焊條電弧焊和埋弧焊在大型LNG儲罐內罐壁板焊接施工中的應用
2011-11-14 07:53:36吳建英王曉軍趙文軍李奮昆
電焊機 2011年5期
吳建英,王曉軍,趙文軍,薛 洲,李奮昆
(1.蘭州理工大學 甘肅省有色金屬新材料省部共建國家重點實驗室,甘肅 蘭州 730050;2.蘭州理工大學 材料科學與工程學院,甘肅 蘭州 730050;3.中石油第二建設公司,甘肅蘭州 730060)
焊條電弧焊和埋弧焊在大型LNG儲罐內罐壁板焊接施工中的應用
吳建英1,2,王曉軍1,2,趙文軍2,薛 洲3,李奮昆3
(1.蘭州理工大學 甘肅省有色金屬新材料省部共建國家重點實驗室,甘肅 蘭州 730050;2.蘭州理工大學 材料科學與工程學院,甘肅 蘭州 730050;3.中石油第二建設公司,甘肅蘭州 730060)
大型LNG低溫儲罐是液化石油天然氣儲運過程中的核心設備,其建造技術復雜,要求嚴格。而9% Ni鋼內罐壁板的焊接技術是大型LNG低溫儲罐建設的關鍵,其焊接接頭性能的好壞直接關系到儲罐的施工質量與安全可靠性。重點介紹了焊條電弧焊和埋弧自動焊在LNG儲罐壁板焊接施工中的應用,包括焊接材料的選擇、焊接工藝參數的確定、焊接坡口的設計、焊接施工順序以及焊接施工的注意事項。焊條電弧焊常用于儲罐壁板立焊縫的焊接,埋弧自動焊常用于儲罐壁板橫焊縫的焊接,并對焊接接頭進行了焊接性評定。結果證明,兩種焊接方法得到的焊接接頭均符合LNG低溫儲罐的設計要求。
LNG儲罐內罐壁板;焊條電弧焊;埋弧自動焊
0 前言
天然氣是在氣田中自然開采出來的可燃氣體,主要成分由甲烷組成。液化天燃氣LNG(Liquefied Natural Gas)是通過在常壓下氣態的天然氣冷卻至-162℃,使之凝結成液體[1-2]。
隨著世界經濟的迅速發展,人們對能源的需求與重視程度也在與日俱增。由于天然氣具有熱量值高、污染小、價格低等許多優點[3]。天然氣作為清潔能源越來越受到青睞,很多國家都將LNG列為首選燃料,天然氣在能源供應中的比例迅速增加。液化天然氣正以每年約12%的高速增長,成為全球增長最迅猛的能源之一[4]。近年來全球LNG的生產和貿易日趨活躍,LNG已成為稀缺清潔資源,是世界油氣工業的新熱點。為保證能源供應多元化和改善能源消費結構,一些能源消費大國越來越重視LNG的引進,日本、韓國、美國、歐洲都在大規模興建LNG接收站。國際大石油公司也紛紛將其利潤增長點轉向LNG業務,LNG將成為繼石油之后下一個全球爭奪的熱門能源商品。
大型LNG儲罐內罐壁板的焊接施工通常采用焊條電弧焊和埋弧自動焊兩種焊接方法來完成。焊條電弧焊常用于立焊縫的焊接和橫焊縫的打底焊,埋弧自動焊常用于橫焊縫的填充和蓋面。
1 LNG儲罐結構簡介
LNG儲罐結構如圖1所示,它包括一個混凝土外罐、一個金屬外罐、一個半封閉金屬罐和一個9%Ni鋼金屬內罐[5]。金屬外罐由混凝土內襯板、底板襯板、拱頂和轉向板組成。半封閉金屬罐包括二層底板和TCP熱角保護裝置。9%Ni鋼金屬內罐由內罐壁板、上層底板和鋁合金吊頂組成,且鋁合金吊頂是通過吊桿與金屬外罐的拱頂相連接。
焊接施工主要包括封閉金屬外罐、半封閉金屬罐及封閉的金屬內罐的組裝及焊接。在此重點介紹內罐壁板的焊接施工技術。
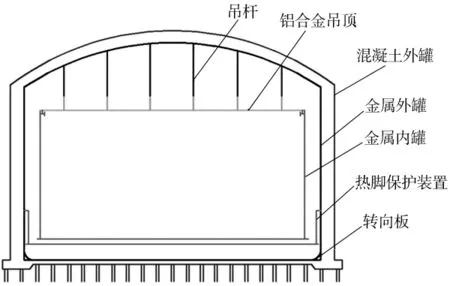
圖1 LNG儲罐結構
2 壁板母材選擇
內罐壁板承擔著盛裝冷夜和密封的作用,是低溫儲罐的主要構件,由耐低溫且具有較好機械性能的9%Ni鋼焊接而成。內罐壁板共有11層,每一層的厚度都不相同,且厚度自下而上越來越小,如某公司160000m3的LNG低溫儲罐的壁板厚度最大28.59mm,最小12mm。內罐壁板材質型號EN10028-4GrX7Ni9,相當于GB 24510-2009 9Ni509B,由比利時的阿塞洛公司生產,其化學成分和力學性能如表1、表2所示。

表1 EN10028-4GrX7Ni9的化學成分
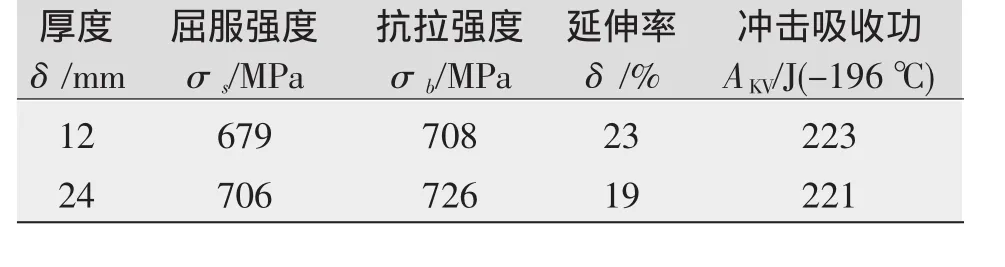
表2 EN10028-4GrX7Ni的力學性能
焊材選用美國SMC(Special Metals company)國際鎳合金集團生產的焊接材料,埋弧焊材選用SMC國際鎳合金集團生產的INCO-WELD Filler Metal C-276焊絲,INCOFLUX 9焊劑。
3 內罐壁板的焊接施工
內罐壁板的焊接工藝為埋弧自動焊和焊條電弧焊,并且在壁板的立縫焊接時,為了較好地操作,采用焊條電弧焊來完成,現場組焊,焊接接頭形式為開坡口的對接接頭。在內罐壁板的環向焊接時,為了提高焊接效率,采用埋弧自動焊來完成,焊接接頭形式也是開坡口的對接接頭形式,其坡口形式均為K形坡口。焊接時,由于壁板的厚度不同,為了安全,在厚度方向每塊板子的中性層是對齊的。內罐壁板的焊接鋪設如圖2所示。
3.1 焊條電弧焊
3.1.1 焊條選用和使用要求
根據AWS A5.11/A5.11M-2005(焊條電弧焊鎳和鎳合金焊條)選用ENiCrMo-3,化學成分如表3所示。
使用要求如下:
(1)焊條庫庫內溫度不得低于10℃,相對濕度不大于60%。
(2)焊條使用前應進行烘干(300℃~350℃,1 h),烘干后放置于恒溫干燥箱內(110℃~150℃),焊接使用時必須置于手提式通電保溫桶中,桶內溫度至少保持在50℃~160℃。
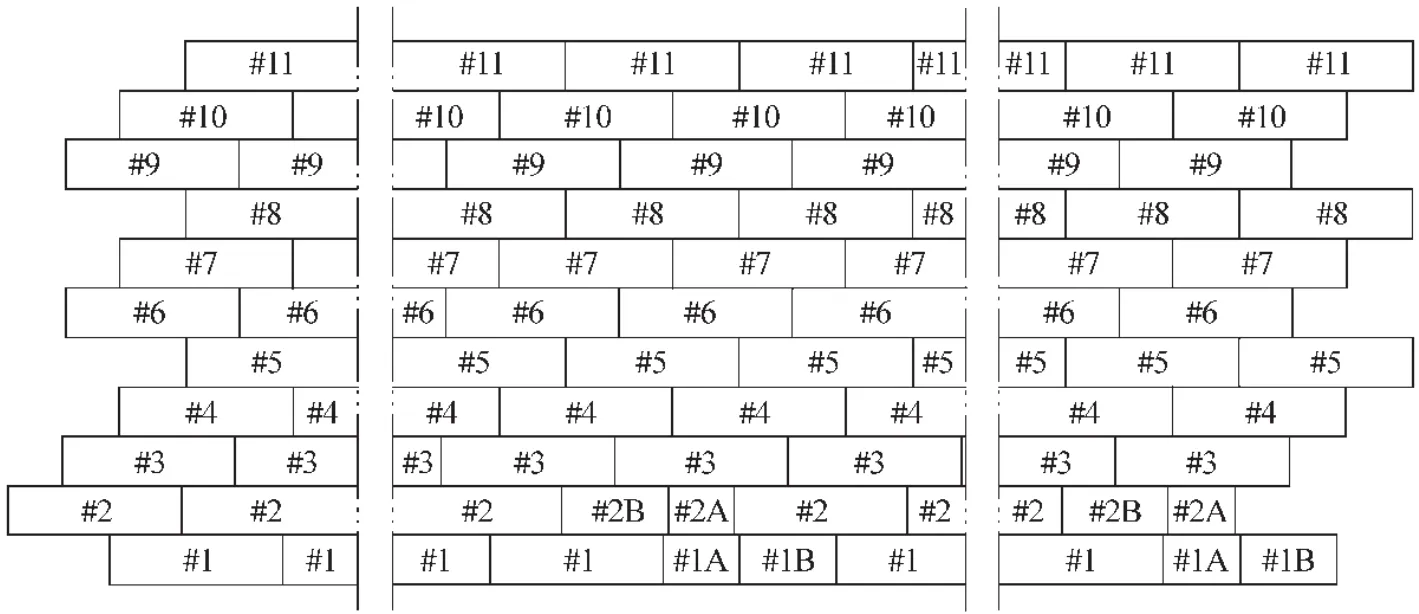
圖2 內罐壁板的焊接鋪設示意
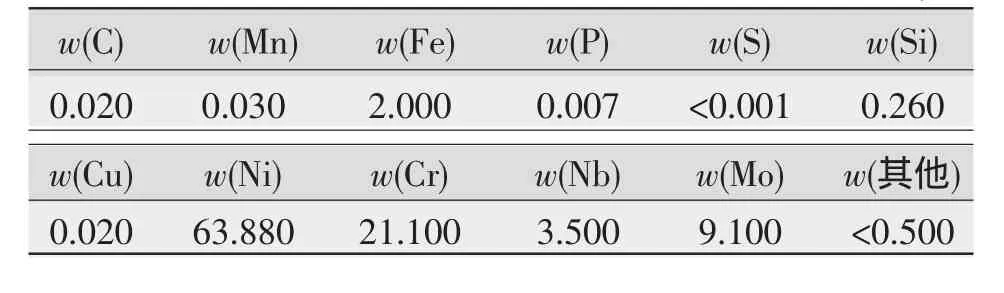
表3 ENiCrMo-3的化學成分%
(3)焊條置于空氣中4 h,必須回爐再烘干,再烘干次數不得超過一次。
(4)要特別注意焊條的保存條件,不同廠家的焊條,其烘干要求可能不一樣。
由于是9%Ni鋼用焊材,其熔敷金屬不僅應滿足強度性能和-196℃低溫沖擊韌性的要求,而且應與母材的線膨脹系數相近。因為LNG儲罐在運行過程中,隨著工作溫度的變化會產生膨脹和收縮,連接儲罐殼體的焊縫必然同時經受熱膨脹循環,如果焊縫金屬與9%Ni鋼的線膨脹系數相差太大,會導致焊接接頭疲勞壽命下降。研究表明,ENiCrMo-3型鎳基合金的線膨脹系數與9%Ni鋼母材最接近。
3.1.2 焊前準備
(1)焊前接頭清潔要求。在坡口或焊接處兩側30mm范圍內影響焊縫質量的毛刺、油污、水、鐵銹、氧化皮等臟物必須清除干凈。
(2)焊接時,采用采用直流反接,工件接負極。
(3)焊接設備選用山大奧太,型號為WSME-500。根據板厚選擇焊條直徑,確定焊接電流,如表4所示。
3.2 埋弧自動焊
3.2.1 焊絲、焊劑、焊接規范選擇
根據AWS A5.14/A5.14M-2005(鎳和鎳合金填充絲和焊絲)選用ERNiCrMo-4,其化學成分和埋弧自動焊的相關焊接參數分別如表5、表6所示。

表4 焊條電弧焊焊條、直徑和電流選擇
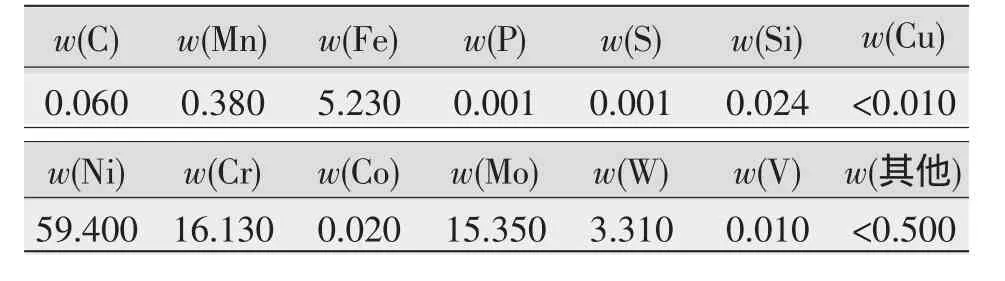
表5 ERNiCrMo-4的化學成分%
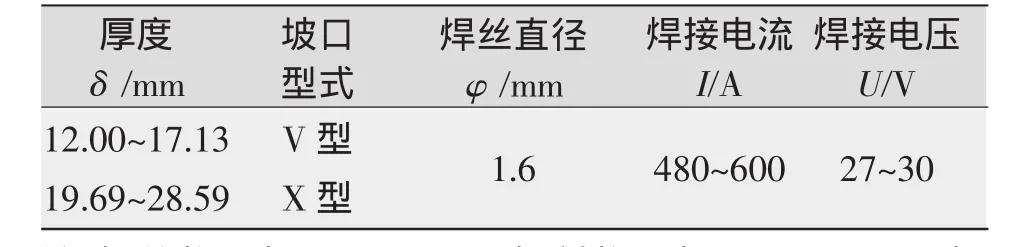
表6 埋弧自動焊相關焊接相關參數
3.2.2 焊前準備
焊前準備是焊接施工之前不可或缺的一步,其直接影響到焊接施工效率及焊接質量。應從以下幾步準備:
(1)焊絲外表不得有油、銹存在,且應在干燥室存放。
(2)焊劑使用前必須進行烘焙150℃~200℃×2 h后使用,使用剩余焊劑應重新烘焙。
(3)采用直流正接。
(4)選用奧特埋弧橫焊機,型號為AUTO SAHW-Ⅰ/Ⅱ。
3.3 壁板的焊接順序
內罐壁板的焊接順序為:
(1)通過3個25 t塔吊吊裝預制好的壁板,且在罐內需要4、5個人進行固定組裝。
(2)每兩塊壁板之間先通過門形卡進行固定,然后進行點焊定位,最后拆除門形卡,依次重復這個過程,直到整圈壁板都定位好。
(3)整圈壁板定位好之后,進行壁板徑向焊縫的正式焊接,第一層應采用分段退焊的方法,焊工沿圓周方向均勻分布,同步焊接。
(4)進行上一層壁板的組裝、焊接。
(5)焊接兩圈壁板之間的環向焊縫,自動焊機均勻分布,并沿同一方向焊接。先焊大坡口,待大坡口焊接完,反面采用碳刨清根,再用砂輪機打磨、焊道光滑,背面清根時保持合理的U型坡口形狀,避免出現窄而深的V型坡口,經PT檢查,直至缺陷全部清除為止。
3.4 焊接坡口
焊接坡口的加工形式和尺寸隨著壁板厚度的不同而不同,且各坡口的尺寸主要取決于母材的厚度。立縫和環縫的主要焊接接頭形式如圖3、4所示。
3.5 注意事項
焊接施工過程中從安全、焊縫質量等方面考慮,應遵循一定的注意事項:
(1)焊接過程中,每焊完一根焊條,收弧處必須打磨,再進行下一根焊條的焊接,以防止弧坑裂紋。
(2)焊機電源線和焊把線使用時,不允許盤成封閉的環形,必須拉直,以避免鋼板產生磁性。
(3)焊接前必須打磨、除銹。點焊焊縫應有一定強度,一般不小于50 mm。
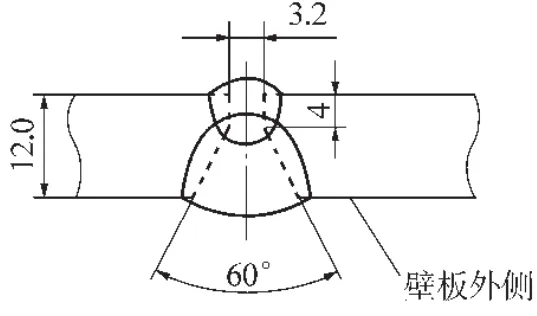
圖3 壁板立縫的焊接坡口形式
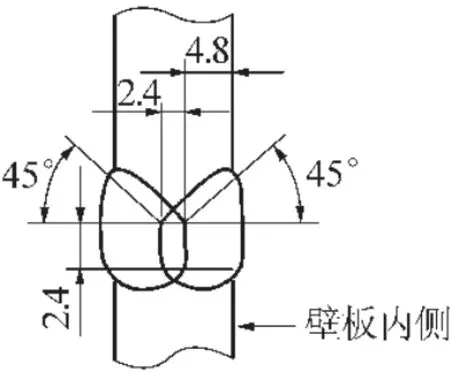
圖4 壁板環縫的焊接坡口形式
4 焊接試驗結果和討論
對焊縫進行了目視檢測(VT)、滲透檢測(PT)和射線檢測(RT),均符合標準。對焊縫進行常溫拉伸和彎曲、低溫沖擊(-196℃)試驗,試驗數據如表7所示。

表7 焊接接頭機械性能
由表7可知:兩種焊接工藝所得的焊接接頭機械性能均合格,只是焊條電弧焊工藝所得焊縫的低溫沖擊吸收功低于埋弧自動焊,但是從沖擊斷口看,仍為韌性撕裂,并非脆斷。
5 結論
LNG儲罐內罐壁板的焊接施工可以采用焊條電弧焊與埋弧自動焊兩種焊接方法完成。焊條電弧焊用于立焊縫的焊接,埋弧自動焊用于橫焊縫的焊接。焊接試驗證明,通過焊條電弧焊與埋弧自動焊兩種焊接方法相結合可以完成內罐壁板的焊接,且埋弧焊工藝所得焊縫質量比焊條電弧焊工藝的質量好。
[1]嚴春妍,李午申,薛振奎,等.LNG儲罐用9%鋼及其焊接性[J].焊接學報,2008,29(3):49-51.
[2]吳智武,王移山,李少華,等.LNG儲罐用9Ni鋼的焊接材料與工藝[J].焊接技術,2009,38(8):40-41.
[3]李建軍.LNG儲罐的建造技術[J].焊接技術,2006,35(4):54-56.
[4]吳 浩,盧云祥.上海LNG儲罐外罐的建造方案研究[J].中國水運,2008,8(1):138-139.
[5]張亞余,徐 崢,葉海明,等.9Ni鋼大型LNG低溫儲罐的焊接施工[J].電焊機,2009,39(9):78-81.
Application of SMAW and SAW during the construction of the wall plate for LNG storage tank
WU Jian-ying1,2,WANG Xiao-Jun1,2,ZHAO Wen-jun2,XUE Zhou3,LI Fen-kun3
(1.State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials,Lanzhou University of Technology,Lanzhou 730050,China;2.School of Materials Science and Engineering,Lanzhou University of Technology,Lanzhou 730050,China;3.The Second Construction Company of CNPC,Lanzhou 730060,China)
LNG storge tank is core equipment of LNG storage and transportation and its construction technology is complex and strict.The welding technique of tank wall plate with 9%Ni steel is the key of the construction of LNG storage tanks at low temperature.The welding joint is directly connected to the tank's construction quality,safety and reliability.The paper focuses on applications of SMAW and SAW during the construction of tank wall plate,including the choice of welding materials and parameters,designing welding groove,welding sequence and procedure specification.SMAW is applied to vertical position welding,and SAW is applied to horizontal position of girth welding.Welding procedure qualification is carried out and the properties of joints are measured.The results show that two weld joints are qualified.
the tank wall plate of LNG storage tank;SMAW;SAW
TG457.5
B
1001-2303(2011)05-0076-04
2010-10-22
吳建英(1985—),女,甘肅天水人,在讀碩士,主要從事新材料的焊接工藝評定和焊接施工技術方面的研工作。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34