臥式數控機床主軸溫度場分布及對機床熱變形的影響
2011-10-18 14:33:34劉啟偉李曉飛馬曉波
制造技術與機床 2011年8期
關鍵詞:變形
仇 健 劉啟偉 李曉飛 馬曉波
(①沈陽機床(集團)有限責任公司,遼寧 沈陽110142;②沈陽北方交通重工集團,遼寧沈陽110001)
數控機床的誤差補償,尤其是機床的熱變形,對數控機床加工精度有重要影響。因此,熱誤差補償對提高機床的加工精度至關重要。目前,對于機床熱誤差的措施主要有熱誤差預防法和熱誤差補償法。機床熱誤差補償的一般思路:選擇最佳的溫度測點,獲取溫度場分布信息和熱變形趨勢,進而建立相應的熱誤差補償模型,采取適當的熱誤差補償的措施。
國內外對機床熱誤差補償研究開展較多。密歇根大學的Hong Yang和Jun Ni等提出基于Kalman濾波參量估計的動態自回歸模型,根據在不同的工況下自適應修正模型參數來預測熱誤差[1]。South Florida大學的Hui Wang等人基于LVM方法確定溫度測點數量,通過在線監控溫況預測機床加工性能[2]。Z.Lin等人針對高速加工中心主軸熱誤差也建立了相應模型[3]。國內北京機床研究所、天津大學、上海交通大學等科研院所也陸續開展了相關研究[4]。
機床熱源一般分為內部熱源(電動機、軸承、齒輪、皮帶、絲杠、導軌、液壓回路等的損失熱和工件、切屑、刀具等的加工熱)和外部熱源(空氣流動以及周圍環境的傳導對流熱源和窗、墻壁、地板、控制柜以及周圍人和物體的放射熱源)。
這里應用紅外測溫方法獲取機床主軸溫度場分布信息,利用激光測距技術采集機床運行時的熱誤差。
1 紅外測溫原理
紅外輻射測溫基于斯蒂芬-玻爾茲曼定律:

式中:ε為物體輻射單元表面輻射率,取決于物體的表面性質;σ=5.67×10-8W·m-2·K-4為斯蒂芬·玻爾茲曼常數;T為輻射單元的表面溫度,K;E為輻射單元單位面積上的輻射能量,W·m-2。
熱像儀收集到的熱量包括被測物輻射能=ετWobj,從周圍環境熱源反射的輻射能 =(1- ε)τWrefl,以及空氣輻射能=(1-τ)Watm三部分。其中ε是被測物表面發射率,τ是輻射能在空氣傳輸率,(1-ε)是反射率,(1-τ)是空氣發射率。因此,測量的總輻射能Wtot為

相應地,熱像儀實測溫度 Ttot包括被測物溫度Tobj、環境溫度Trefl以及空氣溫度Tatm。通過式獲得被測物的相應溫度為

測量前需要確定的參數包括:被測物表面發射率ε,環境相對濕度,熱像儀檢測元件與被測物間的距離Dobj,被測物周圍溫度或環境反射溫度Trefl,以及大氣溫度Tatm。
用熱像儀的檢測元件測量物體輻射單元的輻射能。通過斯蒂芬·玻爾茲曼定律求得輻射單元的表面溫度。紅外熱像儀將被測物表面輻射能量轉換成視頻可見圖像,其紅外探測器通過光掃描機構依次探測物體輻射單元的輻射能量,并將每個輻射單元的輻射能量依次轉換成電子視頻信號,再經信號處理,以目標可見圖像的方式顯示出來。熱像圖代表著目標表面二維輻射能量場并對應著物體表面的溫度分布場。
紅外測溫的優點是非接觸測量,不改變被測介質溫場,并可測量移動物件的動態溫度。缺點是測量1 000℃以下的溫度誤差較大。但對于運行中的機床,尤其是旋轉部件的溫度檢測,這種非接觸測溫方式尤為適合。
2 試驗安排
試驗在沈陽機床某臥式加工中心上進行,綜合評價該機床的溫度場分布以及相應溫度對主軸和刀具端的熱變形量的影響情況。試驗設備包括5組德國米依非接觸激光位移傳感器、紅外熱像儀、數據采集卡、標準檢棒、位移傳感器固定用夾具、2臺數據采集電腦、熱像儀三腳架、溫度測試軟件、熱漂記錄軟件。試驗裝置布置如圖1所示。試驗在空轉無冷卻液條件下進行,主軸轉速3 000 r/min,環境溫度23℃,相對濕度50%。由于主軸箱采用鑄鐵結構,其熱反射率為0.637。傳播率1.00,熱像儀距離發熱點2 m。

主軸熱變形量的測定分別由5組激光位移傳感器在與主軸連接的標準檢棒(刀具端)X、Y、Z三向布置測點[5],其中X和Y向在檢棒靠近主軸裝夾端和遠離主軸端各布置2組傳感器。測量熱變形的傳感器坐標系和機床坐標系如圖2所示。

應用熱像儀測溫可在熱像圖上標定主軸任一點的溫度值,并且可記錄主軸動態熱源變化的全過程。使用紅外熱像儀測溫,可以在采集熱圖像后確定溫度敏感點,而在用諸如熱電偶等方式測溫時,難點之一即是如何確定溫度敏感點以及敏感點的位置和數量,從而合理布點[6]。這里通過紅外測溫方式,在后期數據處理時便能夠找出機床熱誤差和溫度的對應關系,對于改進機床結構和加工性能,指導生產十分有幫助。
3 主軸溫度場和機床熱變形
從圖3b可看出主軸運行中溫度場分布狀況,主軸溫度最高,其次是刀柄,機床立柱和主軸與刀具連接段及刀具端溫度較低,環境溫度是整個熱圖像中最低的,值得說明的是圖3a中主軸上貼PVC絕緣膠帶是為了保證主軸各位置熱輻射率一致而設置圖3b中SP1~SP13共13個溫度測點,這樣選取的溫度測點經標定獲得的溫度值才有效。主軸前端兩處亮斑是因為PVC膠帶的輻射率較鑄鐵高,熱像儀捕捉的溫度較高。

由圖2中5組傳感器采集到的熱變形曲線趨勢完全一致(圖4),其中X和Y向無論是刀柄端還是刀尖端都逐漸遠離理論旋轉中心,而由于檢棒懸臂和高速旋轉離心力所致,刀尖端的偏移量要大于刀柄端的偏移量。各向變形隨時間呈現周期性變化并緩慢增大,當達到一定值后又迅速恢復至接近零點。其中,Z向由于傳感器坐標系和機床坐標系差異而使Z向變形曲線呈現與X和Y向相反的趨勢。由檢測結果可知,主軸伸長量Dz要遠大于X方向和Y方向熱變形量Dx和 Dy,并且 Dy> Dx。

造成主軸偏移的原因可從圖5中溫度分布曲線找到原因。由于該數控機床內部有自動控溫裝置,當溫度達到一定值時機床冷卻裝置即自動開啟并使整機溫度迅速回落到室溫,隨后冷卻裝置自動關閉并開始下一溫變循環。因此,在機床沒有達到熱飽和狀態時,各測點溫度緩慢上升,當達到溫控點后,溫度曲線迅速回落,機床初始運行階段和運行近4 h后的溫度曲線趨勢一致,體現明顯的周期性。主軸在機床運行中的熱變形量(圖4)與主軸溫升(圖5)有直接關系,熱變形曲線甚至復制了溫升曲線隨時間變化的趨勢。這說明主軸溫升是造成機床刀具熱變形的主要原因,會嚴重影響切削加工精度。

利用溫控裝置調節機床溫度[7]使主軸各向變形量 X1、Y1、X2、Y2 和Z 分別由最高溫時的20、15、15、10和20 μm減小到初始溫度的零點附近。
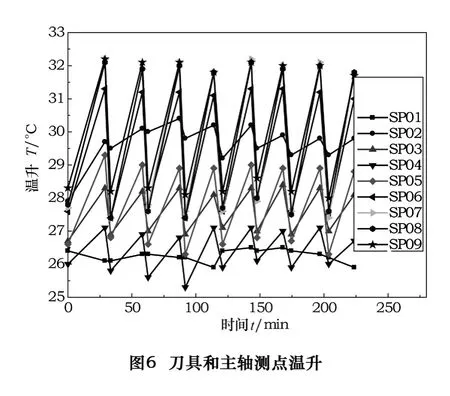
另外,結合該型機床主軸結構(圖3c),從圖5和圖6中可看出主軸前后端軸承位置的溫升較大,說明此處是主要熱源,并且隨著與熱源的距離增大,溫升幅度逐漸減小。測點6~9與測點10~13相比溫度升幅略小,這與測距和測點表面輻射方向等有關。提取具有同樣表面輻射方向的測點1~9得到圖6所示溫升曲線,可以看出,刀具溫升最低,并且曲線變化趨勢不顯著,這說明主軸溫升對刀具表面溫度的影響極小,加之標準檢棒幾乎不變形,因此,熱變形主要是由主軸溫升引起的。其他測點中,主軸前端刀柄溫升較小,其次是主軸端面,除主軸溫升較大外,刀柄與刀具配合處也是熱源之一。由圖6可知,主軸溫度梯度要遠大于其他測點處的溫度梯度。
值得注意的是,上述數值并不代表真實的溫度值,而是由于測試環境溫度、介質熱傳導率和被測機床反射率等因素,造成熱像儀所獲數值比實際溫度略低。對于溫度場分布以及溫度隨時間的變化趨勢等問題,只要在實測時保證相同的試驗環境和試驗條件即可達到試驗目的。
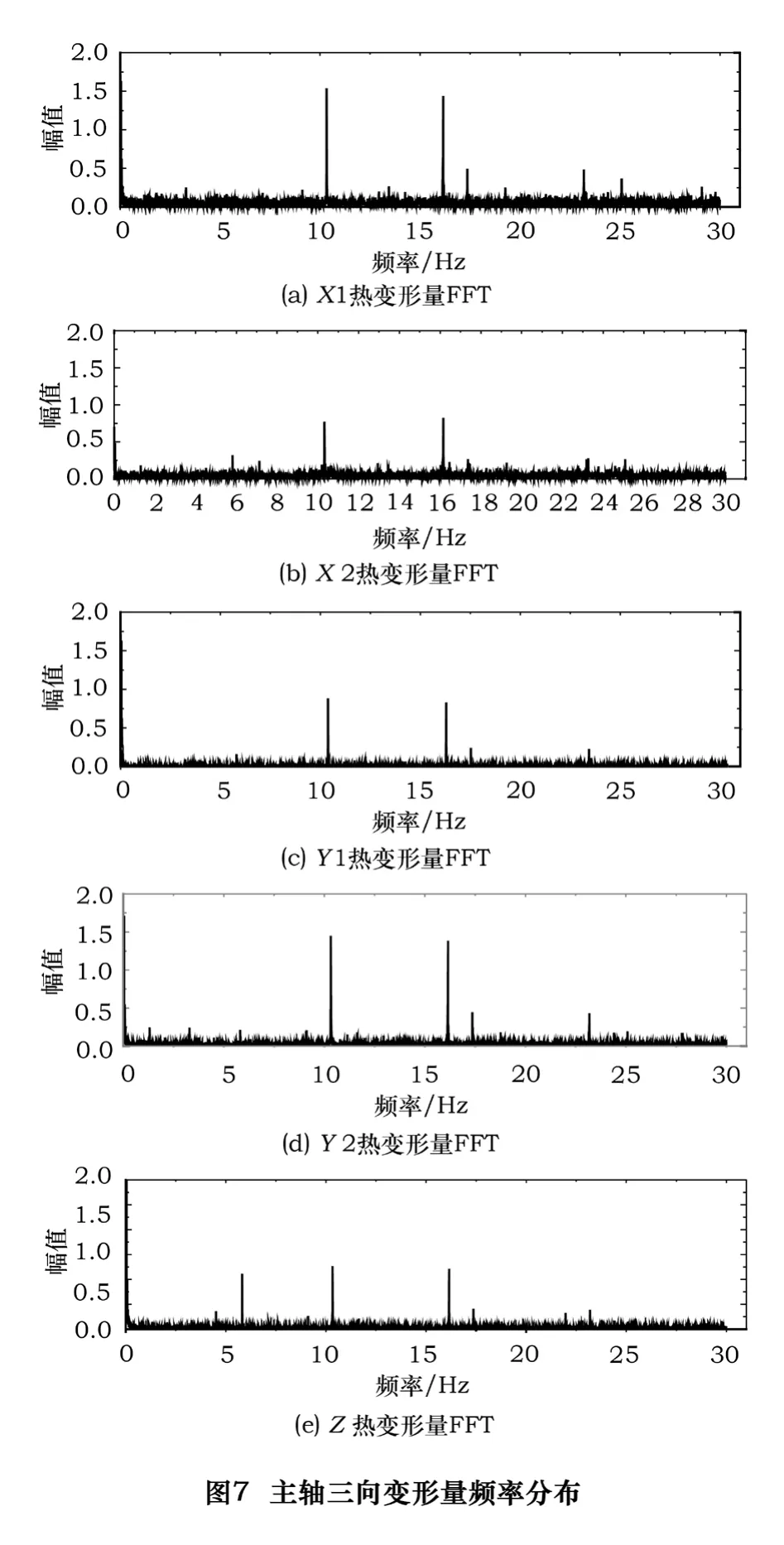
對各向熱變形量分布做幅頻(圖7)分析發現,各向變形幅值分布均勻,除少數點有較大波動外,幾乎所有偏移都是集中在零點附近,為μm及以下量級。Z向變形最大,Y向變形最小,說明該機床X向結構對稱,Y向導軌結合面良好。
將機床初始運行時(圖5中a點對應時刻)的溫度場分布的熱圖像用其在空間內的坐標表示如圖8所示,其中圖8a為二維溫度場,左下角為標定坐標零點;圖8b為三維溫度梯度分布;圖8c和圖8d分別為二維等溫線和三維等溫線。除局部高溫外,整體溫度不高,并且高溫分布不均勻,主要熱源為刀柄、主軸前后端軸承。主軸高溫位置的等溫線分布稀疏不連續。
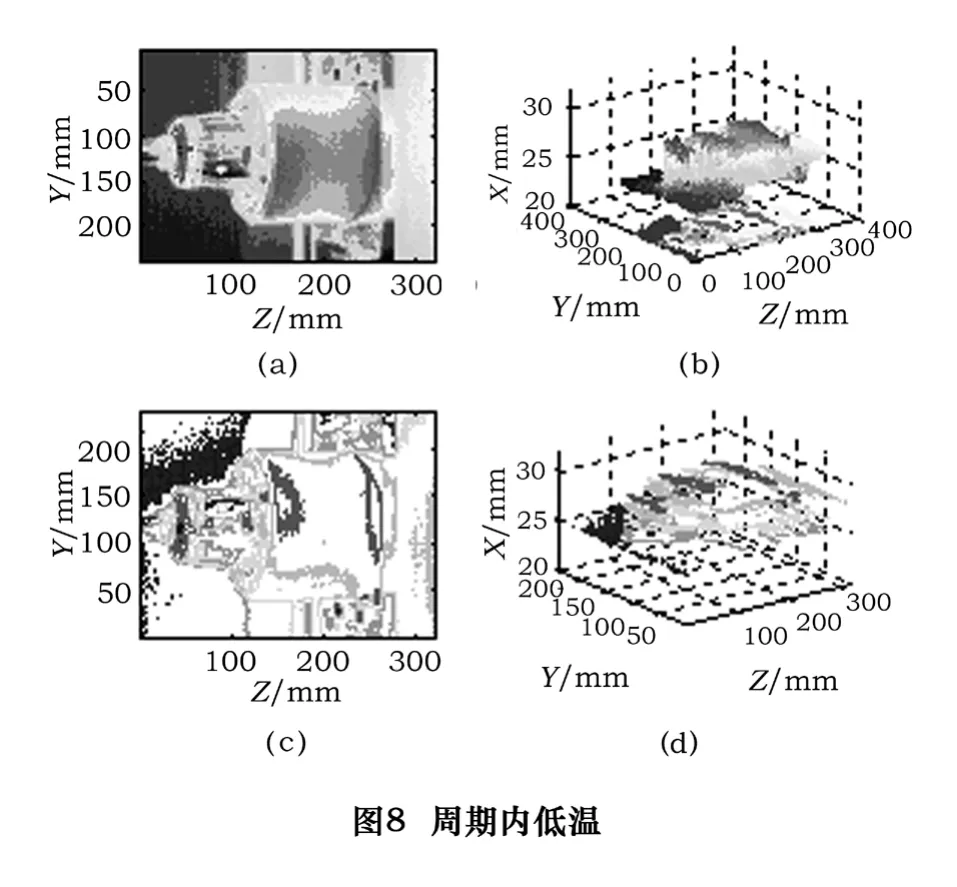
圖9為機床運行過程中溫度升至周期內高溫(圖5中b點對應時刻)時的圖像,可以明顯看出主軸各部分溫度普遍升高,并且等溫線連續、高溫分布均勻。進一步驗證了溫度對主軸熱變形的影響程度。因此,可以通過控制溫度的方式控制主軸熱誤差,在實際加工中調節溫度來實現主軸誤差補償。

4 主軸熱變形的改善措施
由以上試驗和分析可總結,機床加工精度與主軸變形量關系密切,并且主軸因各部件發熱造成的熱變形是其中最主要成分。因此,改善主軸熱變形的主要思路是改善冷卻和散熱條件、均衡結構、均化溫度分布以及建立溫度和變形量的數值關系,并最終實現反饋補償。
4.1 改善主軸單元結構
將主軸等結構設計成對稱結構,使之在溫升較大時各方向變形平衡而不出現不規則變形。
4.2 改善冷卻和散熱條件
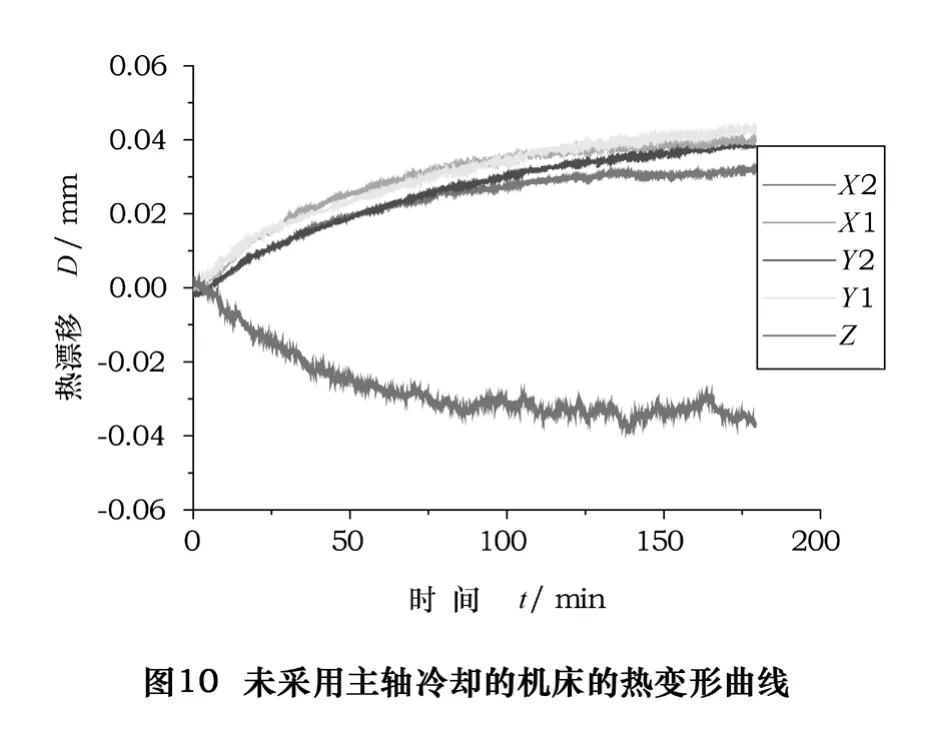
用循環冷空氣、循環水或油等方法冷卻主要發熱體,以此方法強制帶走主軸上的熱量,進而減小熱變形量。圖10為某型未采用主軸冷卻系統的臥式數控機床熱變形曲線,可以看出3 h內各向熱變形量始終增大,并且沒有趨向平衡的趨勢。而此次研究機床則將主軸溫度控制在一定范圍內,由熱變形與溫度關系一致性,則主軸變形量保持在某一固定值,因此伺服軸的補償量一定。
4.3 均衡溫度
由于主軸單元結構很難達到完全的對稱性要求,因此通過快速均衡主軸各部位溫度,使溫度較高位置的熱量盡快傳遞到主軸溫度較低位置,從而達到熱量和變形的平衡。
這種方法的核心是均衡主軸溫度,使主軸發熱源和其他位置溫度一致。因此,對于熱源方便控制的主軸,可以通過降低熱源溫度改善變形量;對于主軸熱源不易控制的場合,可以采取適當提高熱源附近溫度的方法改善變形。
4.4 補償
測量主軸溫升和三向五傳感器變形量,建立兩者間關系模型,通過數控系統將各軸變形量作為伺服軸指令動作的補償量,從而達到維持主軸刀尖點的定位精度。此方法在實施補償時簡單有效,但缺點是不同條件下補償模型往往不同,需要針對具體情況分別建立補償數學模型,并且當被補償機床的主軸零部件(電動機、軸承、軸等)更換后,誤差補償模型不適用。精確補償的效率較低,另外,該方法對于復雜空間坐標較難達到完全精確。
對于該機床,其補償模型為

由此補償模型獲得的熱變形補償曲線與實測熱變形曲線相似(圖11),并且X向熱變形量從未補償時的最大5 μm減小到補償后的1 μm。

此外,針對主軸因溫升造成的熱變形還有很多方法建立補償模型,目前較為精確的是通過在主軸各部位布置溫度傳感器,再經數控系統實時補償熱誤差。
5 結語
(1)應用紅外熱成像技術和激光測距技術可方便測量機床運行時的主軸溫度場分布和主軸熱變形,并且建立兩者間的聯系。
(2)主軸熱誤差是影響機床加工表現的主要因素。試驗發現,機床各軸向熱變形幅值分布均勻,隨著主軸溫度升高,主軸各軸向變形量明顯增大,Z向伸長量最大,X向變形最小。
(3)該機床主軸機構合理,運行時溫度分布較均衡,主要熱源為主軸前后端軸承。機床運行初期,主軸整體溫度不高,等溫線分布不連續;隨著機床運行,主軸等溫線分布連續。
(4)通過改善冷卻和散熱條件可達到降低主軸溫度進而實現機床熱誤差控制的目的,試驗證明效果理想。另外,所建立的熱變形補償模型補償效果明顯。
[1]Hong Yang,Jun Ni.Adaptive model estimation of machine-tool thermal errors based on recursive dynamic modeling strategy[J].International Journal of Machine Tools and Manufacture,2005,45(1):1-11.
[2]Hui Wang,Qiang Huang,Hong Yang.In-Line Statistical Monitoring of Machine Tool Thermal Error Through Latent Variable Modeling[J].Journal of Manufacturing Systems,2006,25(4):279-292.
[3]Z Lin,J Chang.The building of spindle thermal displacement model of high speed machine center[J].International Journal of Advanced Manufacturing Technology,2007,34:556-566.
[4]杜正春,楊建國,竇小龍.制造機床熱誤差研究現狀思考[J].制造業自動化,2002,24(10):1-3.
[5]C Dinc,I Lazoglu,A Serpenguzel.Analysis of thermal fields in orthogonal machining with infrared imaging[J].journal of materials processing technology,2008,198:147-154.
[6]M Weck,P McKeown,R Bonse,U Herbst.Reduction and compensation of thermal errors in machine tools[J].Annals of CIRP,1995,44(2):589-598.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
