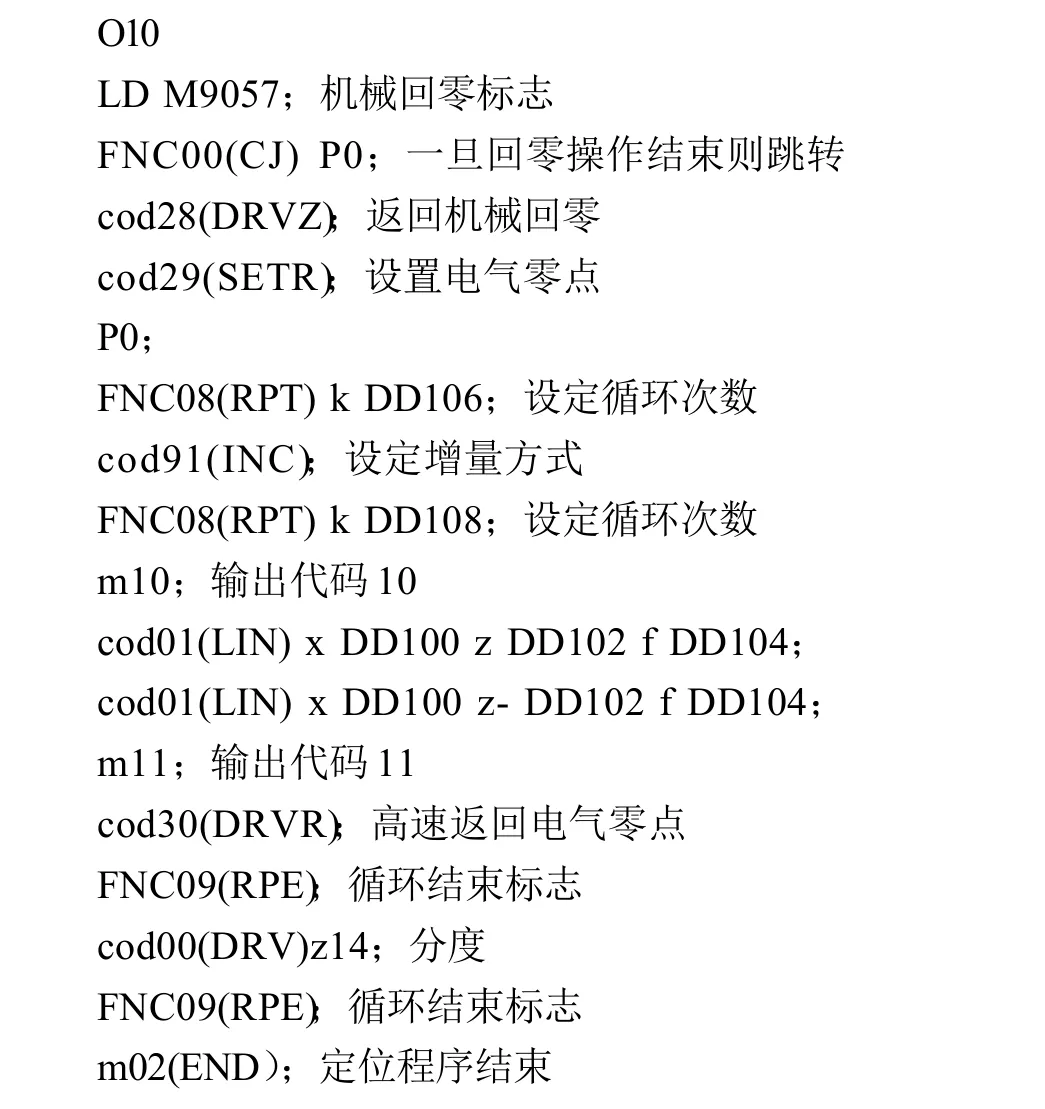
當該控制系統(tǒng)啟動后,第一次按下“啟動”按鈕,控制系統(tǒng)兩坐標軸自動、單獨回原點,原點位置均為0。在該控制系統(tǒng)回原點后,再次按下“啟動”按鈕,自動完成如下動作循環(huán):(1)送焊劑、送絲、引弧;(2)X軸、Z軸插補到X400,Z150;(3)再插補到X800,Z0;(4)滅弧、停止送絲、關(guān)焊劑;(5)快速到原點;(6)重復(fù)(1)~(5)步驟;(7)Z軸快速定位相對值14;(8)重復(fù)(1)~(7)98次,動作結(jié)束。
為了實現(xiàn)以上動作控制,需要對PLC與20GM定位模塊編制兩種不同的控制程序。在PLC中主要進行輸入、輸出的邏輯處理與模塊動作控制;在20GM定位模塊中主要進行定位控制。同時必須對20GM定位模塊設(shè)定相應(yīng)的控制參數(shù)。其加工程序[6]如下:
3 結(jié)束語
利用PLC和20GM定位模塊可充分體現(xiàn)人字齒軸輥自動堆焊機控制系統(tǒng)靈活、可靠性高的特點,完全滿足軸輥堆焊加工要求,克服原有加工設(shè)備勞動強度大、質(zhì)量不穩(wěn)定等缺陷,提高定位精度,較之人工定位方式提高生產(chǎn)效率近10倍。更重要的是,該堆焊設(shè)備改善了加工環(huán)境,提高了材料利用率,避免了二次人工修整打磨,降低了資源消耗,符合“循環(huán)經(jīng)濟”的要求。
[1]關(guān)旭,柳長青,王文,等.輥子自動堆焊設(shè)備的研制[J].焊接,2008(3):64-66.
[2]唐立偉,李和平.FX2N-20GM在玻璃鉆孔加工中的應(yīng)用[J].電氣應(yīng)用,2008(12):12-14.
[3]三菱電機公司.三菱FX2N-10GM和FX2N-20GM硬件/編程手冊[M].MITSUBISHI,2000:4-17.
[4]李紅,董偉.基于FX_(2N)-10GM定位模塊的圓臺磨床數(shù)控系統(tǒng)[J].機床電器,2007(4):16-18.
[5]祝銘尉,許昌,魏艷紅.數(shù)控彎管機中定位模塊的應(yīng)用[J].機械工程師,2007(2):125-126.
[6]黃菊生,劉美俊,龔存宇,等.三菱定位控制單元m碼通信及應(yīng)用開發(fā)[J].電氣傳動,2006(8):51-53.
[責任編輯:蔡 兵]
Control System of Automatic Surface Welding Machine of Herringbone Gear Shaft Roller Based on 20GM Positioning Module
PAN Yushan
(Jiangsu Joint Vocational & Technical College, Jingjiang, 214500, China)
In the light of the inaccurate positioning, instable processing and low efficiency surface welding of the original shaft roller equipment, this paper presents a control system consisting of FX2N-20 GM positioning module, PLC of FX2N Series and stepping motor. It shows that the system can obtain the joint control of welding torch and shaft roller, and ensure the accurate welding gear of shaft roller, which has greatly improved the working environment and promoted the processing efficiency.
Herringbone gear shaft roller; 20GM positioning module; PLC; Control system
TP273
A
1671-4326(2011)01-0059-03
2010-12-11
潘玉山(1967—)男,江蘇揚州人,江蘇聯(lián)合職業(yè)技術(shù)學(xué)院高級講師,碩士.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
動漫界·幼教365(大班)(2021年4期)2021-05-23 21:33:16
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
小學(xué)生作文(低年級適用)(2018年3期)2018-04-17 00:58:35
少年博覽·小學(xué)低年級(2017年4期)2017-06-09 16:22:28
作文周刊·小學(xué)一年級版(2016年28期)2017-06-03 00:28:49
作文評點報·低幼版(2017年7期)2017-03-11 20:49:41
電信科學(xué)(2016年10期)2016-11-23 05:11:56
少兒科學(xué)周刊·少年版(2015年4期)2015-07-07 20:56:37
