傳統式銅陽極爐砌筑及陽極火法精煉廠建設中的若干問題(續)
2011-11-03 02:32:14劉樹景朱文峰山東金升有色金屬集團有限公司
資源再生 2011年10期
□文/劉樹景 朱文峰山東金升有色金屬集團有限公司
傳統式銅陽極爐砌筑及陽極火法精煉廠建設中的若干問題(續)
Problems of Traditional Anode Furnace Masonry and Refi nery Construction in Copper Industry (II)
□文/劉樹景 朱文峰
山東金升有色金屬集團有限公司
在再生金屬行業中,銅物料再生為電銅的主要流程是:
銅物料(挑選、打包)→陽極爐→陽極板→電解精煉→電銅
我國使用傳統式陽極爐進行銅的火法精煉,生產銅陽極板的工廠占有相當大的比重。因此,對該種類型的工廠(車間)建設中的問題進行深入的探討尤為必要。在今年9月南昌舉辦的中國再生銅產業鏈發展論壇上,《資源再生》雜志曾邀請山東金生有色金屬集團有限公司的劉樹景高級工程師來贛講學,因項目建設正在緊張運行之中而未能成行,本期“俱樂部”欄目分兩期刊發他的講課大綱以供讀者討論。

(上接2011年 第九期 第57頁)
六、煙氣凈化及通風除塵設備的選擇
陽極爐熱平衡計算表明,燃料燃燒產生的熱量60%以上由煙氣帶走,致使陽極爐煙氣量大、溫度高。由于陽極爐為周期作業使得各階段煙氣量有非常大的波動,因處理原料的不同,導致產生煙氣中雜質變化非常復雜。
由于陽極爐煙氣具有復雜的理化特性,因此,從陽極爐煙氣中獲取二次能源、凈化工藝煙氣已經成為有色科技人員必須研究的重大課題。
1. 工藝煙氣凈化系統
余熱鍋爐流程:余熱鍋爐可將高達1 300℃的出爐煙氣降溫至300℃~400℃,產出飽和蒸汽,同時捕集大量煙塵。目前,國內典型的余熱鍋爐凈化煙氣流程如下:
出爐煙氣-余熱鍋爐-表冷器-布袋收塵-煙囪排空
出爐煙氣-余熱鍋爐-助燃空氣的熱風換熱器-布袋收塵-煙囪排空
但“余熱鍋爐凈化煙氣流程”在傳統式陽極爐生產中所占的比重并不大,主要是因為該流程并不完善,存在著如下問題:余熱鍋爐一次性投資巨大;余熱鍋爐可以產飽和蒸汽,但陽極爐的綜合能源能耗并不一定更低;該流程的生產工藝并不穩定,如余熱鍋與陽極爐的煙道接口、余熱鍋爐前部、隔墻以及頂蓋有短期生產就燒損的現象。
選擇余熱鍋爐流程可以采取的措施:余熱鍋爐與陽極爐的連接通常在架空6.00米處,不設置煙道閘板,致使余熱鍋爐與陽極爐之間的溫度梯度很小,這是造成綜合能源消耗高的主要原因。若將陽極爐煙道落地,設置煙道閘板,可使陽極爐的直接能源消耗降至最低,雖然產生的飽和蒸汽量要減少,但可以保證綜合能耗降低。在實施上述措施后,可以減小余熱鍋爐產能,降低固定資產一次性投入,解決余熱鍋爐短期使用就燒損的問題。合理的進行陽極爐的二次能源利用,是再生有色金屬行業要走的一條必由之路。
2. 噴霧冷卻器流程
以壓縮空氣為動力,冷卻水以霧狀與高溫含塵煙氣混合,是噴霧冷卻器的原理。該設備是一種高效、快速的冷卻設備,設備阻力僅為300Pa。自動化技術的應用,可以控制煙氣的溫度,滿足布袋收塵器的要求。有國內陽極爐廠家已應用該技術,也有廠家準備采用。筆者認為,噴霧冷卻器與電收塵器聯合流程優勢最為明顯。
3. 煙道設置水冷排管
煙道設置水冷排管和一些輔助手段相配合使煙氣降溫,再經布袋收塵器,形成最簡易的煙道水冷排管流程。該流程的特點是:水加熱后,可送至蒸汽鍋爐,有一定的節能效果;簡單易行,適用于老廠改造。
4. 沖擊式水浴收塵器
該流程集降溫、收塵為一體,適合于環保要求十分嚴的二、三類地區。陽極爐用沖擊式水浴收塵器與鍋爐用同類產品有重要的兩點區別:其一,煙道為鋼制水套;其二,循環水量大。其最大弱點是污水難處理。綜上所述,陽極爐工藝煙氣凈化的各種流程種類繁多,但均不成熟。
5. 爐口通風除塵
爐口通風除塵可直接選用布袋收塵器。野風閥的設置必不可少,這一設置陽極爐行業中應用的較為統一,只是煙罩布置應更加完美。
七、陽極爐主生產廠區
陽極爐主生產廠區占地面積(以2臺100噸為例)應大于或等于10 000m2。
八、生產廠房
陽極爐主生產廠房與鑄型副廠房最好分為兩跨布置,見平面配置圖(圖1)和立面圖(圖2)。
廠房的結構形式:
方案之一: 全部鋼構,造價約為800±元/m2,特點是價格較低;不利之處在于:房蓋易腐蝕,難以維修。
方案之二:砼尾面板,造價約為1 300±元/m2;不利之處是價格較貴,優點是房蓋不腐蝕,免維修。筆者建議,在有條件的情況下,應選擇方案之二。
九、陽極爐的砌筑
(以100噸天然氣陽極爐為例,圖3)
1.陽極爐最佳的工藝孔布置(涉及至平面布置):爐頭雙燒頭孔;爐尾設置扒渣口;爐子正面設置雙爐門;全部處理冷料:設置兩個加料門。
如果是冷熱料各半:可設置一個加料門、一個倒熱態銅的門;爐子后面設置一個出銅口(對應單圓盤鑄型機),或兩個出銅口(對應雙圓盤鑄型機)。
2. 爐子的標高根據整體立面圖設置。
3. 爐子的總重量按500噸考慮(土建基礎條件)。
4. 爐子幾何尺寸的選擇原則
(1)床面積≥20m20m22。
(2)長寬比:粉煤爐長寬比最大,接下來依次是重油爐長寬比、天然氣爐長寬比、煤氣爐長寬比。
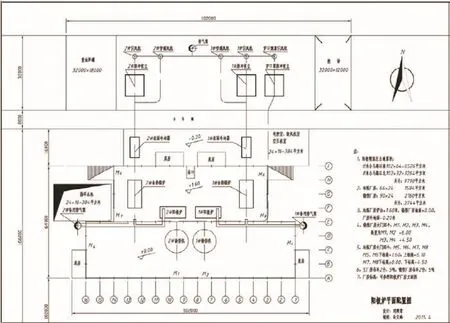
圖1 陽極爐平面配置圖
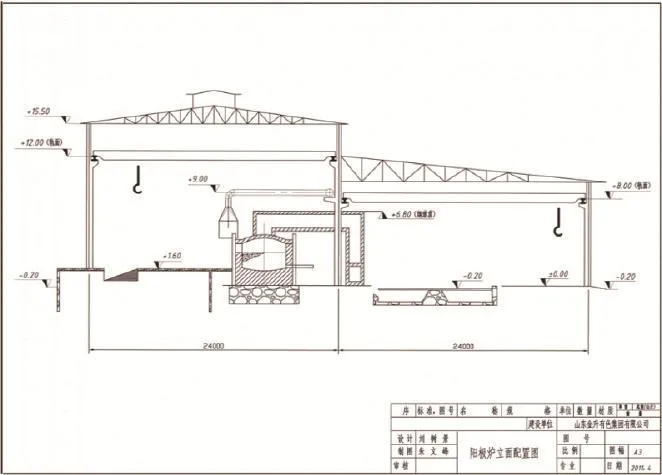
圖2 陽極爐立面圖
(3)爐膛高度:在能夠順利加料的前提下,爐膛高度越低越好。加料爐口上部的三角水套拱梁最大的優勢是可將爐膛高度控制得較低。
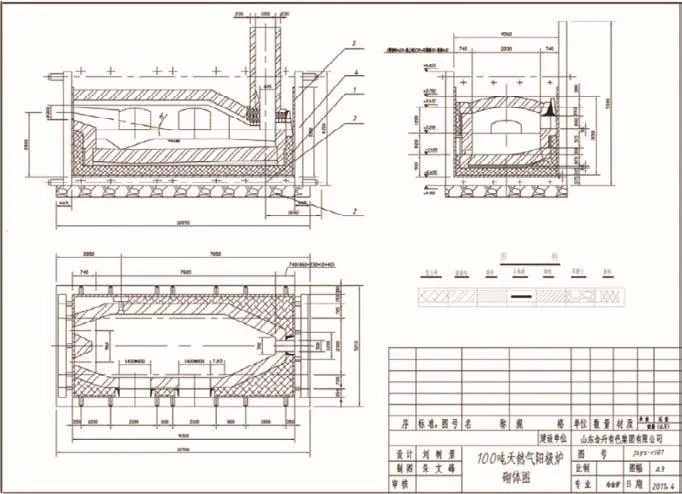
圖3 100噸天然氣陽極爐砌體圖
(4)熔池深度:原料的化學質量較好可適當的加深熔池。
(5)煙氣出口面積:該面積可選0.7±m2,若選擇了爐尾扒渣,取煙氣出口寬比高略大一些。
(6)直升煙道斷面積:該面積可選≥1m2。
(7)各種不同燃料的陽極爐火橋長度由大到小排序為:粉煤爐火橋、重油爐火橋、天然氣爐火橋、煤氣爐火橋。
5. 陽極爐的磚體結構
(1)爐底花垛高度可為55層磚:5×67=335mm;磚垛面積≥1/3;通風面積≤2/3。
(2)爐底的厚度組成(由下至上)可為:鑄鐵板40mm;石棉板10mm;粘土磚5層 5×67=335mm;搗打料65mm;爐底鎂鉻反拱磚 460mm,合計厚度:910mm。
注:鎂鉻反拱磚可選特異形磚:460×150×75/82(立)。
(33)爐墻
爐墻的厚度組成(由外至內)可為:鑄鐵板 40mm,石棉板 10mm,粘土磚 230mm,鎂質磚內襯 450~460mm,墻體的總厚度740mm。渣線鎂質磚內襯可選高檔鎂鉻磚砌筑3層。
(4)煙道小施:可選雙層旋磚砌筑,以增加其強度。
(5)加料門旋磚:若加料門不采用三角水套梁,可選臥式旋磚:460×250×70/80(臥)進行砌筑,以增加其強度。
(6)燒孔φ300mmm 22個:可選230×115×35/65(立)環砌,此結構強度非常高,造價低。
(7)爐頂(單位:mm ) :爐頂施磚:380×150×70/80(立、單眼);配磚:460×150×75(雙眼)(每環約6塊);100噸陽極爐不必吊掛爐頂,但每塊磚之間必須插入連接鐵釘。
(8)出爐煙道
出爐煙道有必要加厚,逐步減厚度至230mm。當考慮到余熱回收時,可將煙道外皮砌筑輕質粘土磚,其厚度可為115mm。煙道拱腳后面可將輕質磚改為粘土磚。
6. 爐子的主鋼架結構
爐底鑄鐵板:厚度可選40mm;爐子主柱:靠近工藝口門,承受較高溫度的立柱需要設置為水冷立柱。100噸陽極爐的立柱高度模數可確定為4 500mm,加料門兩側的水冷立柱直接制成5 500mm,以安置加料爐門。拉筋:圓鋼φ56mm,螺紋M54,接頭可為螺紋連接。
鑄鐵爐墻板:厚度模數40mm,尺寸較大的板設置加強筋。加料門下部的爐墻可制防加料機撞擊的擋鐵。
工藝孔門的水冷保護:加料門、扒渣門需設置水冷保護套,爐門也需水冷。
燒火孔也可設置水冷保護套及水冷活動擋板。爐子可設置φ200mm橫梁支撐環保除塵煙罩,取消煙罩支撐立柱。烤爐的時間通常為15晝夜;低溫段水汽蒸發(800℃);必須有嚴格的恒溫過程。在烤爐末期,純銅滲透爐底——洗爐(新爐)。

猜你喜歡
化工管理(2022年13期)2022-12-02 09:21:52
少先隊活動(2021年4期)2021-07-23 01:46:22
山東冶金(2019年2期)2019-05-11 09:12:16
攝影之友(影像視覺)(2019年3期)2019-03-30 01:36:50
測控技術(2018年2期)2018-12-09 09:00:52
當代化工研究(2016年9期)2016-03-20 16:22:15
中國資源綜合利用(2016年2期)2016-01-22 07:27:41
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
中國艦船研究(2014年5期)2014-05-14 06:43:09
