數控銑鏜床頭庫附件頭自動更換管理軟件開發設計
2011-10-18 14:33:34劉志兵孫志強
制造技術與機床 2011年8期
劉志兵 孫志強
(沈機集團昆明機床股份有限公司,云南昆明650203)
為了擴大大重型數控落地式或龍門式鏜銑機床工件加工工藝范圍、縮短轉序流程,往往根據工件加工需求配備多種功能附件頭,如立銑頭、萬能頭、加長頭和平旋盤等。功能附件頭裝于機床的滑枕端面,傳統的更換方法是手動方式,現代數控機床設計多采用自動方式(配備附件頭架或頭庫),換頭方式比較見表1。
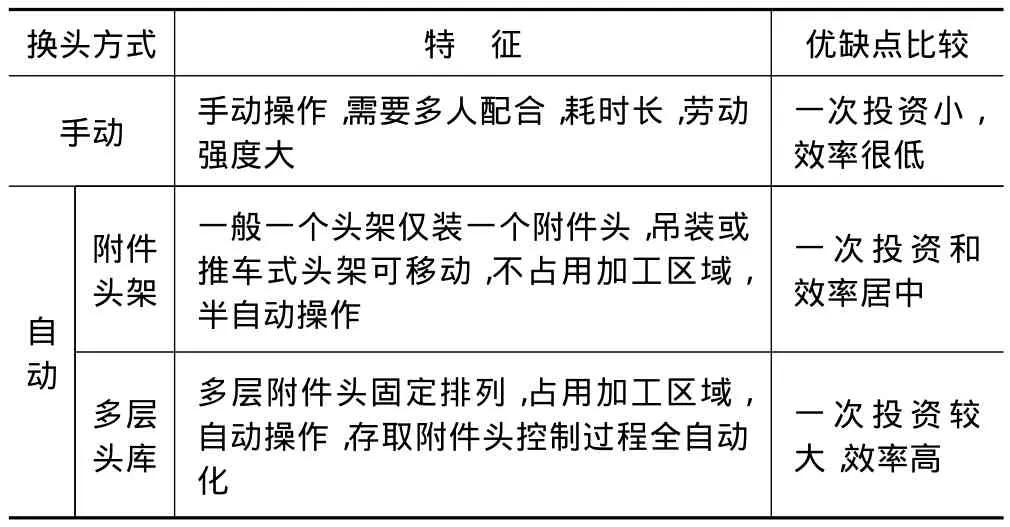
表1 換頭方式比較
采用哪種換頭方式主要由用戶依據配備功能附件頭的品種、成本等綜合考慮后做出選擇。國外鏜銑床普遍配備自動換頭刀庫。隨著國內數控機床逐漸向高檔次發展以及可靠性和快換接頭等關鍵輔件性能的提高、完善,具有頭庫的功能附件頭全自動更換鏜銑床逐漸成為主流發展趨勢。
我公司生產的TH69系列數控落地銑鏜床,根據用戶的需求配置有垂直銑頭、加長銑頭、萬能銑頭和平旋盤等,放置在4~5層頭庫中。應用西門子840D系統開發的頭庫自動換頭程序,能夠實現各種附件頭的自動識別、檢索和更換。就此開發設計思路探討如下。
1 自動換頭機械結構與編程基本要求
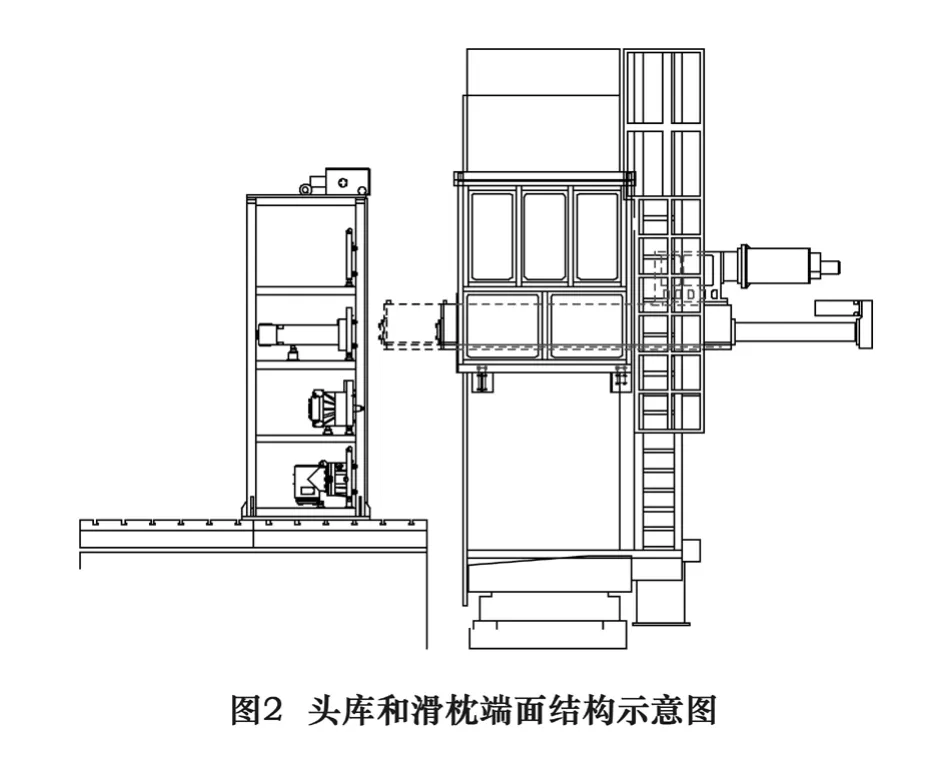
TH69系列數控落地銑鏜床頭庫和滑枕端面結構如圖1所示,滑枕前端有4個附件頭拉爪機構,采用碟形彈簧拉緊,液壓松開方式,附件頭上對應有4個拉釘,相配合將附件頭拉緊裝于滑枕前端。滑枕前端機械快換接頭供附件頭液壓油路、氣路及冷卻液等使用。電氣快換插頭則用于連接數控附件頭的伺服電動機、編碼器和位置檢測開關等。還有3個接近開關組合用來檢測和識別附件頭,頭庫中的每個附件頭對應有唯一編碼。頭庫為封閉式頭庫,正面帶卷簾門,換頭時卷簾門自動開啟、自動關閉。頭庫的高度受機床Y軸行程的限制,容量與附件頭的數量有關,頭庫占用機床X軸行程。頭庫中的每一層設有開關元件供檢測附件頭放置是否在位和到位,各層擺放固定的附件頭,如圖2所示,頭庫共有4層,第一層(頂層)擺放端蓋板,第二層擺放加長銑頭,第三層擺放平旋盤,第四層擺放萬能銑頭。

需要更換附件頭時編輯NC換頭指令:ATH_LOAD(“頭名稱”),它是一個參數子程序,“頭名稱”輸入附件頭漢語拼音縮寫,此附件頭就是需要從頭庫中裝載到滑枕上的附件頭。該指令簡單易記,對操作者而言換頭只要記住這一條指令足矣。它還是一條智能型指令,自動判斷附件頭名是否正確,是否已經在滑枕上,滑枕上是否有附件頭,頭庫中是否存在需要的附件頭等,根據判斷執行相應換頭動作(如圖3)。
這里假設舊附件頭仍然在滑枕上,編程換頭指令ATH_LOAD(“新頭名稱”),程序經過自檢判別后執行一個完整的“先還(卸載)舊頭,再取(裝載)新頭”的換頭循環,如圖4所示,圖中實線為卸載舊附件頭軌跡,虛線為裝載新附件頭軌跡。
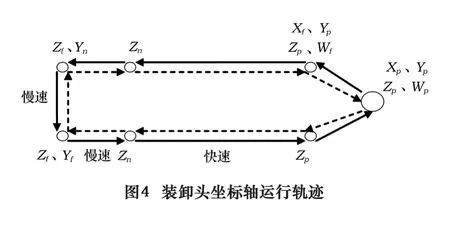
執行“卸載舊頭”指令:打開刀庫門,同時X軸、Y軸、Z軸(滑枕)及W軸(鏜軸)按序快速移動到預設的初始位置:Xp、Yp、Zp、Wp,在此位置操作者清潔主軸錐孔和滑枕;之后NC啟動,主軸準停在卸頭位置,同時XYZW 軸移動到換頭開始位置:Xf、Yp、Zp、Wf;等待頭庫門完全打開后,Z軸快速移動到換頭接近位置Zn;Z軸慢速移動到換頭終位Zf;Y軸慢速下降到換頭終位Yf;確認Zf、Yf到位后,發出附件頭拉爪松開指令,等待松開到位后,Z軸慢速退至Zn,拉爪夾緊;Z軸快速退至Zp;XYZW軸定位至裝載新附件頭的初始位置,等待裝載新頭指令。
執行“裝載新頭”指令:坐標軸移動軌跡動作順序與上述“卸載舊頭”相反,坐標節點位置相同如圖4虛線所示,不再贅述。不同點處:在Zn位置拉爪松開;在Zf、Yf位置拉爪夾緊,附件頭裝載到滑枕上;并且Y軸慢速提起至Yn位置,附件頭脫離頭庫支撐;將附件頭移出頭庫;刀庫門關閉;“裝載新頭”結束。XYZW軸返回至預設的初始位置:Xp、Yp、Zp、Wp,在此位置操作者做檢查附件頭、裝刀等加工前的準備工作。
2 自動換頭控制流程與過程處理
西門子840D數控系統是開放式高檔數控系統,NC高級編程語言除完成一般機床動作外,還可以直接訪問系統變量、用戶定義變量、進行BOOL邏輯運算、與PLC進行快速信號交換等,功能非常強大。因此附件頭更換以NC程序設計為主是完全可行的,換頭程序模塊以換頭指令子程序ATH_LOAD(“頭名稱”)為主要子程序,其他子程序均作為被調用子程序:如,MAG_ATH_QUOTE(位置賦值子程序),MAG_ATH_UNLOAD(卸載子程序)和MAG_ATH_LOAD(裝載子程序)。自動換頭控制流程如圖3所示。
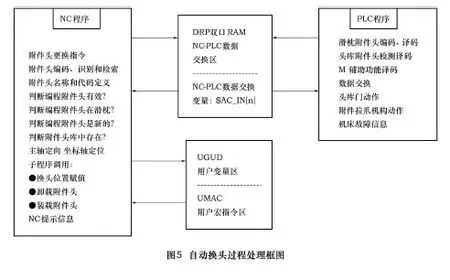
如圖5自動換頭過程處理框圖所示,以NC程序為主體發出換頭指令并承擔主要控制任務,PLC承擔機床側部分的控制任務,NC與PLC可以通過兩個數據交換區進行數據通訊,協調NC和PLC動作控制。UGUD用戶數據變量和UMAC用戶宏指令變量,分別由設計者在系統初始化文件UGUD.def和UMAC.def中編輯,編輯的這些變量上電時生效并顯示在指定的頁面,可以通過def文件或NC、PLC程序給這些變量賦值。設計中就直接用用戶定義的變量編程,增加了程序的可讀性、標準化、規范性和模塊化。
3 換頭程序設計示例
3.1 NC換頭子程序
3.1.1 換頭指令子程序ATH_LOAD(“頭名稱”)
換頭指令子程序ATH_LOAD(“頭名稱”),直接由用戶在NC加工程序中編程調用。它完成對附件頭名稱和編碼進行解譯、解碼和位置賦值;邏輯判斷;并順序調用位置賦值子程序MAG_ATH_QUOTE、卸載子程序MAG_ATH_UNLOAD和裝載子程序MAG_ATH_LOAD。
例1:CMA.DIRATH_LOAD.SPF
換頭指令子程序ATH_LOAD(“頭名稱”)、卸載子程序MAG_ATH_UNLOAD和裝載子程序MAG_ATH_LOAD都是機床制造商子程序,設置保護用戶不能修改。位置賦值子程序MAG_ATH_QUOTE對終端用戶開放,允許修改換頭位置。
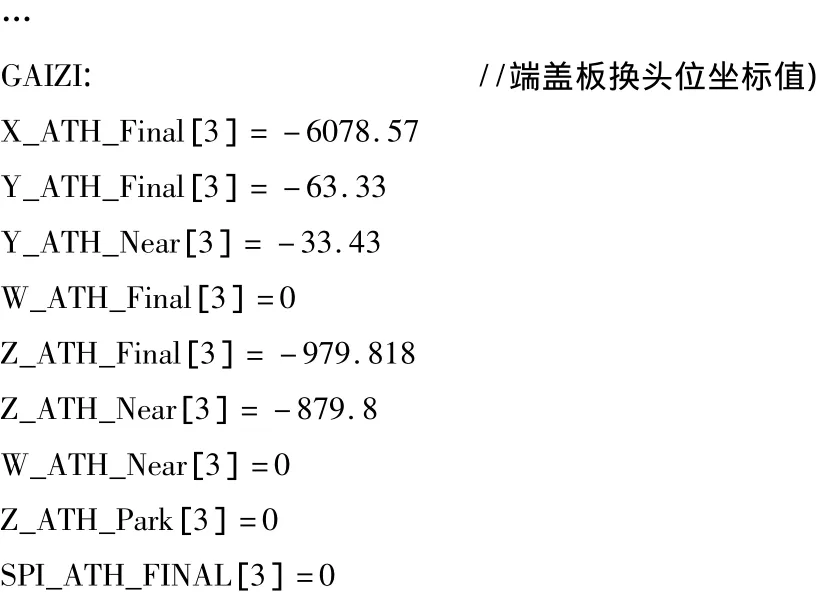
3.1.2 位置賦值子程序MAG_ATH_QUOTE
該子程序給出了每個附件頭在換頭過程中各節點位置的機床坐標值,在換頭指令子程序ATH_LOAD(“頭名稱”)中調用,以變量名形式編程賦值換頭坐標值。
例2:CMA.DIRMAG_ATH_QUOTE.SPF

3.1.3 卸載子程序MAG_ATH_UNLOAD
卸載子程序MAG_ATH_UNLOAD由換頭指令子程序ATH_LOAD(“頭名稱”)調用,完成將舊附件頭卸載到頭庫中。在此程序中會對當前滑枕端上有無附件頭、是否為編程的裝載新附件頭等作出判斷,根據判斷結果執行卸載動作。
例3:CMA.DIRMAG_ATH_UNLOAD
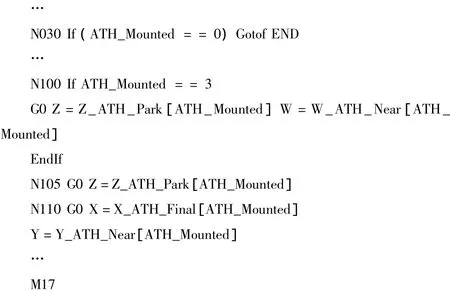
3.1.4 裝載子程序MAG_ATH_LOAD
裝載子程序MAG_ATH_LOAD由換頭指令子程序ATH_LOAD(“頭名稱”)調用,完成將參數“頭名稱”中要求的附件頭裝載到滑枕上。在此程序中首先會對頭庫內存放的附件頭做檢索、判斷,根據檢索和判斷的結果執行裝載附件頭。
例4:CMA.DIRMAG_ATH_LOAD

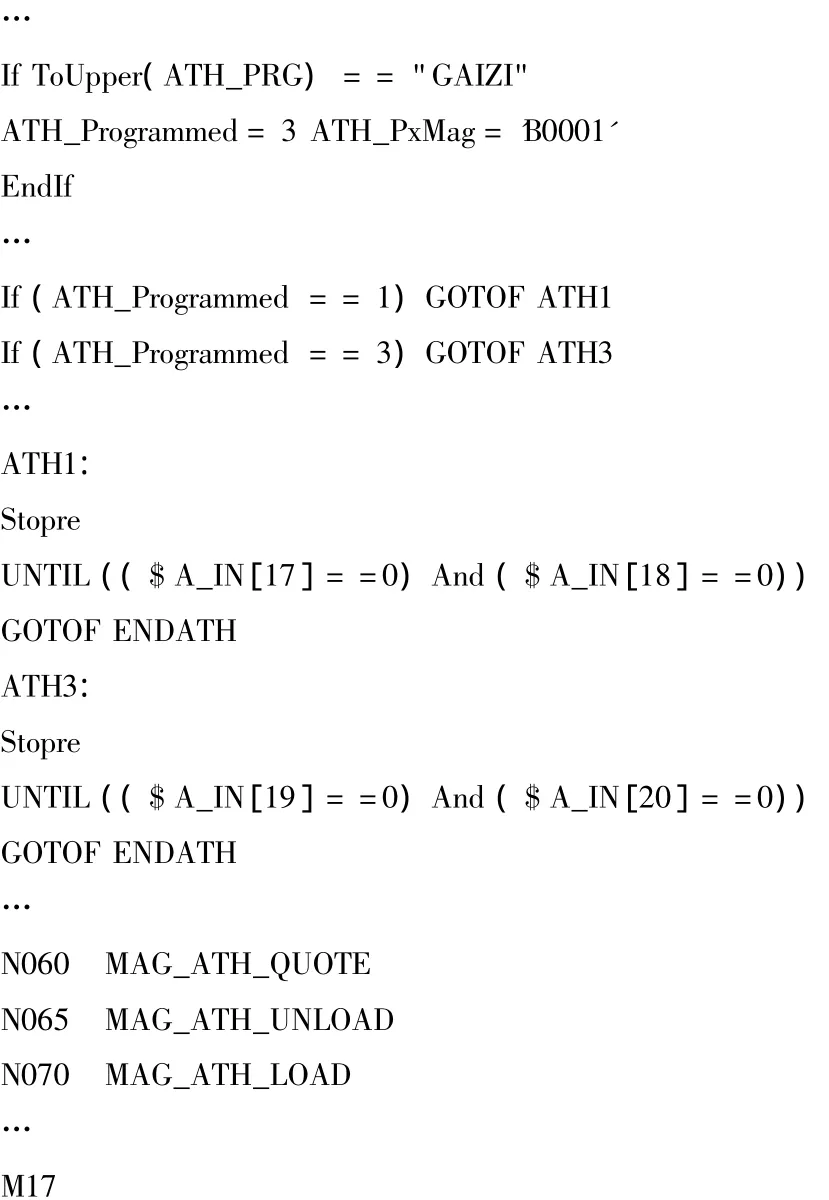
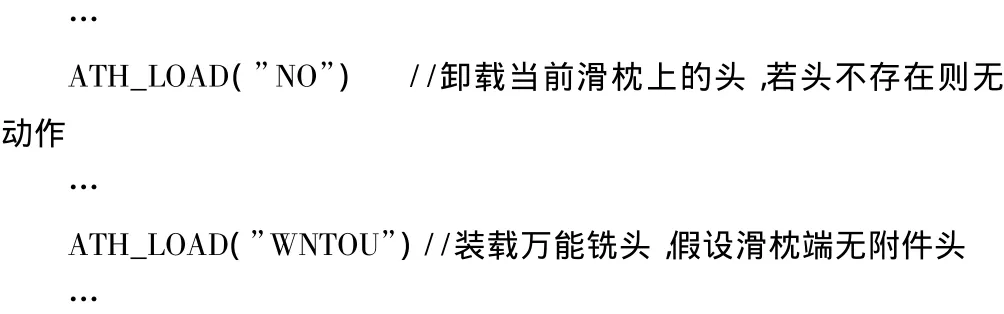
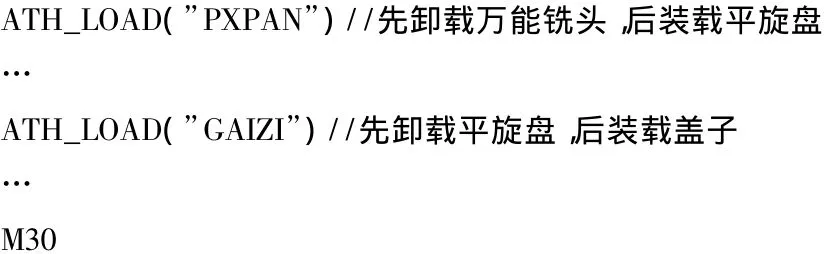
用戶在加工使用中,只需要記住ATH_LOAD(“頭名稱”)這一條指令,并填寫需要裝載的附件頭名稱漢語拼音縮寫。程序會自動識別、檢索、判斷當前附件頭的狀態,并區分不同情況自動完成規定的動作。
例5:換頭子程序ATH_LOAD(“頭名稱”)調用示例
3.2 PLC換頭程序
PLC程序設計中采用了模塊化、參數化和標準化的編程方法,按功能將程序分成不同的功能塊,利用程序功能塊形式參數編程特點,將經典控制功能程序模塊化。程序結構如下:
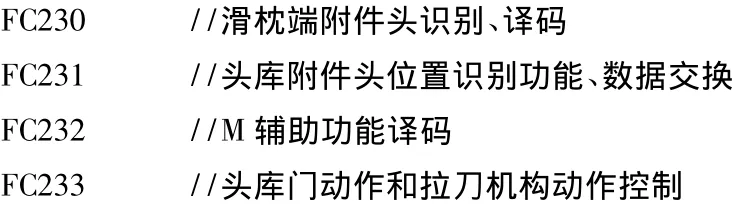
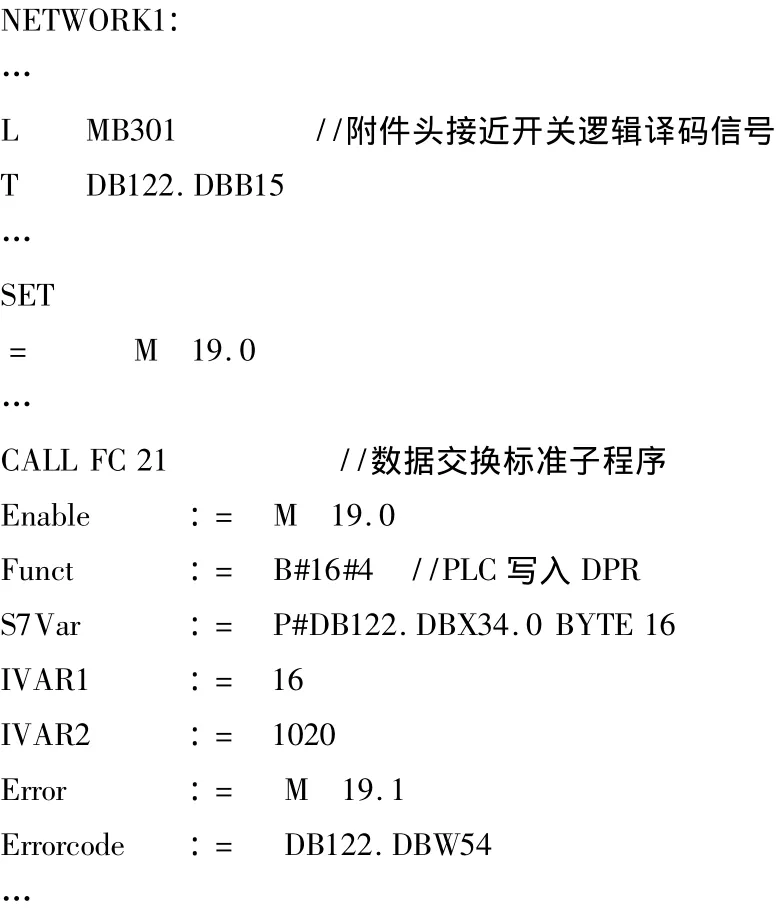
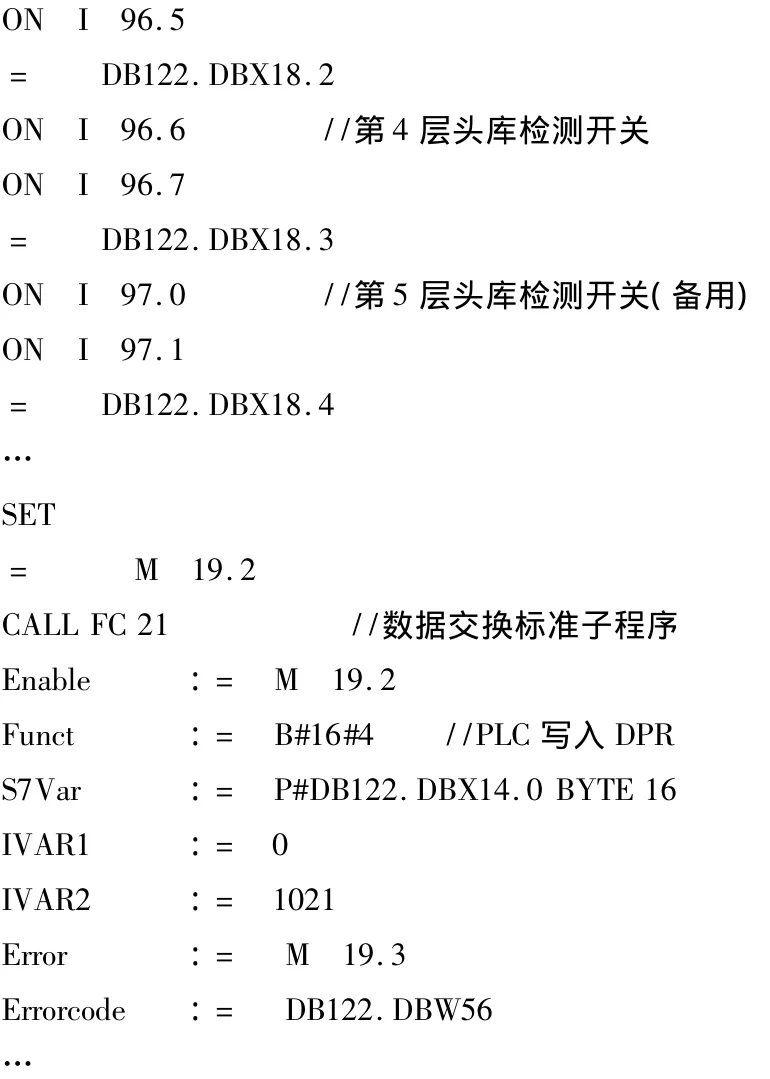
自動換頭的PLC控制主要包括機床自動定位、滑枕和頭庫中附件頭自動識別、附件頭拉爪的控制及NC-PLC數據傳送,而附件頭自動識別控制是自動換頭中的關鍵點。當附件頭裝載到滑枕端面上時,滑枕端面的3個接近開關輸出邏輯組合信號,PLC程序作處理后,裝載到數據塊DB122中,再通過數據交換程序(西門子標準程序FC21)傳送到NC程序中。
例6:FC230附件頭識別和數據交換示例
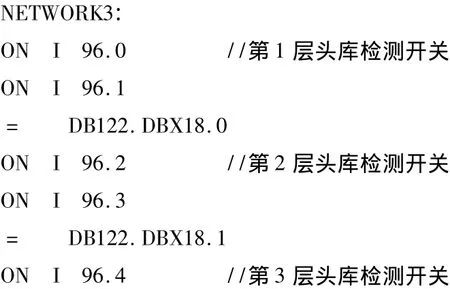
例7:FC231頭庫位置識別和數據交換示例
4 結語
應用該設計思路開發的頭庫管理及自動換頭程序,縮短了NC、PLC程序的調試周期,以及新機床頭庫管理程序設計周期,減少了設計錯誤,縮短產品的試制和生產周期。在我公司TH69系列多臺數控落地銑鏜床中得到實際應用驗證,包括數控分度萬能銑頭、AC五軸銑頭、數控平旋盤等復雜銑頭的自動更換,編程和操作都非常簡便。降低了操作者的勞動強度,節約了附件頭裝/卸載的時間,大大提高了機床加工效率,運行效果良好,并取得了良好的經濟和社會效益。
[1]Manufacturer/Service documentation.SINUMERIK840D/810D(CCU2)/FM-NC,Special Function(Part3)Description of Function,08[Z].2006 Edition.
[2]Manufacturer/Service documentation.SINUMERIK840D/810D,Lists,Perameter Manual,11[Z].2006 Edition.
[3]User documentation.SINUMETIK840D/810D,Job Planning,Programming Manual,11[Z].2006 Edition.
[4]User documentation.SINUMETIK840D/810sl,List of System Variables,Perameter Manual 11[Z].2006 Edition.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
電信科學(2016年10期)2016-11-23 05:11:56
中國衛生(2015年3期)2015-11-19 02:53:32
西安航空學院學報(2014年5期)2014-07-13 01:27:52
