鋼軌自保護藥芯焊絲自動窄間隙電弧焊工藝及裝備研究
2011-11-04 13:22:14宋宏圖季關鈺
電焊機 2011年3期
關鍵詞:焊縫
宋宏圖,李 力,丁 韋,季關鈺
(1.中國鐵道科學研究院 金屬及化學研究所,北京 100081;2.北京京隆華科技開發有限公司,北京 100081)
鋼軌自保護藥芯焊絲自動窄間隙電弧焊工藝及裝備研究
宋宏圖1,李 力1,丁 韋1,季關鈺2
(1.中國鐵道科學研究院 金屬及化學研究所,北京 100081;2.北京京隆華科技開發有限公司,北京 100081)
無縫線路建設的大范圍展開迫切需要性能、質量、生產效率相匹配的原位焊接方法,目前使用最多的為鋁熱焊和電弧焊。介紹了窄間隙電弧焊在鋼軌焊接中的應用,并重點對電弧位置實時檢測技術和自保護藥芯焊絲自動鋼軌窄間隙電弧焊工藝及裝備進行了說明。進行接頭性能試驗,結果表明:采用鋼軌自保護藥芯焊絲自動窄間隙電弧焊焊接的接頭性能良好,完全超過另外一種原位焊接方法鋁熱焊的接頭性能,能夠通過鋁熱焊不能通過的落錘試驗,拉伸性能也強于鋁熱焊,沖擊性能大幅度優于目前使用的閃光焊、氣壓焊和鋁熱焊。
窄間隙電弧焊;鋼軌;自保護藥芯焊絲;電弧位置實時檢測;接頭性能試驗
0 前言
目前在無縫線路建設中,鋼軌焊接閃光焊居主導地位。然而實現無縫線路的另一關鍵環節——線上鋼軌原位焊接,還存在一定難度。由于設備等原因,閃光焊在原位焊接(主要指單元軌節鎖定及道岔區的焊接)時的應用尚不具備條件,只有采用鋁熱焊和電弧焊。鋁熱焊工藝相對簡單,但焊縫的鑄造組織和母材容易造成過熱是其難以克服的兩大根本問題,從而直接影響了接頭的整體性能,特別是落錘試驗性能,成為目前焊接接頭運行中折損率最高的一種焊接方法。鋼軌窄間隙電弧焊已有較長的發展歷史,其中尤以日本技術突出。電弧焊作為最基本的焊接方法,由于其焊縫性能高、質量可靠而被廣泛應用,焊條電弧焊實際上也是最早被試驗和應用的鋼軌焊接方法,只是由于鋼軌斷面形狀復雜,材質的可焊性差,因此對焊接人員的焊接技術要求高、焊接時間長,并且存在人為因素而使焊接質量不穩定的問題,因此有必要研究開發全自動控制的鋼軌電弧焊接設備和工藝。
1 技術基礎和存在的問題[1-2]
1963年美國俄亥俄州Battelle研究所首先開發出窄間隙焊接技術,該技術并不是嚴格意義上的新焊接方法,準確地說是利用現有弧焊方法的一種焊接方式,將各種弧焊方法的優缺點和特性直接遺傳給窄間隙焊接技術。窄間隙焊接技術一般采用I形或U形坡口,進行每層1~2道的多層焊接。其優點主要有:(1)焊縫截面積大幅度減小(50%~80%),顯著提高焊接效率,節省焊材;(2)熱輸入相對較小,冷卻速度較快,接頭的殘余應力、殘余變形明顯減小,焊接熱影響區的塑性損傷極小,一次焊縫組織晶粒更細,熱影響區小,接頭力學性能高,對防止裂紋等焊接缺陷有一定好處。窄間隙焊適合于厚板、大截面接頭焊接,在焊接領域存在巨大的應用潛力和廣闊的應用范圍。同時窄間隙焊接也有一定缺點,如窄坡口內電弧電場分布發生改變以及工藝因素的干擾(如焊絲偏離中心過大,送絲速度不均造成電弧長度變化較大,焊接參數選擇不當等)仍容易導致缺陷的產生。窄間隙焊接中,最容易產生的缺陷是兩側壁未熔合,而一旦產生焊接缺陷,在狹窄的坡口內進行修復顯然極其困難,這個缺點需采取合理的焊接工藝和硬件手段予以消除。
窄間隙焊接的坡口面角度極小,焊炬與坡口側壁間的距離極小,傳統的跟蹤技術將不再適應窄間隙條件下的跟蹤精度和響應速度要求。視覺傳感對電弧位置實時檢測的技術具有信息量大、無滯后、直觀等優點,成為對窄間隙焊接自動控制的首選。鋼軌的窄間隙焊接可以利用視覺傳感器檢測電弧位置與坡口的偏差作為焊槍對中信息,實現焊縫跟蹤及閉環控制,進而達到自動控制的目的。
現場原位焊接時需要較好的抗風能力,否則容易產生缺陷,利用自保護藥芯焊絲焊接可以有效地克服不抗風的缺點,其特點是所有形成氣體和熔渣以及防止氧化和氮化的成分都在藥芯中,因此不需要保護氣體或焊劑,因此十分適合現場焊接。近期的試驗表明:藥芯焊絲的使用極大改善了飛濺大的狀況,藥芯焊絲窄間隙電弧焊焊接電弧穩定,熔滴過渡均勻,熔敷速度高,焊縫成形良好,焊道表面光滑,熔寬大,側壁熔合良好。圖1為焊后接頭整體外觀,圖2為軌腰處接頭外觀。

圖1 焊后接頭整體外觀
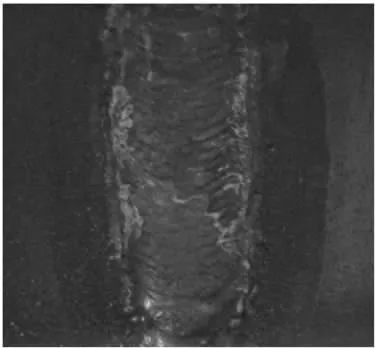
圖2 軌腰處接頭外觀
2 材料、工藝和裝備[3-5]
為解決已有問題,本研究使用自保護藥芯焊絲在基于電弧位置實時檢測與對中視覺閉環自動控制技術的平臺下,進行鋼軌自動窄間隙電弧焊接,用以滿足無縫線路線上原位快速焊接的需要。要求的焊接接頭性能指標主要有:(1)落錘試驗,連續十個一錘不斷(落錘高度 3.1 m,錘重 1 t);(2)靜彎試驗,正向八個(1 300 kN不斷),反向兩個(1 200 kN不斷);(3)疲勞試驗,最大載荷/最小載荷 350 kN/70 kN,支距1.0 m,200萬次不斷;(4)接頭抗拉強度大于等于800 MPa;(5)沖擊功 AKU≥6.0 J。
采用的焊接材料為φ 1.6 mm JCTD-33型自保護藥芯焊絲,直流正接,焊接時電弧呈噴射狀,飛濺少,工藝性良好。焊絲熔敷金屬化學成分和力學性能分別如表1、表2所示。
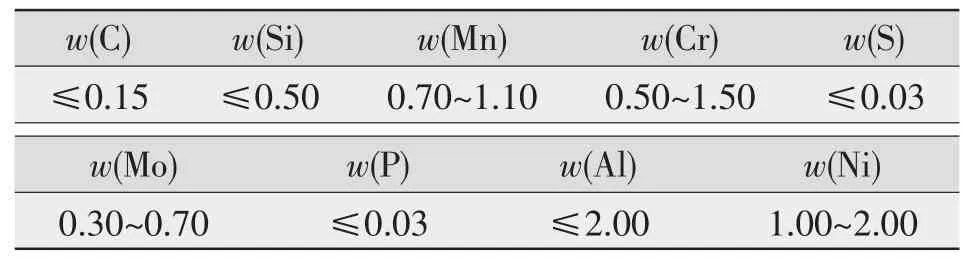
表1 藥芯焊絲熔敷金屬化學成分%

表2 藥芯焊絲熔敷金屬力學性能
研發的窄間隙焊接系統如圖3所示。系統凈重(不包括發電機組及焊接電源)小于等于100 kg,焊接60kg/m鋼軌時間(不包括對軌等準備工作)約25min,剛結束焊接時的焊縫如圖4所示。焊后對接頭進行正火處理。正火工藝為:采取氣-液化氣火焰加熱方式,氧氣壓力 0.6 MPa,液化氣壓力 0.03~0.07 MPa,氧氣流量約4000L/h。加熱時間6min,加熱至900℃~950℃,空冷。圖5為熱處理后的軌頭焊縫金相組織,左側為鋼軌母材,組織為珠光體加少量鐵素體,右側為焊縫,組織為貝氏體。
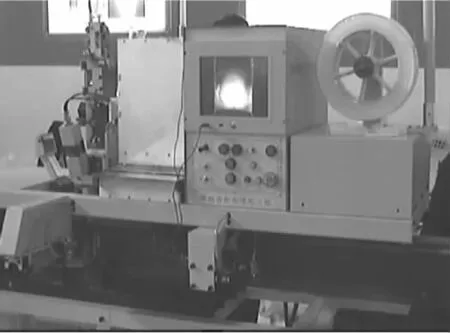
圖3 窄間隙焊接系統
3 接頭性能試驗
對焊接接頭進行落錘、靜彎、疲勞、拉伸、沖擊等試驗。試驗結果如下:
(1)落錘試驗。
連續十個接頭均一錘未斷,其中五個接頭兩錘未斷,斷口均未發現缺陷,落錘斷口如圖6所示。

圖4 高溫態焊接接頭
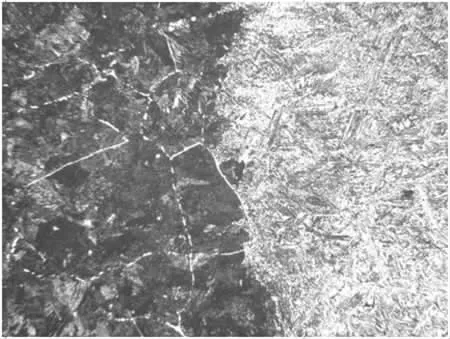
圖5 正火后軌頭熔合線組織(200×)

圖6 落錘斷口(正火后接頭)
(2)靜彎試驗。
連續十個接頭均滿足要求指標,壓斷之后觀察斷口,均未發現缺陷,試驗結果如表3所示,靜彎斷口如圖7所示。
(3)疲勞試驗。
三個接頭均達到了疲勞試驗要求。
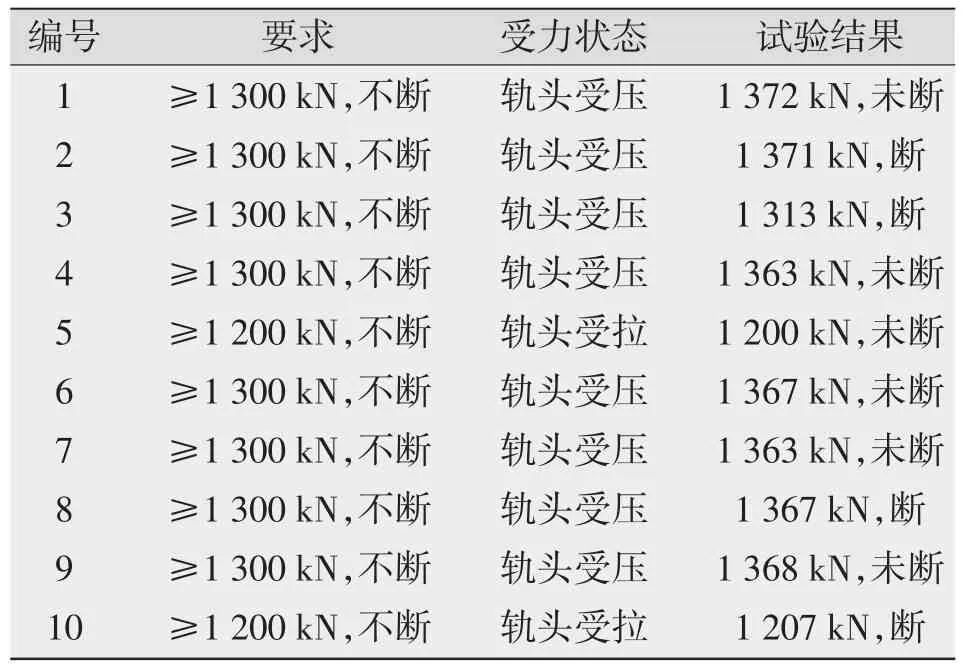
表3 靜彎試驗結果

圖7 靜彎斷口(未正火接頭)
(4)拉伸試驗。
拉伸試驗取樣分別取自軌頭、軌腰和軌底部位,試驗結果如表4所示。抗拉強度全部高于要求的800 MPa。
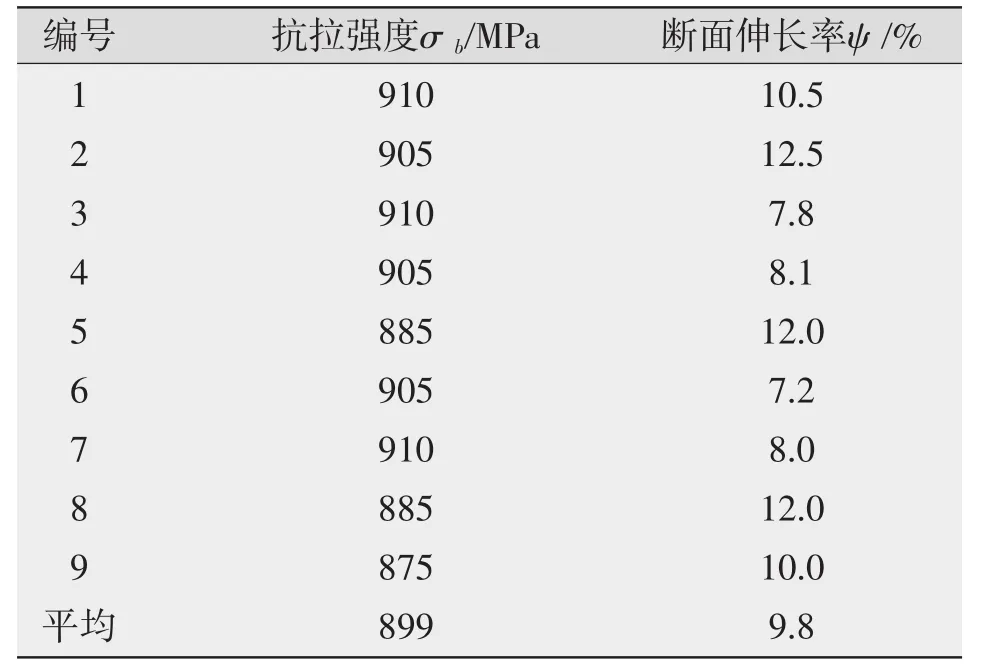
表4 拉伸試驗結果
(5)沖擊試驗。
沖擊試驗取樣分別取自軌頭、軌腰和軌底部位,試驗結果見表5。沖擊功遠高于要求的6.0 J。
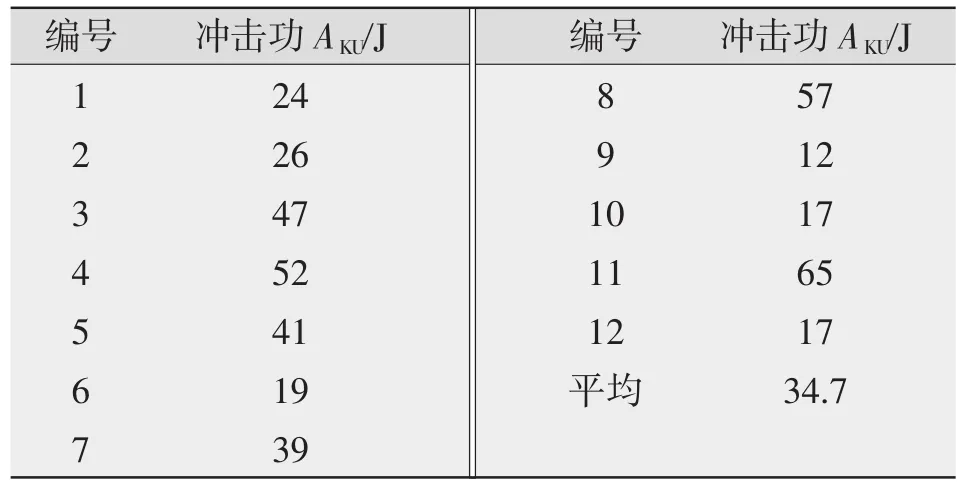
表5 沖擊試驗結果
4 結論
(1)通過集成窄間隙電弧焊、自保護藥芯焊絲和電弧位置實時檢測控制技術,研發出的鋼軌自動窄間隙電弧焊接系統具有一定抗風能力,能較好地擺脫人為因素的影響,可實現快速原位焊接。有利于解決制約無縫線路建設的原位焊接問題。
(2)采用鋼軌自保護藥芯焊絲自動窄間隙電弧焊焊接的接頭性能良好,全面超過了另外一種原位焊接方法鋁熱焊的接頭性能,能夠通過鋁熱焊不能通過的落錘試驗,拉伸性能也強于鋁熱焊,沖擊性能大幅度優于目前使用的閃光焊、氣壓焊和鋁熱焊。
(3)為保證焊接接頭質量,應采用合理的焊接工藝,盡可能采用較低的焊接規范。焊接設備必須帶有反饋跟蹤的電弧控制,可實時調整電弧位置,保證良好熔深。
基于電弧位置實時檢測控制技術的鋼軌自保護藥芯焊絲自動窄間隙電弧焊具有較大的鋼軌原位焊接應用前景,應加以推廣應用。
[1]高進強,武傳松,劉熙章,等.GMAW根部間隙及焊槍對中信息的視覺檢測[J].焊接學報,2005,26(9):23-28.
[2]王 朋,張富巨,李自剛,等.窄間隙焊接技術及其新進展[J].電力建設,1999(8):12-14.
[3]王加友,國宏斌,楊 峰.新型高速旋轉電弧窄間隙MAG焊接[J].焊接學報,2005,26(10):65-68.
[4]王加友,朱征宇,任彥勝,等.窄間隙焊縫跟蹤電弧傳感方法及特性研究[J].江蘇科技大學學報(自然科學版),2007,21(6):17-20.
[5]胡存銀,劉桂雄,肖 炎,等.電弧作用位置對厚板側壁連續熔合的影響[J].華南理工大學學報(自然科學版),2002,30(2):91-93.
Technology and equipment development of self-shielded flux cored narrow gap arc rail welding
SONG Hong-tu1,LI Li1,DING Wei1,JI Guan-yu2
(1.Metals and Chemistry Research Institute of China Academy of Rail Sciences,Beijing 100081,China;2.Beijing Jing Long Hua Science and Technology Develop Ltd,Beijing 100081,China)
Higher joint quality and performance good production efficiency in situ rail welding method should be developed for jointless railway wide construction.Nowadays most ways in used are thermit welding and arc welding.In this paper,narrow gap arc welding used in rail welding is introduced,especially on our study of automatic narrow gap arc rail welding using self-shielded flux cored wire and based on arc position vision detection.Joint properties is overall better than another method thermit welding of in situ welding joint performance,can pass through the drop hammer test,tensile properties is also stronger than thermit welding,the impact performance significantly better than the currently used flash welding,gas pressure welding and thermit welding.
narrow gap arc welding;rail;self-shielded flux cored wire;arc position vision detection;joint property testing
TG422.3
A
1001-2303(2011)03-0091-04
2010-02-26;
2010-12-15
鐵道部科技研究開發計劃資助項目(2008G001-C)
宋宏圖(1979—),滿族,男,河北承德人,助理研究員,碩士,主要從事鋼軌焊接、車體材料焊接相關焊接設備及材料的研發工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07