機房防護板數控鈑金加工工藝設計
2011-10-18 06:21:44肖秀珍
大眾科技 2011年6期
成 立 肖秀珍
(蘇州工業職業技術學院,江蘇 蘇州 215104)
機房防護板數控鈑金加工工藝設計
成 立 肖秀珍
(蘇州工業職業技術學院,江蘇 蘇州 215104)
數控鈑金加工技術運用方便,適應于各種不同類型產品的加工,能有效地解決各種復雜零件的鈑金加工問題,提高了加工效率。
機房防護板;數控鈑金加工;工藝
(一)引言
鈑金制品時至今日,各行各業,生產生活中應用之廣,無處不有,如汽車外殼、不銹鋼櫥具、橋梁橋架、金屬辦公家具、金屬工藝品等等。鈑金,即板,薄板之意,對薄金屬板進行綜合的冷加工,包含折、剪、沖、焊、鉚、拼接等工藝。隨著數控技術的發展和數控設備的普及,早期應用于軍工、航天等高精領域的新興技術,逐步發展壯大,廣泛應用到了工業領域,數控鈑金加工就是因運而生的多元化鈑金加工技術。
鈑金加工的基本設備包括:剪板機、數控沖床/激光、等離子、水射流切割機/復合機、折彎機,以及各種輔助設備如:開卷機、校平機、去毛刺機、點焊機等。數控鈑金加工就是全部或大部分工序使用了數控設備,如:激光切割機、數控沖床、數控折彎機、數控焊接機等。這些先進的數控鈑金設備有效地解決了零件精度要求高、形狀復雜等問題,比傳統的鈑金加工設備更能適應產品規格多樣化的柔性需求,能直接從制圖到產品無紙化生產。
(二)“機房防護板”的加工工藝制定
如圖 1所示“機房防護板”適用于室內、半室外、戶外型自動扶梯,與其它組件進行連接構成上機房防護裝置,用于放置扶梯的驅動機構,起到防護作用。
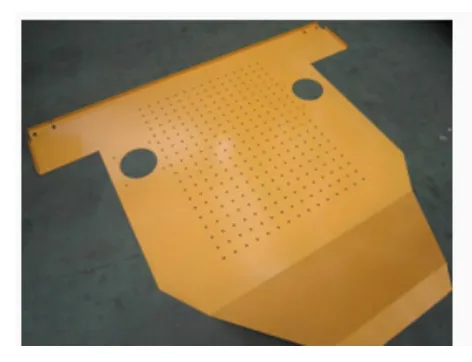
圖1 “上機防護板”實物圖圖2 鍍鋅鋼板1.2/DC51D+Z
圖1 “上機防護板”實物圖圖2 鍍鋅鋼板1.2/DC51D+Z
該“機房防護板”適用于雙驅動型自動扶梯。零件材質選擇DC51D+Z(德標)鍍鋅鋼板,如圖2所示。該材料易于加工成型,有良好的吸音效果,重量較輕,使用壽命較長。因表面鍍鋅呈銀白色,常被稱為“白鐵皮”,可以防止鋼板被空氣和水等銹蝕,材料表面還可以作噴漆或拋光處理,適合“機房防護板”的使用要求。
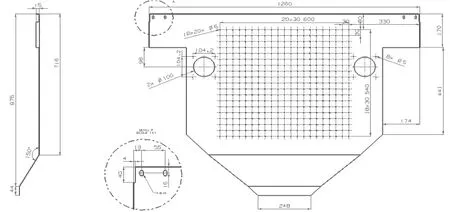
圖3 “上機防護板”零件圖
如圖 3所示為“機房防護板”零件圖,根據零件圖樣設計要求、產品數量及現有設備條件等方面進行加工工藝制定的綜合分析。首先,零件外形較特別,考慮到加工質量及加工效率,先選擇剪板機將鋼板裁剪到適當尺寸,再采用激光切割機進行外形切割,同時因零件的兩個?100圓孔直徑較大,沖壓加工不適合,故安排在激光工序中一并完成;其次,零件上有若干小孔加工,孔規格小數量多,采用激光加工孔徑小易產生熔漬,采用普通沖床加工費時費力,所以選擇數控沖床進行加工;再次,零件上有多處折彎要求,且折彎角度和折彎尺寸不同,適宜采用數控折彎機進行折彎;最后,根據客戶要求,零件需作表面噴涂處理。綜上考慮,該零件工藝安排為:數剪-激光-數沖-數折-噴涂等工序。產品制作單如表1所示。
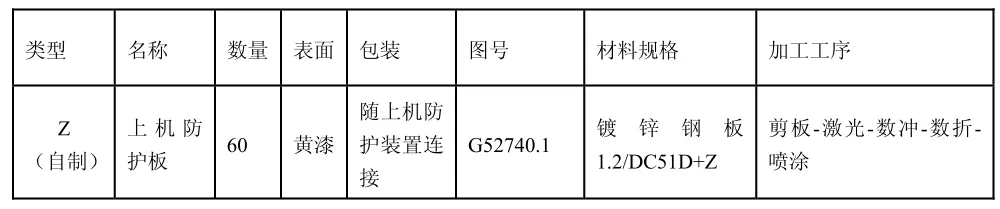
表1 “上機防護板”產品制作單
(三)“機房防護板”的數控鈑金加工工序
根據零件圖樣尺寸、激光機工作臺尺寸以及排樣要求,采用數控剪板機將原購規格為 1200*1000*Cmm鍍鋅鋼卷按1200*1000*2270mm尺寸進行剪板。
1.數控激光切割工序
SLCF-L15X30型精密數控激光切割機,工作臺的尺寸規格為3000*1500mm,對零件進行展開排樣,如圖4所示一塊鍍鋅板上安排了兩個零件,排樣時零件離鋼板邊緣最好留有20mm左右余量。采用NewCAM編程軟件進行各參數設置并生成數控程序代碼,通用參數設置為:刀具補正方向(右)、小于 91度拐角減速處理、自動設置原點位置(0,0);快速切割方式參數設置為:圓弧切入(引割長度3),內孔切割方向(CCW)、外切割方向(CW)、內孔優先切割、不選擇外孔斷點切入;其余參數設置略,切割路徑如圖5所示
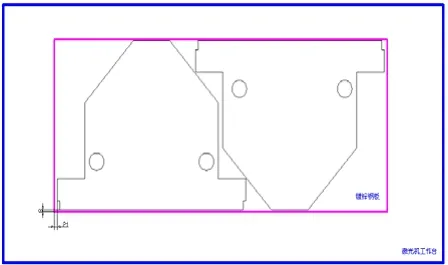
圖4 “上機防護板”零件排樣
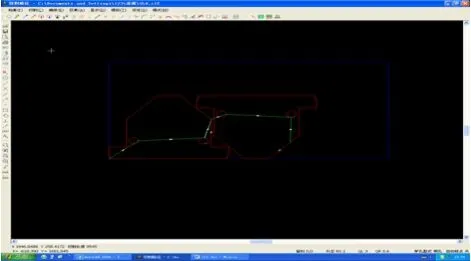
圖5 激光加工軌跡
根據工件材料及厚度,依據參數表,機床操作時需設置以下幾個方面的參數,如表2所示。
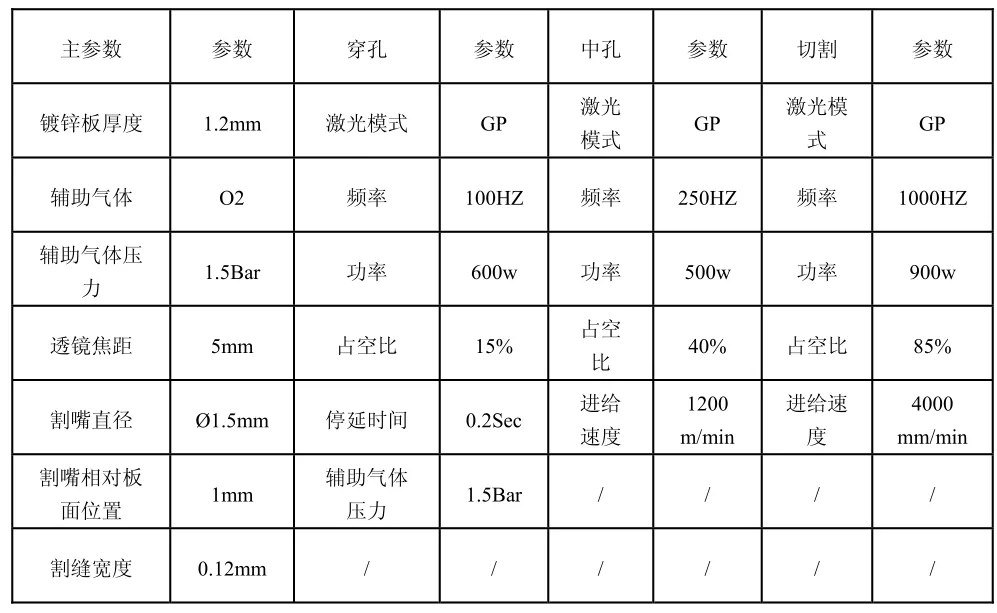
表2 激光機操作參數設置
2.數控沖床沖孔工序
SKYY31228C型數控沖床,控制系統為 FANUC Series Op,32工位轉塔模具庫,機床尺寸規格為 2000*1250mm,夾鉗尺寸規格為90*15mm。采用ProCAM編程軟件進行各參數設置并生成數控程序代碼,主要參數設置為:板材尺寸1285.2*984.2mm、每塊板零件數量 1個、沖床原點坐標(1400,1412)、沖頭高度 5mm、板材厚度 1.2mm。如圖 6所示,零件圖中18×20×?6圓孔采用規格為 RO?6圓形上模和RO?6+0.8圓形下模,4-8×16橢圓孔采用規格為?8×16橢圓上模和 OB?8×16+0.8橢圓下模,具體參數設置如表3所示。沖壓加工時選擇自動配刀方式,設置沖壓對象等參數,生成數沖程序代碼。

圖6 數控沖床上下模具
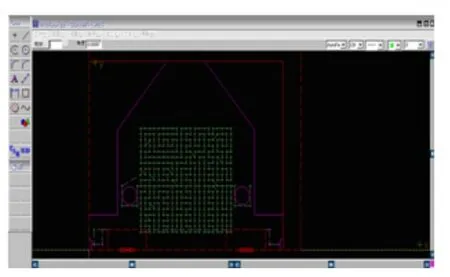
圖7 數控沖床加工軌跡
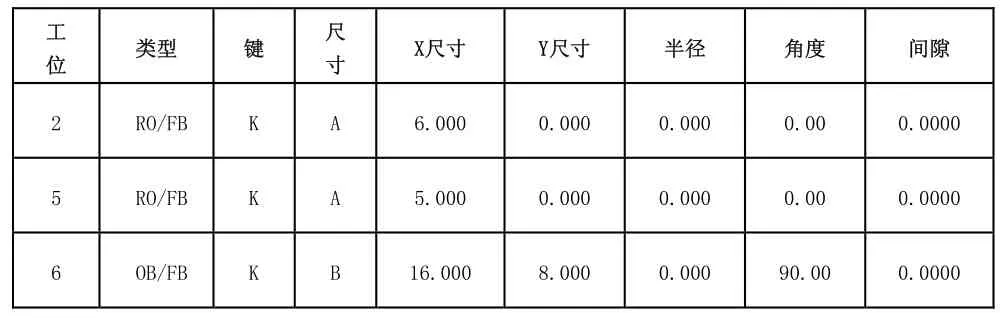
表3 數控沖床模具參數設置
3.數控折彎機折彎工序
PR6G100×2550型數控液壓折彎機,最大壓力 300bar,功率7.8kw。選擇如圖8所示折彎模具,適合折最大2mm鋼板,其上模各參數為:角度88°、高度180mm、半徑0.1mm,下模各參數為V開口12mm、角度88°、高度142.5mm。
以零件圖中左右兩側邊折彎為例,如圖 9所示在 Delem數控系統中進行數據編程,主要參數設置如表4所示。
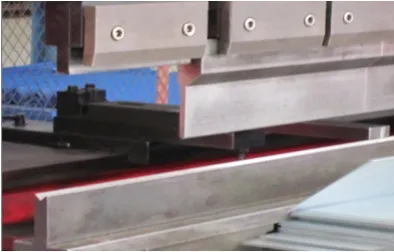
圖8 PR6G100×2550數控折彎4號模具
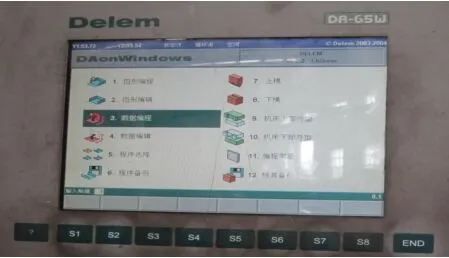
圖9 PR6G100×2550數控折彎機 數控系統
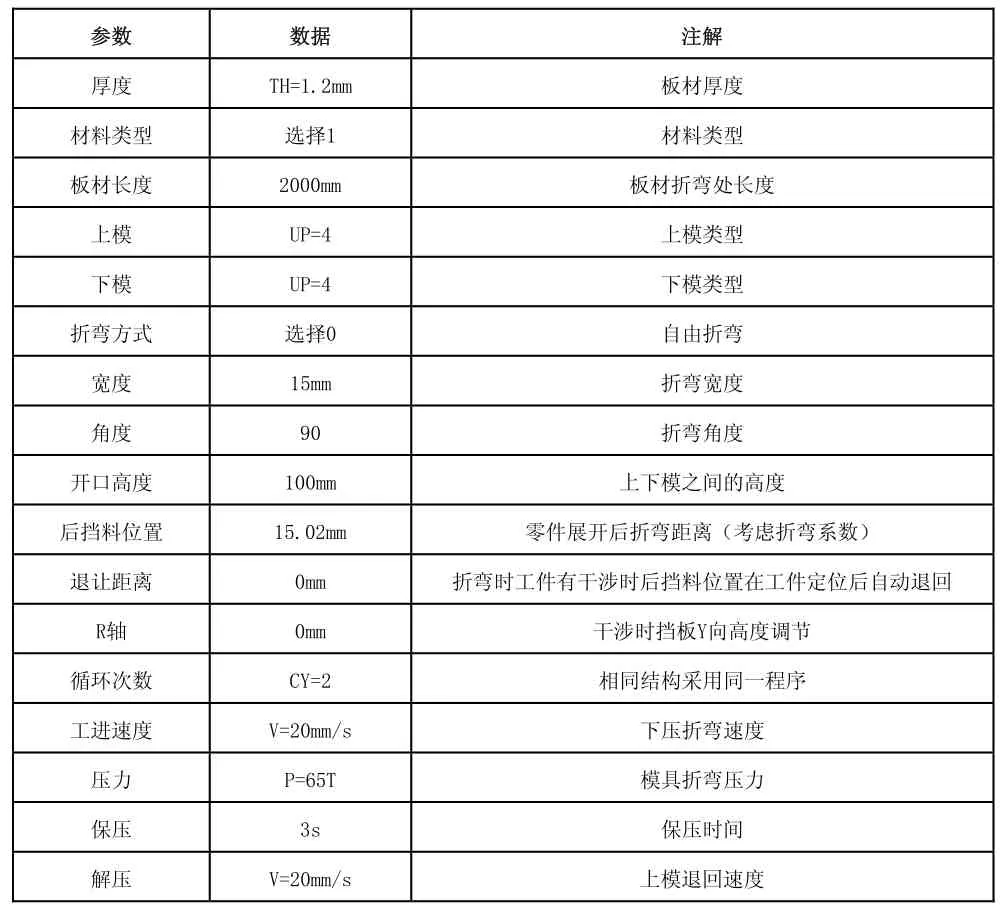
表4 數控折彎機數據編程主要參數設置
(四)結束語
“機房防護板”零件采用了多種數控鈑金設備進行加工,是典型的數控鈑金加工實例,在較短時間內達到了產品的精度要求,減少了研發時間,降低了工人的勞動強度,是傳統鈑金加工的突破,極大地提高了鈑金加工的能力,應用前景廣闊。
[1] 章飛.鈑金展開與加工工藝(第二版)[M].機械工業出版社,2007.
[2] 湯酞則.鈑金基本工藝與設備[M].高等教育出版社,2006.
[3] 叢文龍.數控特種加工技術[M].高等教育出版社,2005.
TP29
A
1008-1151(2011)06-0100-02
2011-03-17
成立(1976-),女,江蘇鹽城人,蘇州工業職業技術學院機電系實驗師,工程師,碩士研究生,從事數控、模具專業方面的教學與研究。
