太陽能真空集熱銅管自動焊接設備的研制
2011-10-18 14:33:38莊曙東安魯陵范棟梁
制造技術與機床 2011年8期
關鍵詞:設計
莊曙東 安魯陵 李 棟 范棟梁
(①南京航空航天大學機電學院,江蘇南京210016;②河海大學機電工程學院,江蘇常州213022;③江蘇如高高壓電器有限公司,江蘇如皋226572;④海頓直線電機(常州)有限公司,江蘇常州213022)
太陽能高效、清潔、豐富,從有記載的人類歷史開始,就作為一種能源和動力加以利用。在20世紀,太陽能利用的研究有低谷,也有高潮,但是近年來,全球工業發展迅猛,能源危機突出,污染日益嚴重,對人類的生存和發展構成了威脅。在這樣的背景下,1992年聯合國在巴西召開“世界環境與發展大會”,會議通過了《里約熱內盧環境與發展宣言》、《21世紀議程》和《聯合國氣候變化框架公約》等一系列重要文件,把環境與發展納入統一的框架,確立了可持續發展的模式。這次會議之后,世界各國加強了清潔能源技術的開發,將利用太陽能與環境保護結合在一起,使太陽能利用的研究將突飛猛進。
我國在目前國際大環境的支持下,也頒布和實施了《可再生能源法》等法規,為太陽能利用產業的發展提供了政策保障,使太陽能、風能、生物能、地熱能和海洋能有了長足的發展。特別是極大的人口總量給消耗資源帶來了很大的挑戰,因此我國自行研制和開發的太陽能熱水器等民用方面的太陽能利用一直是我國太陽能利用的研發重點。
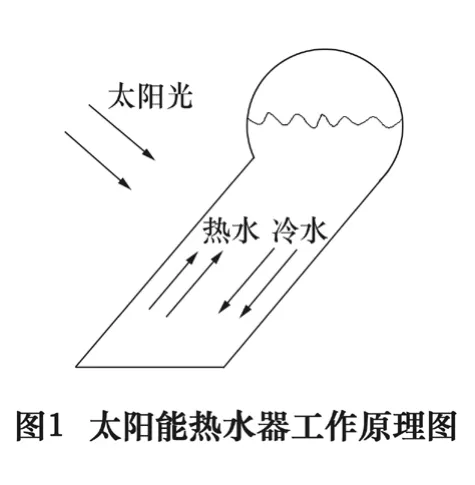
太陽能熱水器把太陽光能轉化為熱能,將水從低溫度加熱到高溫度,以滿足人們在生活、生產中的熱水使用。太陽能熱水器是由全玻璃真空集熱管、儲水箱、支架及相關附件組成,把太陽能轉換成熱能主要依靠玻璃真空集熱管。集熱管受陽光照射面溫度高,背陽面溫度低,而管內水便產生溫差反應,利用熱水上浮冷水下沉的原理,使水產生微循環而達到所需熱水。太陽能熱水器工作原理如圖1所示。
1 真空集熱銅管加工工藝
由圖1可以看出在太陽能熱水器的工作過程中玻璃真空集熱管起著舉足輕重的作用。傳統的玻璃集熱管中心沒有任何介質,從傳熱效率上不能起到理想的效果。后來經過技術革新,通過在雙層真空玻璃管內管中間加入兩端封堵的真空銅管介質從而改善集熱銅管的傳熱效率。目前普遍使用的是φ8 mm的真空集熱銅管。集熱銅管如圖2所示。
現有的真空集熱銅管加工工藝通常是先對銅管的一端進行焊接密封,再對另一端進行縮口,灌入介質,加熱銅管,蒸發介質達到銅管真空的目的,同時進行兩端密封(擠壓加熔焊接),這一過程的實現,通常由熟練工人手工操作完成。整個工藝過程的實現并不是很復雜,但在實際生產過程中,存在3個需要解決的問題:
(1)灌入介質,加熱銅管,蒸發介質,實現真空等工藝,由于是人工操作,灌入介質量,加熱銅管的時間,蒸發介質的時間均由工人憑感覺掌握,所以長期以來,通過檢測,真空集熱銅管質量始終難以保證。
(2)由于現有灌入的介質對中樞神經系統的抑制、麻醉作用,高濃度接觸對個別人可能出現肝、腎和胰腺的損害,因此手工操作實現這一工藝過程是不適合的。
(3)手工操作使真空集熱銅管的產量也是低效、高成本和不可控的,也無法實現批量化。
以上真空集熱銅管的加工成為蒸蒸日上的太陽能熱水器產業發展中掉鏈子的過程。為此我們展開了太陽能真空集熱管自動焊接設備的研制,以實現真空集熱銅管標準化、自動化、高效率生產。
2 整體結構設計
根據手工操作加工真空集熱銅管的工藝過程,設計的集熱管自動焊接設備應完成如下動作:
銅管安裝→銅管快移→銅管介質注入→熱水槽上升,加熱→液壓壓緊和剪切→液壓松開,熱水槽下降→銅管快移至安裝位置→銅管上升定位至焊接部位→焊接定位液壓壓緊→焊槍行走,等離子焊接→液壓松開→銅管下移至安裝位置→銅管拆卸。
同時根據真空集熱管的技術要求,自動焊接設備還必須滿足以下工藝要求:第一,易于拆卸銅管;第二,可控真空集熱管長度;第三,焊槍必須易于拆卸調節和更換焊槍頭;第四,控制水溫,要求被加熱銅管保證在3 s內將灌入介質完全噴出;第五,工件中心與焊槍口中心處于同一直線誤差≤2 mm;第六,夾緊與焊接部位分離,以避免夾緊時噴出的介質在焊接時燃燒。
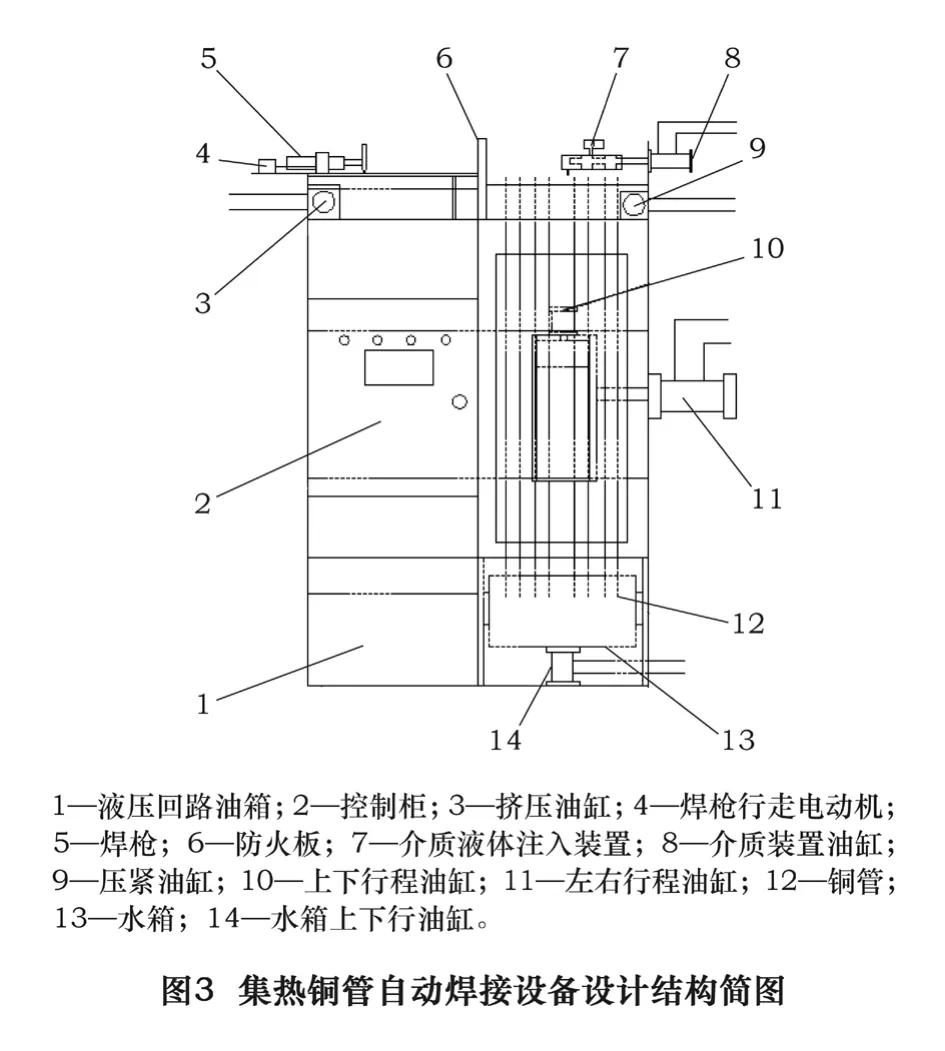
由此過程,集熱銅管自動焊接設備應包含以下6個功能部件:整體支架、銅管安裝工作面及移動機構、介質注入機構、銅管加熱及溫度控制機構、銅管液壓壓緊和剪切機構、銅管等離子焊接部件及焊槍行走機構。集熱銅管自動焊接設備設計結構簡圖如圖3。
實際上集熱銅管自動焊接設備除圖3所含的機構外,還包括等離子焊機一臺,液壓油缸三套及乙炔氣、氧氣、供水系統一套等設備。
3 重要機構的設計
3.1 整體支架
整體支架是整個設備的基礎,承載著機構所有的載荷,特別是銅管液壓壓緊和剪切機構及銅管焊接時定位夾緊機構,為防止變形,整體質量較大。由結構簡圖可知,由于功能需要,這兩部分都架在支架頂部,同時由于集熱管較長,使得支架整體高度達到2 500 mm,這樣的結構極易變形。另外銅管液壓壓緊和剪切機構及銅管焊接時定位夾緊機構受力時的變形,部分壓力也可能使整體支架受力變形,而且這種變形是單方向的。在經過強度校核計算,最終選用了60 mm×60 mm方管焊接成型,并在部分易變形處加入加強筋,以提高整體支架的強度。
3.2 銅管安裝工作面及移動機構
銅管安裝工作面設計時首先要注意安裝定位位置也要正確可靠,否則介質注入就會受到影響。因此安裝工作面要有一定的強度。但是銅管壓緊和焊接在兩個工作位置,因此需要左右和上下移動,而且移動的速度直接影響工效,所以安裝工作面在保證強度的情況下,應盡量減重。其次考慮為保證集熱管長度一致,下部應有定位裝置。定位裝置三維視圖如圖4所示。再次為提高工效,肯定有多根銅管同時安裝,在銅管液壓壓緊和剪切機構工作時,為保證壓緊和剪切的效率,多根銅管的安裝要根據壓緊和剪切的受力圖計算進行合理安排,一般狀況時兩端放置多,中間放置少。最后要考慮工人安裝簡便,提高工效。實際的裝夾裝置參照家用夾子的原理進行設計。
銅管壓緊和焊接在兩個工作位置,因此移動機構主要帶動安裝工作面實現左右和上下移動。經過分析,左右和上下移動主要實現點到點的控制,而無須實現過程速度的精確控制。在綜合成本和快速控制的效果上,本移動機構不采用絲杠螺母副控制,而采用液壓油缸和直線導軌副控制。

3.3 介質注入機構
根據手工操作注入介質一般為5 mL,同時為保證集熱銅管的真空度、傳熱效果及后續的壓緊焊接工序,一般銅管頭部直徑先由8 mm收縮為4 mm,此時介質注入孔徑僅為1~1.5 mm,這樣注入介質只能由壓力針管注入。其次由于設備是自動化程度較高的設備,假如再用手工注入,就會達不到設計目的。為此,也采用液壓油缸或液壓氣缸來實現控制。
3.4 銅管加熱及溫度控制機構
3.4.1 加熱水箱的結構設計
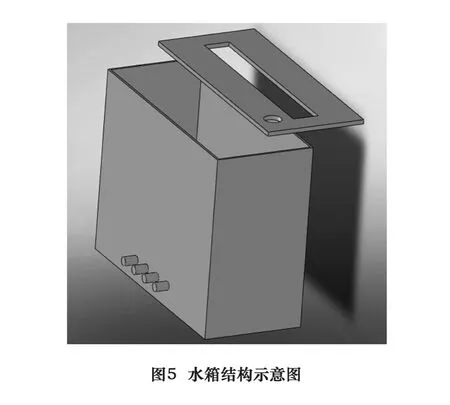
由于加熱水箱長期處于熱水的浸泡中,為了保溫所以中間必須加入一層保溫材料,起到保溫又確保水箱表面溫度不至于太高影響工人的工作環境的作用。設計采用雙層結構,外層為530 mm×230 mm×420 mm的箱體,中間選用專業隔熱材料,內層為510 mm×210 mm×400 mm的箱體,內置一根2 000 W和3根1 200 W的U型加熱電阻,4根電阻穿過箱體與外接電源連接。頂蓋為530 mm×230 mm中間切割50 mm×450 mm的槽,頂蓋作用是在保證銅管安裝定位裝置能順利進入水槽的情況下,能減少熱量和水分的蒸發。水箱結構示意圖如圖5。
加熱水箱放置在框中,放置框在液壓油缸的帶動下,沿鋁合金軌道上下運動。實際上在設計中集熱銅管與定位裝置是可以進行上下移動的,這樣加熱水箱完全可以固定,同樣可以實現銅管加熱,把介質噴出,然后銅管上升,實現壓緊和剪切,但經試驗,這種方法由于從介質噴出到實現壓緊和剪切有一過程,這段時間可能使空氣又進入銅管,從而使銅管內真空度大大降低。經檢測這樣的集熱銅管傳遞熱效率達不到品質要求。所以,為使介質噴出和壓緊剪切同時實現,采用熱水箱在液壓油缸的帶動下上下運動的結構。
3.4.2 加熱水箱加熱和水溫控制設計
為了快速完成水箱的加熱,經計算,使用一根2 000 W和3根1 200 W的U型電阻對水箱進行加熱。其中一根2 000 W的電阻加熱管常開,在整個過程中起到了加熱和保溫的作用;3根1 200 W加熱電阻輔助加熱,當水溫高于設定溫度時將斷開。因此對水箱加熱的控制實際上是對3根1 200 W加熱電阻的控制,這一過程由PLC控制交流接觸器實現。
水箱中水溫的控制可由PT100溫度傳感器實現。這是一種傳感精度高,穩定性好,應用溫度范圍廣,經濟實用,常用中低溫區(-200~400℃)控制的一種溫度檢測器。溫控儀表使用常州諾海公司生產的XMTA-3000A智能溫控儀表。
3.5 銅管液壓壓緊和剪切機構
液壓壓緊和剪切機構是完成銅管密封的重要部件,在整個工作過程起到了預密封和控制銅管長度的作用,實際上銅管長度的精確控制也是下道自動焊接工序必要的預處理工序。
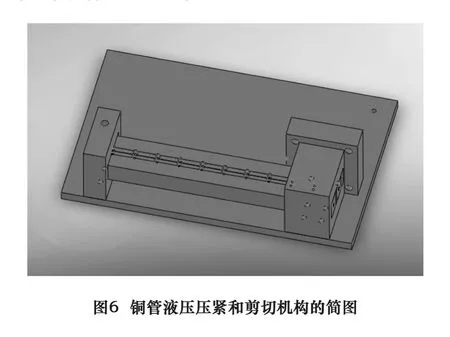
液壓壓緊和剪切機構采用鍘刀型機構,這是一種杠桿機構,施力源的施力通過杠桿作用能成倍放大。設計的銅管液壓壓緊和剪切機構如圖6,底板安裝在整體支架上,底板左端為鉸接固定支座,右端為施力源支座,兩支座間通過底板和定刀片固定,動刀片一端在鉸接固定支座處與定刀片鉸接聯結,另一端用彈簧聯結在施力源支座上,使動刀片始終與定刀片分離,直到固定在四方座的液壓缸推動,實現壓緊和剪切。
為了達到壓緊和剪切的效果,經初步計算和實驗,施力源選用了15 mm×15 mm的液壓缸。由于兩個支座承擔了最主要的壓緊和剪切力,底板僅起固定和定位作用,故采用45鋼經磨削完成。同時在動、定刀片下方,底板上應根據設計的產量要求和通過動、定刀片受力圖計算,設計并精密加工銅管穿越的一組孔系。支座采用模具鋼,先進行預加工,然后熱處理,線切割完成。動、定刀片要完成壓緊動作,基體均采用優質模具鋼加工完成。刀片是易損件,設計成可更換式,采用1Cr18Ni9Ti等優質材料的市場成熟產品或標準件,以保證設備壽命,降低成本。
3.6 銅管等離子焊接部件及焊槍行走機構
集熱銅管的焊接可以采用多種方式,其作用是對密封壓緊的銅管頭部再進行焊接融合,以確保集熱銅管的真空度和太陽能熱水器關鍵部件長期使用的可靠性。考慮到設備的自動化程度高及可控性,設計采用等離子焊接方式。為降低成本和解決穩定的自動起弧問題,參照市場上成熟的等離子焊接設備原理,結合本成套設備,自行研制了能自動穩定起弧的等離子焊接設備,如圖7。經多次實驗調試,選擇的焊接參數為:起維弧電壓為25~30 V,電流為5 A,工作時焊接電壓20~28 V,焊接電流70 A,焊接時間3~7 s,焊接保護氣流量6~10 L/min,離子氣流量0.5~5 L/min,焊接自熔量為3~5 mm。
為了達到自動化焊接效果,設備采用基體為模具鋼,工作面為紫銅的焊接夾具定位夾緊,使用PLC控制步進電動機和滾珠絲杠副實現焊槍行走。焊槍行走機構設計如圖8。這種行走機構可以在PLC的控制下,在焊接銅管時實現工進,在兩個銅管之間實現快進,這將大大提高焊接工效。同時兩根直線導軌與滾珠絲杠組成的運動副,靈活可靠,定位精確,軸向剛度大,從而在優選的參數控制下,焊接效果十分理想。


4 控制電路的設計
根據上述工作過程和機構的設計,太陽能真空集熱銅管自動焊接設備要實現自動化操作,需要進行多方面的控制,設計選用三菱FX1N-60MT型PLC來實現。
4.1 液壓系統的PLC控制
設計中共使用6個液壓缸分別完成介質注入、銅管左右移動、銅管上下移動、熱水箱上下移動、銅管的壓緊與剪切、焊接的定位與夾緊等6個動作。由于每個動作所需的工作壓力是不同的,如介質注入的工作壓力遠小于銅管的壓緊與剪切的工作壓力,這樣兩個動作可以由兩個液壓泵站來實現,銅管左右移動、銅管上下移動、熱水箱上下移動所需的工作壓力雖有差別,但可以用同一液壓泵站通過減壓閥來實現。本設備選用兩個液壓泵站,6組減壓閥來實現。

PLC對液壓系統的控制主要通過對2個電磁閥的控制來實現液壓缸的運動。而PLC的內部通過梯形圖來控制液壓缸的動作。圖9為水箱液壓缸上升控制梯形圖,圖10為銅管壓緊與剪切液壓缸復位控制梯形圖。
4.2 PLC對焊接行走機構控制
PLC對焊接行走機構控制就是PLC對步進電動機驅動器來控制實現。行走機構驅動用的步進電動機驅動器采用2HB605MAE型步進電動機驅動器。
在本設計中的關鍵是焊槍能準確定位、銅管焊接時的焊槍工進,兩銅管間焊槍快進,設計的步進電動機運動梯形圖如圖11所示。

74到83步為電動機運動到第一焊接點,K1050為從零點到第一焊接點總步數,D200為掉電保存。
92到109步為第一焊接點焊接,K70為焊接時間7 s。118到127步為從第一焊接點到第二焊接點,因為采用DRVA所以第二焊接點總步數為K2650。
136到140步為第三焊接點。第三焊接點絕對步數為K4200。
4.3 面板控制設計與控制柜設計
設計選擇的是MD204L型控制面板。控制柜面板見圖12,控制箱線路圖如圖13所示。
5 結語
本設備經調試,現已投入到某太陽能有限公司使用之后,獲得了良好的經濟效益,該公司從原有手工生產銅管產量每天僅為200根左右,現在生產銅管產量每天達1 600根左右,而且改善了工人的勞動強度和工作環境。當然設備是試制產品,其穩定性、工藝參數和操作的安全性尚需生產的進一步考驗,特別是介質噴出后的回收、銅管剪切下來的料頭的回收也值得進一步改進設計。
[1]施江瀾,趙占西,顧用中.材料成型技術基礎[M].北京:機械工業出版社,2001.
[2]鄒慧君.機械原理課程設計手冊[M].北京:高等教育出版社,2003.
[3]徐泳龍.單片機原理及應用[M].北京:機械工業出版社,2004.
[4]殷洪義,吳建華.PLC原理與實踐[M].北京:清華大學出版社,2008.
[5]張仁武.焊接工程手冊[M].太原:山西科技出版社.2005.
[6]莊曙東,陸其清,卞新高.風力發電機主軸端面孔加工數控專機的研制.制造技術與機床,2010(1):86-88.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
