機床灌膠結合面特性參數試驗及預測*
2011-10-21 11:43:10王志勇胡小秋郭丹楓
制造技術與機床 2011年12期
關鍵詞:工藝
王志勇 胡小秋 郭丹楓
(南京理工大學機械工程學院,江蘇南京 210094)
在傳統機床裝配工藝過程中,為保證立柱與床身具有一定的幾何精度,須對配合面進行手工刮研,該工藝生產成本高、勞動強度大、工藝周期長。因此為改善機床傳統裝配工藝,將灌膠工藝替代手工刮研。灌膠工藝起源于國外,在國內也有較為廣泛的應用,與手工刮研相比,灌膠工藝不僅降低了單個機床部件幾何精度的要求,還縮短了 83%的裝配周期[1-3],諸多優點表示灌膠工藝在機床裝配中具有較好的應用前景。
采用灌膠工藝裝配的立柱與床身在配合面之間形成灌膠結合面。在以往灌膠工藝應用中,工藝參數的確定并沒有考慮灌膠結合面對整機動態特性的影響,因此存在盲目性和不確定性。本文依靠試驗探究了灌膠結合面的動態特性,試驗結果為灌膠工藝參數的確定提供了試驗數據及應用依據。
1 試驗部分
1.1 試驗裝置與方法
試驗裝置包括上、下試驗板,密封橡膠墊圈(圖1a),調節螺釘等,圖1b為試驗裝置及模型。試驗時將定位膠注入上、下試驗板之間,密封橡膠墊圈用于防止膠外流并保證固化后的膠膜厚度,24 h后定位膠完全固化,調節螺釘改變灌膠結合面法向壓強。
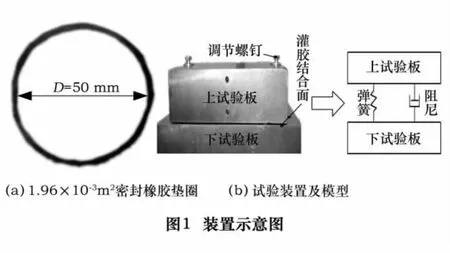
為獲取真實有效且對灌膠工藝的應用具有指導意義的特性參數,灌膠方法依照四川長征機床廠的灌膠工藝并使用同型號定位膠。上、下試驗板分別等效立柱和床身,材料以及結合面粗糙度均與之保持一致。
1.2 試驗材料
上、下試驗板材質為HT300、粗糙度Ra3.2 μm,定位膠由TONSAN TS355的主膠體與固化劑嚴格以12∶1的重量比混合,脫模劑為TONSAN 1731。表1為定位膠TS355的機械性能。

表1 TS355主要機械性能
1.3 試驗方案
采用單因素試驗法,識別灌膠工藝主要參數厚度L、面積S及法向壓強P變化時的特性參數,試驗參數如表2所示。
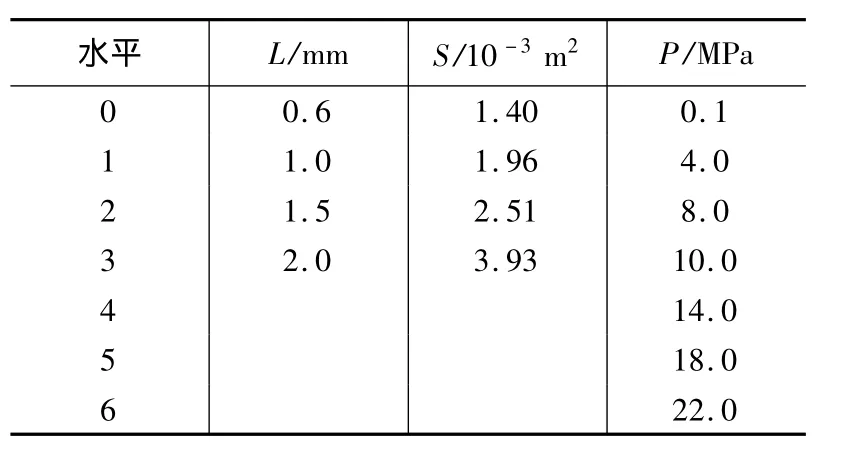
表2 單因素試驗參數表
2 試驗結果及分析
2.1 膠膜厚度對特性參數的影響
圖2、3分別給出了膠膜面積為0.003 93 m2、法向壓強為4 MPa時,膠膜厚度與動剛度和阻尼之間的關系。
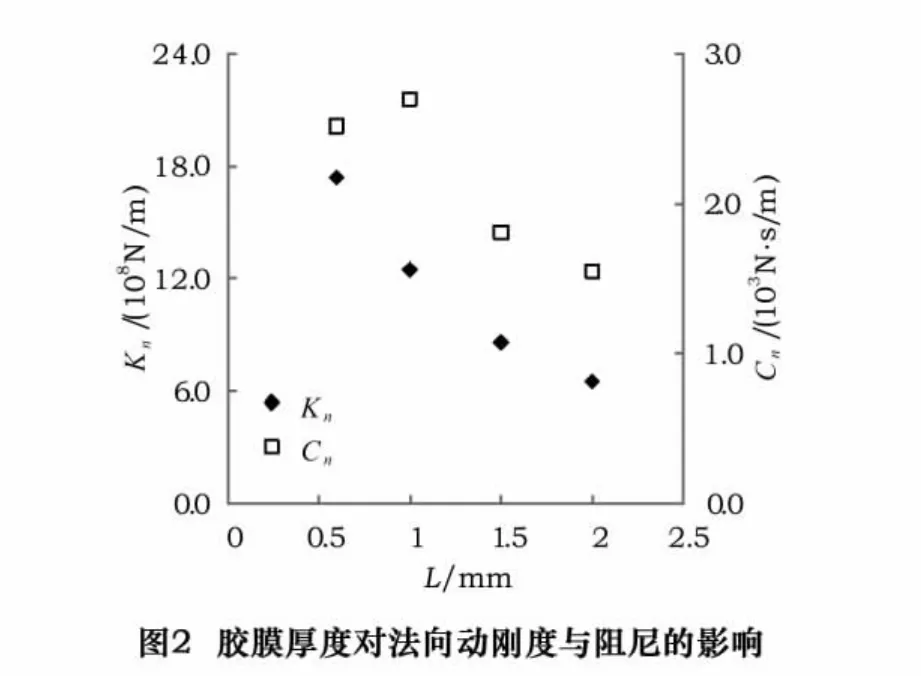
膠膜厚度2 mm相對于0.6 mm時,法向動剛度Kn減小63%,法向阻尼Cn減小38%,切向動剛度Kr減小59%,切向阻尼Cr減小77%。可見,結合面法、切向動剛度與阻尼隨著膠膜厚度的增加而降低。
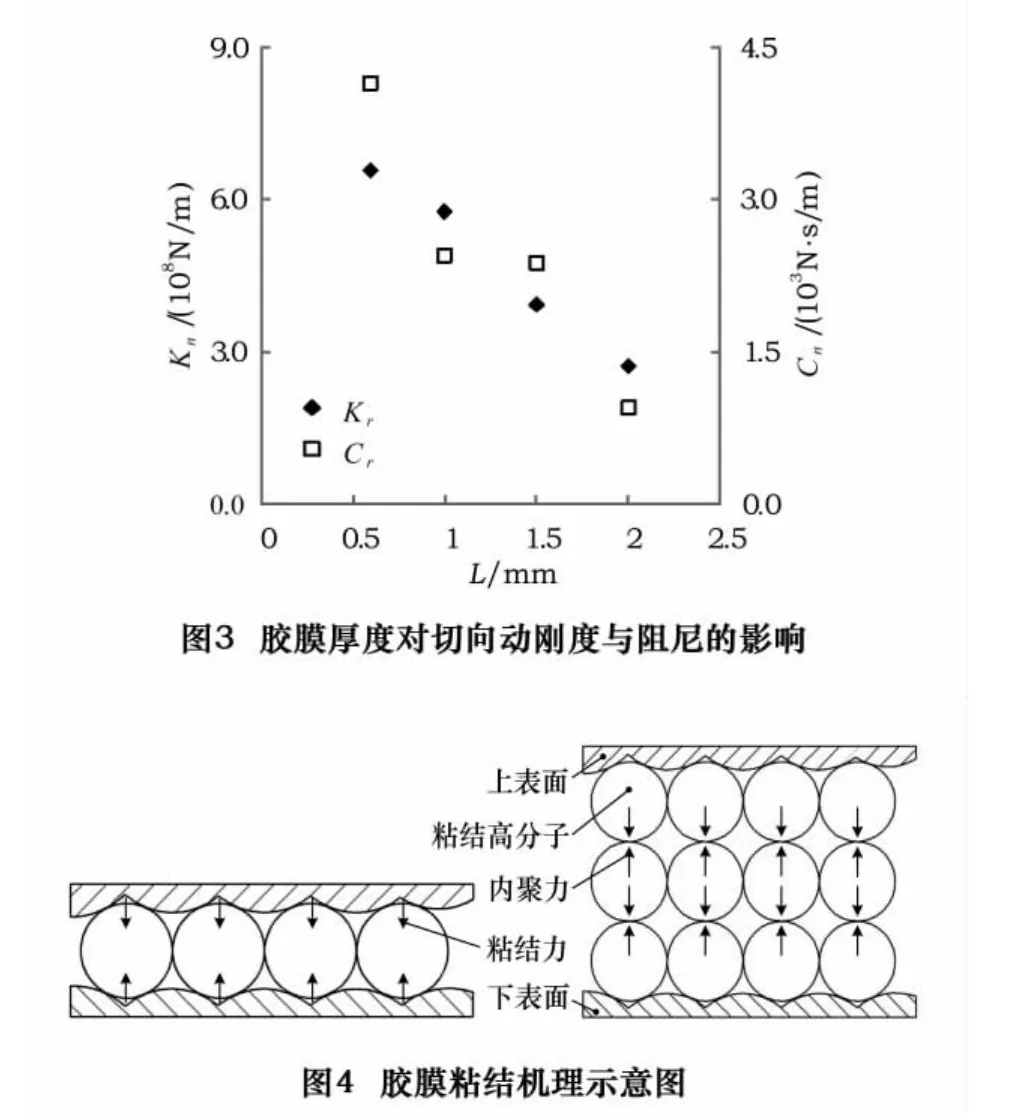
對試驗結果作如下解釋:混合后的TS 355膠主要由用于粘結的高分子體和溶劑組成。當膠處于液態時,溶劑載著高分子體慢慢侵入到試驗板的表面組織內。隨著溶劑揮發消失后,高分子體就依靠相互間的拉力將上、下試驗板緊緊地粘結在一起。增加膠膜厚度,導致高分子體過于擁擠無法形成相互間最強的吸引力,且溶劑也不易揮發。過量的膠起到的是填充作用,粘結機理已不是粘結力。膠膜粘結機理如圖4所示。粘結力變小導致粘結強度減小,進而對特性參數產生影響。
2.2 膠膜面積對特性參數的影響
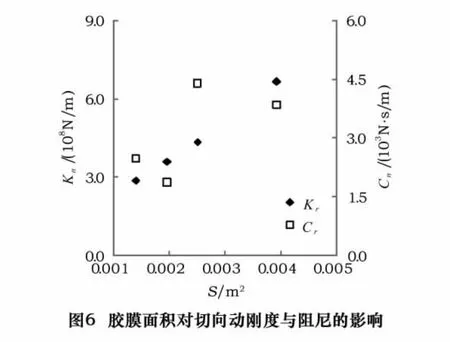
圖5、6分別給出了膠膜厚度為0.6 mm,法向壓強為8 MPa時,膠膜面積與動剛度和阻尼之間的關系。
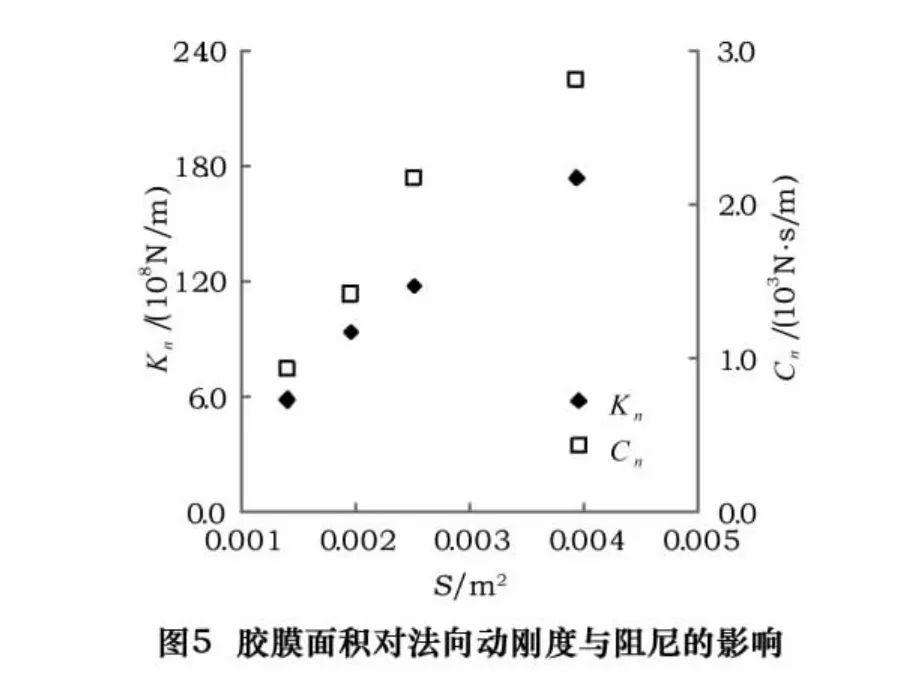
膠膜面積0.003 93 m2相對于0.001 4 m2時,法向動剛度Kn增加199%,法向阻尼Cn增加202%,切向動剛度Kr增加134%,切向阻尼Cr增加56%。說明增加膠膜面積有助于動剛度與阻尼的提高。
分析試驗結果,給出如下解釋:從微觀看,增加膠膜面積等于增加了用于粘結試驗板表面的高分子體個數,增強了膠膜的粘結力,提高了動剛度與阻尼。
2.3 法向壓強對特性參數的影響
圖7、8分別給出了膠膜厚度為0.6 mm,膠膜面積為0.001 4 m2,法向壓強對動剛度與阻尼的影響結果。
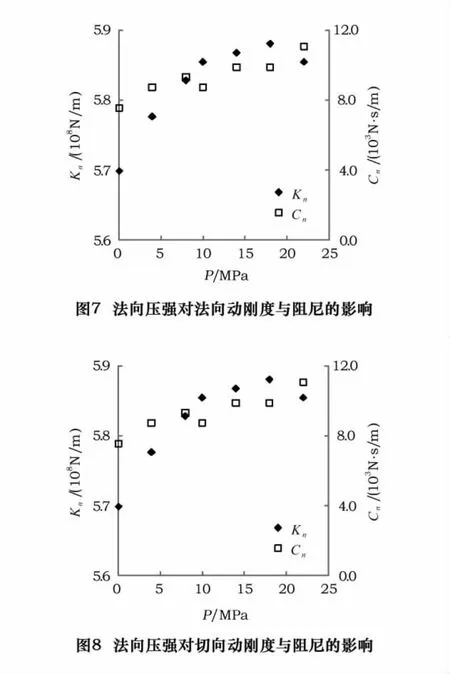
圖中動剛度與阻尼隨著法向壓強的增加而增加,這一點與無介質固定結合面的相關結論一致[4-6]。法向壓強22 MPa相對于0.1 MPa時,法向動剛度Kn增加2.6%,法向阻尼Cn增加45.5%,切向動剛度Kr增加31%,切向阻尼Cr增加63.75%。
增加法向壓強,膠體被壓縮,從微觀上看,雖然不會影響高分子體與試驗板表面的粘結力,但會增加高分子體之間的內聚力,提高動剛度與阻尼。但這種內聚力對于特性參數的影響有限,并不如改變膠膜厚度和面積對特性參數的影響顯著。
3 特性參數預測回歸模型
本部分建立特性參數與各影響因子的數學回歸模型,以供預測其它條件下灌膠結合面的特性參數。將特性參數表示成各影響因子的多元線性模型:

式中:Yi為特性參數(包括動剛度與阻尼);b1、b2、b3為各自變量的回歸系數;b0為常數。
將試驗數據按式(2)進行標準化處理,消除各變量單位,提高預測模型的準確性[7]。

式中:xi1、xi2和xi3分別表示膠膜厚度、面積、法向壓強的數值;xj為各自變量的平均值;Sj為各變量的標準差。
根據最小二乘原理及方法[8],得到標準化后各自變量與動剛度和阻尼的擬合關系為
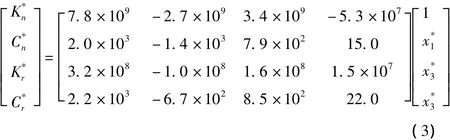
將式(3)中各標準化變量分別還原為原始變量,則回歸方程表示為
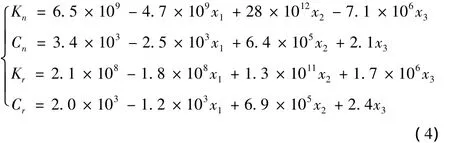
式中:Kn、Kr分別為法、切向動剛度,N/m;Cn、Cr分別為法、切向阻尼,N·s/m。
計算得到回歸方程的線性判定系數R2(Kn)=0.93、R2(Kr)=0.94、R2(Cn)=0.81、R2(Cr)=0.8。通過F檢驗法求得F(Kn)=60.7、F(Cn)=13、F(Kr)=87.6、F(Cr)=12.4,均大于 F0.99(3,108)=3.97。由R2及F檢驗說明回歸方程式(4)高度顯著。
觀察式(4)的各回歸系數可知,膠膜面積對動剛度與阻尼影響較大,法向壓強對其影響較小。
4 結語
本文采用單因素試驗法,對灌膠結合面的動態特性進行了研究,共測得112組試驗數據。對試驗結果進行分析得到以下結論:
(1)灌膠結合面法、切向動剛度與阻尼隨著法向壓強以及膠膜面積的增加而增加,而隨著膠膜厚度的增加而減小,并具有顯著的線性關系。
(2)粘結力是影響灌膠結合面動態特性的主要原因。膠膜面積對于動剛度與阻尼影響較大,法向壓強對其影響較小。
[1]Andrew.Advances in light curing adhesives[J].Opt-mechanical Design and Engineering,2010,4444(20):185 -195.
[2]尹玉生,陳亞菊.機床裝配技術中的一個創新[J].制造技術與機床,2009(2):85-92.
[3]孔偉,沐金鎖.灌膠技術在機床裝配上的應用[J].制造技術與機床,2009(9):79-80.
[4]MAO Kuan -min,LI Bin,WU Jun,et al.Stiffness influential factorsbased dynamic modeling and its parameter identification method of fixed joints in machine tools[J].International Journal of Machine Tools&Manufacture,2010,50(2):156 -164.
[5]ZHANG Xue-liang,WEN Shu-hua.Experiment research on tangential dynamic characteristics of machined plane joint interfaces[J].Advanced Materials Research,2011,145:584 -589.
[6]FU Wei-ping,HUANG Yu -mei,ZHANG Xue- liang,et al.Experimental investigation of dynamic normal characteristics of machine joint surfaces[J].Journal of Vibration and Acoustics.2000,122(4):393-398.
[7]汪振華,趙成剛,袁軍堂,等.高速銑削AlMn1Cu表面粗糙度變化規律及銑削參數優化研究[J].南京理工大學學報:自然科學版,2010,34(4):537-542.
[8]王惠文.偏最小二乘回歸法與應用[M].北京:國防工業出版社,1998.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
