Monel-400合金環焊溫度場和殘余應力場的數值模擬
2011-11-04 13:22:14劉軼暄李慧琴麻永林邢淑清
電焊機 2011年3期
劉軼暄,李慧琴,麻永林,邢淑清
(內蒙古科技大學 材料與冶金學院,內蒙古 包頭 014010)
Monel-400合金環焊溫度場和殘余應力場的數值模擬
劉軼暄,李慧琴,麻永林,邢淑清
(內蒙古科技大學 材料與冶金學院,內蒙古 包頭 014010)
采用ANSYS大型通用有限元分析軟件,利用APDL語言模擬計算了Monel-400合金環焊溫度場。繪制出焊縫熔合線及其附近的熱循環曲線,將熱分析得到的節點溫度作為體載荷進行應力場的數值模擬計算。結果表明:外表面節點x方向的應力剛開始時為拉應力,12 s后轉變為壓應力,而中間節點和內表面節點x方向的應力始終為壓應力,并大于外表面的應力值;外表面節點在y方向的應力為175 MPa,該應力值是屈服強度的76%,中間節點和內表面節點的最高應力為拉應力,z方向的應力分布規律與x方向的應力分布基本相同。
Monel-400合金;溫度場;應力場,數值模擬
0 前言
Monel-400是Ni-Cu固溶體的單相奧氏體合金,在中高溫的強酸、強堿中具有良好的耐腐蝕性,使其在一些化工和核工業設備制造中占有重要的位置[1]。Monel-400合金焊接性較好,其焊接結構在國外一些國家早已廣泛采用。我國近年來也在開發Monel系列合金及其在特殊化工設備中的應用。由于Mone-400合金的熱物理性能與普通鋼材有較大的差異,在焊接現場中容易出現一些焊接缺陷[2],其中焊接殘余應力的大小直接影響焊接質量的好壞。
為了能夠較好地預測焊接殘余應力,在此利用ANSYS有限元軟件對Monel-400合金圓筒環焊縫進行了數值模擬計算。先是計算溫度場,然后將溫度場作為應力場計算的初始條件進行焊接殘余應力的計算,這為研究實際的焊接殘余應力提供了參考依據。
1 有限元模型的建立
圓筒為Monel-400合金,熱物理參數如表1所示。實體模型尺寸:外半徑50 mm,內半徑40 mm,壁厚10 mm,筒高100 mm。在坡口底部進行打底焊,焊接道次為三道,焊接速度 6.89 mm/s。
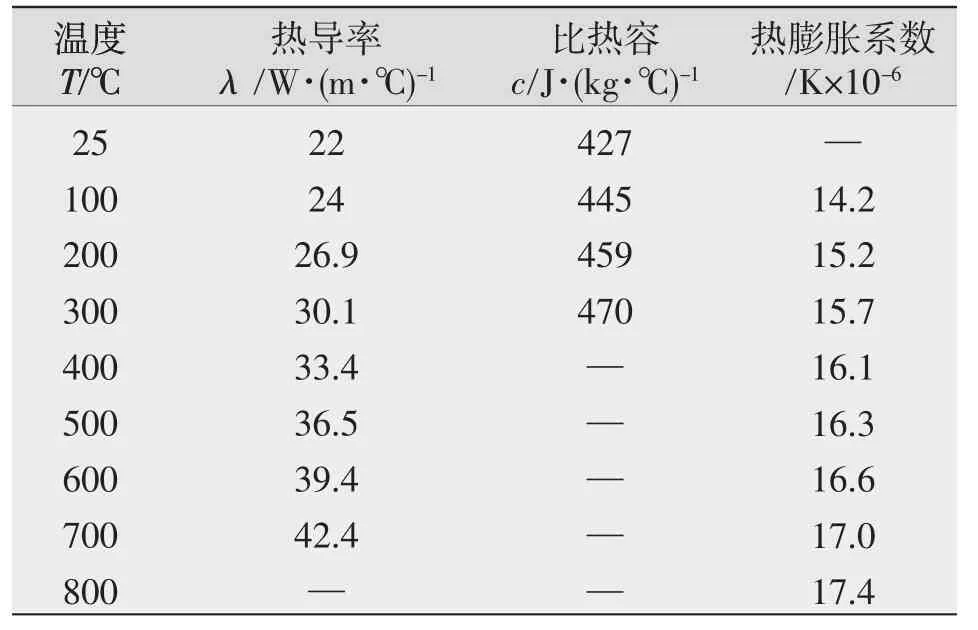
表1 Monel-400的熱物理性能
為了節省計算時間,取圓筒1/4,并且將實體模型分成三個區:焊縫區、過渡區和母材區,其中母材區距離焊縫較遠,并對母材區線性化處理,即遠離焊縫的母材區的熱物理參數為常數,不隨溫度變化而變化,只有焊縫區和過度區在焊接過程中的溫度較高,熱物理參數變化較大[3]。
為了計算精確,劃分網格時焊縫區和過渡區細密(網格尺寸約1.76 mm),母材區相對稀疏,采用八節點六面體的單元類型,使用映射方法。整個模型的單元數為21852個,節點數為25839。有限元網格模型如圖1所示。
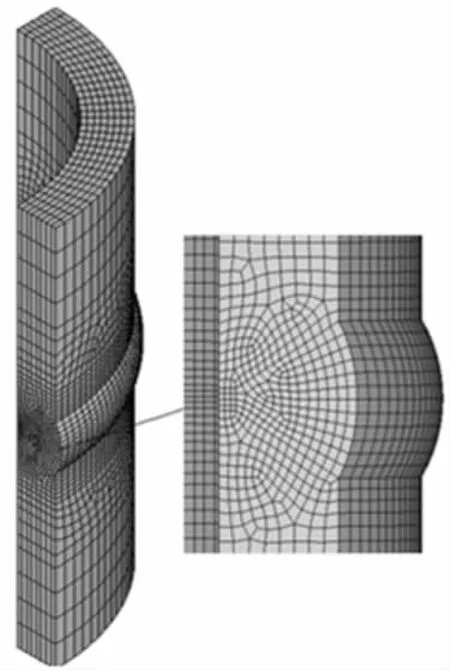
圖1 有限元網格模型
2 理論基礎
焊接是一個局部快速加熱到高溫,并隨后快速冷卻的過程。因此焊接溫度場分析屬于典型的非線性瞬態熱傳導問題。非線性瞬態熱傳導問題的控制方程為

式中 c為材料比熱容;ρ 為材料密度;λ為導熱系數;T為溫度場分布函數;為內熱源強度;t為傳熱時間。這些參數中λ,ρ,c都隨溫度變化[4]。
對Monel-400合金管道結構,選用的彈塑性應力應變本構關系為:材料的屈服服從Von-Mises屈服準則,塑性區符合流變法則,并假設各向同性硬化,應力應變在微小的時間增量內呈線性變化[5]。
焊接應力應變計算以熱傳導分析為基礎,同時考慮焊接區域組織轉變時應力應變場帶來的影響。材料屬于彈性或塑性狀態的應力應變關系為

式中 [D]為彈性或彈塑性矩陣;{C}為與溫度有關的向量。
3 加載計算
在模擬計算過程中,采用完全的牛頓—拉夫森法進行瞬態熱分析。設置母材區的初始溫度為25℃,整個模型的外表面施加對流邊界條件,由于本研究焊后圓筒處于自然冷卻狀態,對流換熱系數取為9 W/(m2·℃)[4]。
熱源的移動依靠分布循環加載來實現[5]。本研究熱源的移動是通過ANSYS的APDL語言的循環語句*DO-*ENDDO來實現。利用生死單元來模擬焊縫金屬的填[6]。
4 計算結果和分析
4.1 溫度場結果分析
在整個模擬計算過程中,焊接一道次時間為12 s,然后冷卻10 s。圖2為第三道次焊接完成時的整個焊件的溫度分布云圖,此時熱源溫度最高為789.256℃,最低溫度 46.946℃。圖3為焊接完成冷卻10 s后的溫度分布云圖,此時焊件最高溫度為336.241℃,等溫線范圍擴大。圖4為冷卻大約9 min后整個焊件的溫度分布云圖,溫度分布呈橢圓形,焊接接頭的最高溫度為137.226℃,最低溫度為134.233℃,且分布在筒的兩端。
在1/4圓筒的中間截面選取處的一個面,在該截面上取五個位置,其中位置3在焊縫熔合線上,位置2和位置4位于位置3兩側1.7 mm處,位置1和位置5位于位置3兩側3mm處。其熱循環曲線如圖5所示。
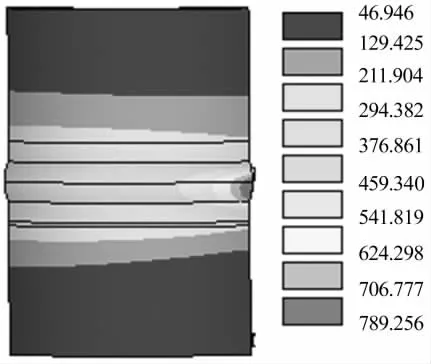
圖2 56 s時的溫度場
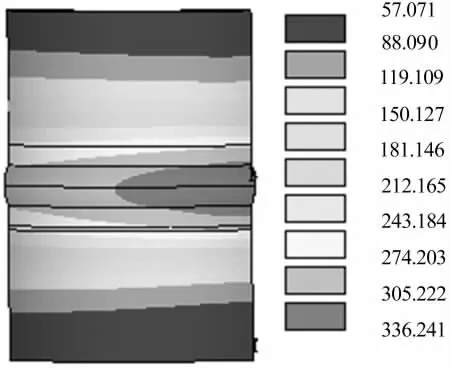
圖3 66 s時的溫度場
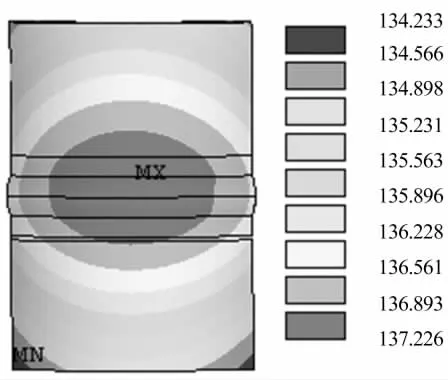
圖4 566 s時的溫度場
由圖5可知,剛開始時,五個位置的溫度相同都為環境溫度25℃。6s時,位置1、位置2、位置3的溫度急速上升,達到最高為焊接溫度1 600℃,然后開始急速下降,但下降速度較上升速度慢,而位置4的最高溫度達到490℃,位置5的溫度僅僅達到150℃。直到28 s時,五個位置的溫度趨于相同,為120℃。第二道次時只有位置3的溫度最高達到焊接溫度1 600℃,第三道次時最高溫度為590℃,然后趨于一致。
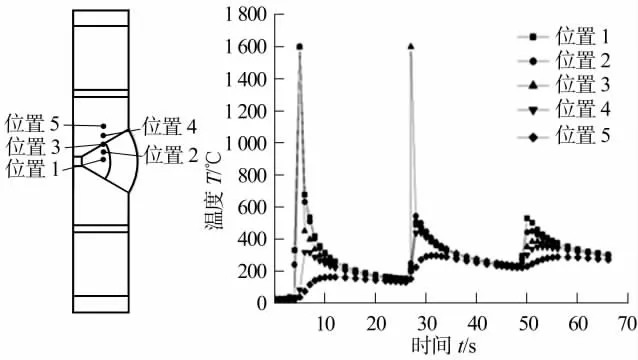
圖5 同一個表面圓周上的熱循環曲線
4.2 應力場結果分析
在圓筒的中間截面選取一個面,在熔合線的外側選三個節點,節點10032圓筒的外表面,節點12814位于內部,節點10653位于圓筒內部,節點分布如圖6所示。
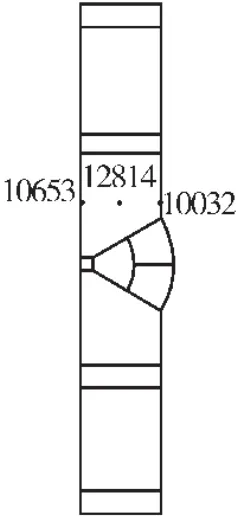
圖6 節點分布
圖7 為三個節點x方向的應力分布圖。0~12s隨著熱源逐漸接近節點,x方向的應力逐漸增大,都表現為拉應力,從12 s時拉應力急速下降,三個節點由拉應力轉變為壓應力,外表面壓應力最小為32 MPa,內表面壓應力最大為70 MPa,第一道次焊接完成后開始冷卻,壓應力逐漸變小,外表面節點壓應力減少緩慢,內表面節點壓應力降低較快。28 s時外表面節點x方向應力由壓應力轉變為拉應力,中間節點應力表現不明顯,內表面節點x方向應力先增大后降低。34 s時,三節點應力同時增加,表現為壓應力,外表面壓應力最小為65 MPa,內表面節點最大為110 MPa,中間節點為100 MPa。冷卻過程中,三節點的x方向應力都減小。50s時,三個節點應力變化和第二道次的應力變化相似。56s時焊接完成開始冷卻,三節點都表現為壓應力。最終該截面處外表面節點應力為拉應力,中間節點和內表面節點均為壓應力,其中內表面節點壓應力最大為50 MPa。
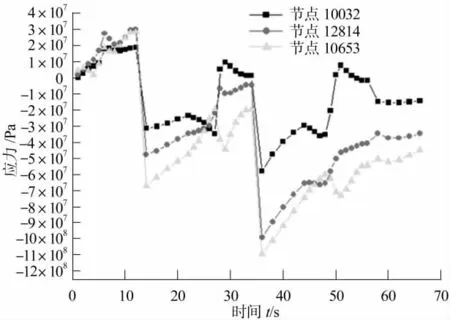
圖7 x方向瞬時應力分布
y方向瞬時應力分布如圖8所示。由圖8可見,在焊接第一道次時,內表面節點y方向瞬時應力即徑向瞬時應力表現為拉應力,內表面節點表現為壓應力,中間節點變化范圍較小,開始時為拉應力,然后變為壓應力,并逐漸變小,直到28 s時轉變為拉應力,開始冷卻時,又表現為壓應力,一直到焊接完成。外表面節點的y方向瞬時應力表現為壓應力,28 s時急速增加,增加到最大為175 MPa;到34 s時(第二道次焊接完成開始冷卻時)壓應力急速降低,轉變為拉應力達到90 MPa后開始變小。焊接完成后開始冷卻,在該過程中應力表現不大。內表面節點表現為壓應力,且變化不大,直到焊接完成開始冷卻時,由拉應力轉變為壓應力。外表面和中間節點應力很小。
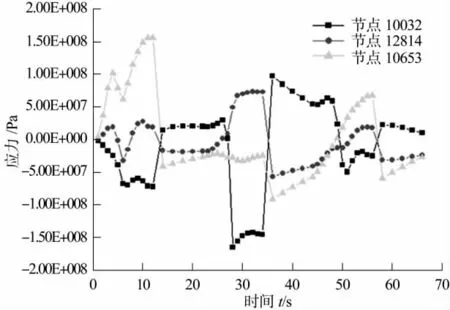
圖8 y方向瞬時應力分布

圖9 z方向瞬時應力分布
z方向瞬時應力分布如圖9所示。由圖9可見,z方向的瞬時應力分布和x方向的應力分布規律完全一致,但大小不同,z方向的瞬時應力最大為內表面節點,表現為壓應力,大小為120MPa。中間節點也為壓應力最大值為105 MPa;而外表面節點變化不大,剛開始表現出較小的拉應力,第一道次焊接完成開始冷卻后,轉變為壓應力,最大值為60 MPa。在第三道次焊接完成開始冷卻時內表面節點和中間節點壓應力幾乎相等為55 MPa,并逐漸減小,外表面節點壓應力為20 MPa并逐漸減小。
5 結論
(1)靠近焊縫處的節點溫度梯度最大,熱影響區次之,母材區的溫度梯度最小。
(2)利用單元生死技術可以有效的模擬焊縫的形成過程和焊接熱載荷的輸入。
(3)外表面節點x方向的應力剛開始時為拉應力,然后又轉變為壓應力,而中間節點和內表面節點x方向的應力始終為壓應力,并大于外表面的應力值。y方向的應力在外表面變化最大,最大可以達到175 MPa。z方向的應力分布規律和x方向的應力分布基本相同。
[1]王貴生.蒙乃爾合金的焊接[J].焊管,2000,23(4):32-34.
[2]武廣昭.蒙乃爾合金管件的焊接[J].熱加工工藝,2007,36(19):89-91.
[3]董巷海,劉建華,杜漢斌,等.激光薄板拼焊過程溫度場和應力應變場的數值模擬[J].電焊機,2004,34(9):21-24.
[3]張文鉞.焊接傳熱學[M].北京:機械工業出版社,1987:4-7.
[4]陳家權,沈煒良,尹志新,等.基于單元生死的焊接溫度場模擬計算[J].熱加工工藝,2005(7):64-65.
[5]胡紅軍,楊明波,張丁非.ANSYS10.0材料工程有限元分析實例教程[M].北京:電子工業出版社,2008:147-149.
[6]龔曙光,謝桂蘭.ANSYS操作命令與參數化編[M].北京:機械工業出版社,2004:128-128.
Numerical simulation of monel400 alloy welding temperature field and residual stress field
LIU Yi-xuan,LI Hui-qin,MA Yong-lin,XING Shu-qing
(School of Material and Metallurgy,Inner Mongolia University of Science & Technology,Baotou 014010,China)
The article analyses Monel-400 alloy cylinder circle weld temperature field and residual stress field by finite element,using ANSYS finite element analyse of large-scale general-purpse software,and draw the thermal cycling curves of the weld fusion line and near location.Then the temperature of node in thermal analysis as the result load on the body of the numerical simulation calculation of stress results show that:The stress of the surface direction node of x beginning to tensile stress,then transform for the compressive stress,but the nodes of the intermediate and the inside surface in x direction is always compressive stress,And the stress value more than appearance;The stress in the node of the surface is the largest in the y direction is 175 MPa,it is 76%on the yield strength,the highest tensile stress of intermediate nodes and the inside surface nodes,The distribution of the stress in z direction and x direction are the same.
Monel-400 alloy;temperature field;residual stress field;numerical simulation
TG457.19
A
1001-2303(2011)03-0075-04
2010-11-09
劉軼暄(1982—),男,內蒙古人烏蘭察布市人,碩士,主要從事焊接的數值模擬工作。
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13