數控車削加工中刀尖圓弧半徑補償應用技巧
2011-10-08 12:11:24蔡蘇明
中國新技術新產品 2011年24期
蔡蘇明
(無錫機電高等職業技術學校,江蘇 無錫 214028)
一、數控車削中刀尖圓弧半徑補償的作用
在數控車削加工中,為了提高刀具的強度、耐用度及工件的表面加工質量,一般使用機夾可轉位車刀,而機夾可轉位車刀的刀尖都有一個精度較高的刀尖圓弧,如圖1所示,刀尖圓弧一般為R0.2~R0.8。
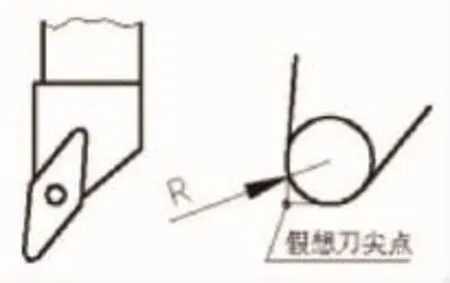
圖1 刀尖圓弧
當有刀尖圓弧后,由于數控加工程序的編制是按假想刀尖點進行的,切削端面和圓柱面時不存在誤差,如圖2所示;而在切削錐面和圓弧時,就會出現過切或欠切現象,如圖3所示。這樣當工件輪廓精度要求高時,就達不到精度要求。
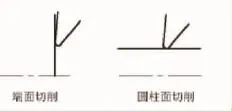
圖2 切削端面、圓柱面
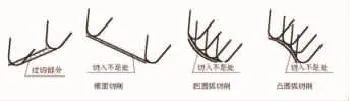
圖3 切削錐面、圓弧
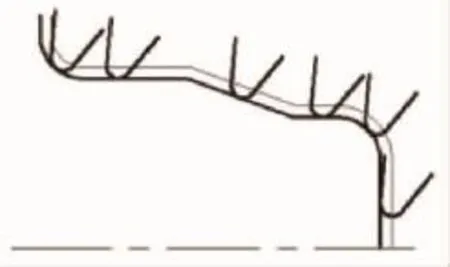
圖4 刀具半徑補償后運動軌跡
如果單從編程的角度解決,需要根據所加工的零件輪廓計算刀尖圓弧中心的運動軌跡進行編程,這樣會增加計算的工作量,而且也容易出現錯誤。為解決這一難題,我們引入刀尖圓弧半徑補償這一概念。由于數控系統擁有刀尖圓弧半徑自動補償功能,因此,加工程序的編制仍然按圖紙所標注的尺寸編寫,這樣由刀尖圓弧半徑而產生的過切或欠切問題可以通過刀具半徑補償功能,使刀具自動地沿加工輪廓方向偏置一個刀尖圓弧半徑值,如圖4所示。
二、刀尖圓弧半徑補償指令及使用技巧
1.刀尖半徑補償指令
G41——左補償,沿刀具加工方向看,刀具位于工件左側時即為左補償。
G42——右補償,沿刀具加工方向看,刀具位于工件右側時即為右補償。
G40——刀具補償取消。
2.G41、G42 的判別技巧
機床前置刀架與后置刀架方式下刀補的方向有一定的區別,如圖5和圖6所示,可得出一個結論就是:無論后置還是前置刀架使用右偏刀加工外圓時刀具半徑補償方向是G42,內孔是 G41。
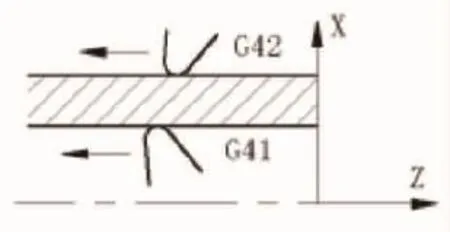
圖5 后置刀架的刀具半徑補償方向
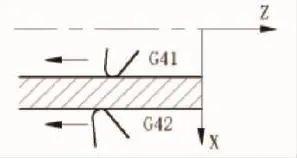
圖6 前置刀架的刀具半徑補償方向
3.刀具假想刀尖方位的選擇。機床前置刀架與后置刀架方式下,不同類型的刀具假想刀尖方位也有所不同。如圖7和圖8所示,從圖中可看出無論后置還是前置刀架,我們常用的外圓右偏刀刀尖方位為3,內孔右偏刀刀尖方位為2。
4.刀具假想刀尖方位及刀尖圓弧半值的輸入。要使刀尖圓弧補償發揮作用,必須在數控系統的刀具補償頁面內填入刀具假想刀尖方位和刀尖圓弧半值,以FANUC—0i數控系統為例,如圖9所示,刀尖方位填在T欄下,刀尖圓弧填在R欄下。
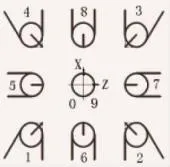
圖7 后置刀架的刀尖位置方位圖
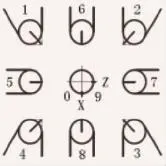
圖8 前置刀架的刀尖位置方位圖
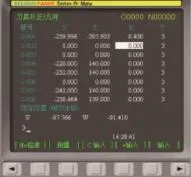
圖9 刀具參數設置界面
5.刀補指令G41、G42或G40必須寫在G01或G00程序段上,否則會出現語法錯誤報警。例如:G42 G00 X50 Z5和G42 G01 X50 Z5 F0.1都是正確的,G42 G02 X50 Z5 R20 F0.1是錯誤的。
6.刀尖圓弧半徑補償的建立與取消都要在加工輪廓的外面進行,由于在刀尖圓弧半徑補償的建立與取消過程中,都要進行偏置過渡運動,如果該程序段已進入工件就可能產生誤切。
7.刀尖圓弧半徑補償的建立與取消過渡線段長度必須大于刀尖圓弧半徑值,例如:刀尖圓弧半徑R=0.4mm,則Z軸移動量必須大于0.4mm,X軸移動量必須大于 2×0.4mm=0.8mm。
三、刀尖圓弧半徑補償應用實例
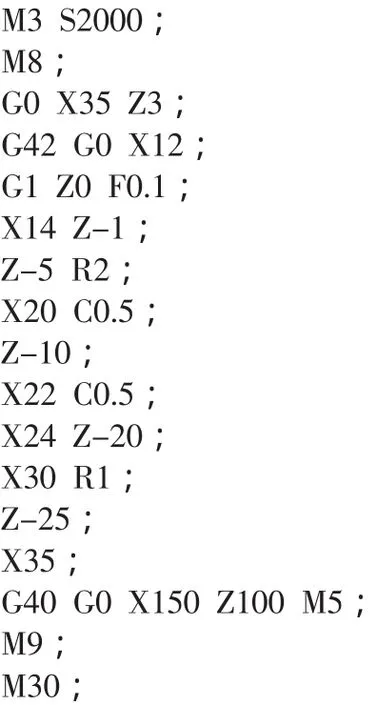
零件圖如圖10所示,使刀尖圓弧半徑補償方法編寫FANUC—0i數控系統精加工程序。
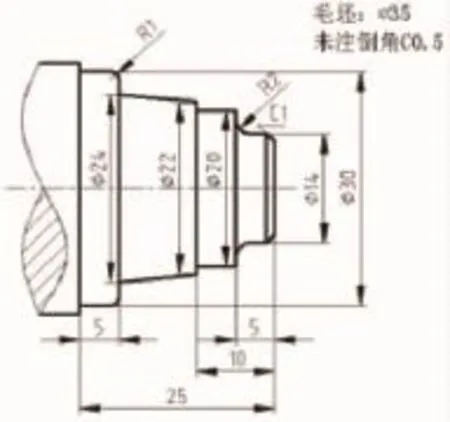
圖10 應用實例零件圖
結論
刀尖圓弧半徑補償是數控車床系統的一個重要功能,正確靈活的使用此功能,可以在不需要通過繁瑣計算而獲得刀尖圓弧中心運動軌跡的情況下保證加工零件的輪廓尺寸精度,可以使零件的數控加工程序的編制更加簡化。在實際加工時,使用刀尖圓弧補償功能時可能會出現圓弧干涉報警,這時需要根據所加工的零件選擇合適的刀尖圓弧的刀片或選擇合適的補償建立坐標點。
[1]北京FANUC公司.FANUC-0i車床編程與操作說明書(P253—P289)[Z].1998,5.