13MnNiMoNbR厚板焊接溫度場數值模擬
2011-11-14 08:04:08溫永彬鞏建鳴耿魯陽沈利民
電焊機 2011年5期
溫永彬,鞏建鳴,耿魯陽,沈利民
(南京工業大學,江蘇 南京 210009)
13MnNiMoNbR厚板焊接溫度場數值模擬
溫永彬,鞏建鳴,耿魯陽,沈利民
(南京工業大學,江蘇 南京 210009)
采用多點鎧裝熱電偶,實際測量13MnNiMoNbR厚板焊接件表面和內部的溫度,得到了三個有效測溫點的溫度變化規律,獲得了焊接過程中實際溫度場的分布規律;利用有限元軟件ABAQUS,模擬了厚板焊接溫度場,得到了溫度場的變化規律,并與測量結果進行對比分析。結果表明,測量與模擬的溫度場的變化規律基本一致,有效點的最高溫度測量值出現的層數與模擬值最高溫度出現的層數一致。測量結果驗證了模型與網格劃分的正確性,研究結果為優化13MnNiMoR厚板焊接工藝、控制殘余應力、提高焊接接頭的可靠性和安全性提供了理論依據。
熱電偶;厚板;深孔測量技術;焊接模擬;焊接溫度場
0 前言
13MnNiMoNbR是國產低合金高強度鋼,多用于大型厚板壓力容器,由于材料本身的焊接性能和受焊接工藝、焊前/后熱處理等諸多因素的影響,如何解決焊接殘余應力和變形是目前研究13MnNiMoNbR鋼的主要課題。
本研究采用K型熱電偶,文獻[1]運用深孔測量方法[1],實際測量13MnNiMoNbR厚板焊接過程中焊板表面及內部的溫度[2-3],實時記錄并輸出測量數據。運用大型通用有限元分析軟件ABAQUS建立有限元模型,模擬13MnNiMoNbR厚板焊接過程。通過將焊接溫度場模擬計算結果與實際測量數據進行對比分析,驗證了有限元模型的合理性。研究結果對準確模擬殘余應力,優化13MnNiMoNbR的厚板焊接工藝,控制焊接過程中的殘余應力,提高焊接接頭的可靠性和安全性具有重要意義。
1 溫度場測量
1.1 試件材料和尺寸
焊接件為兩塊13MnNiMoNbR板材,試件尺寸500 mm×200 mm×72 mm,材料成分如表1所示。
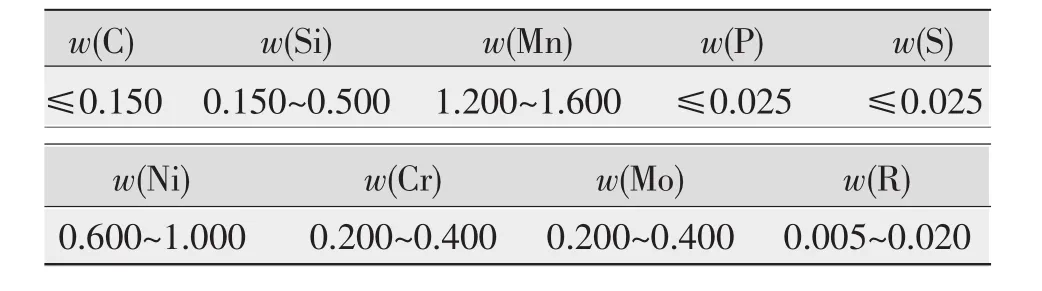
表113 MnNiMoNbR的化學成分 %
1.2 熱電偶布置
采用K型鉻硅-鎳硅鎧裝熱電偶溫度場進行測量,使用溫度-200℃~1 300℃,最大誤差5%。
為測量焊接過程中焊縫附近溫度場的分布,擬在焊板表面和內部分別布置5個熱電偶。其中,焊板表面的熱電偶沿焊縫斜向布置,采用點焊方法固定在焊板表面;另外,在與焊縫方向平行的直線上依次鉆5個φ 3 mm深度不等的小孔,將熱電偶布置在小孔底部以測量焊板內部溫度。熱電偶的詳細布置和編號如圖1所示。斜向布置的熱電偶可以同時測得橫向與縱向的溫度,深度方向布置的熱電偶可以測得焊板內部溫度[4]。熱電偶布置和焊后實物如圖2所示。
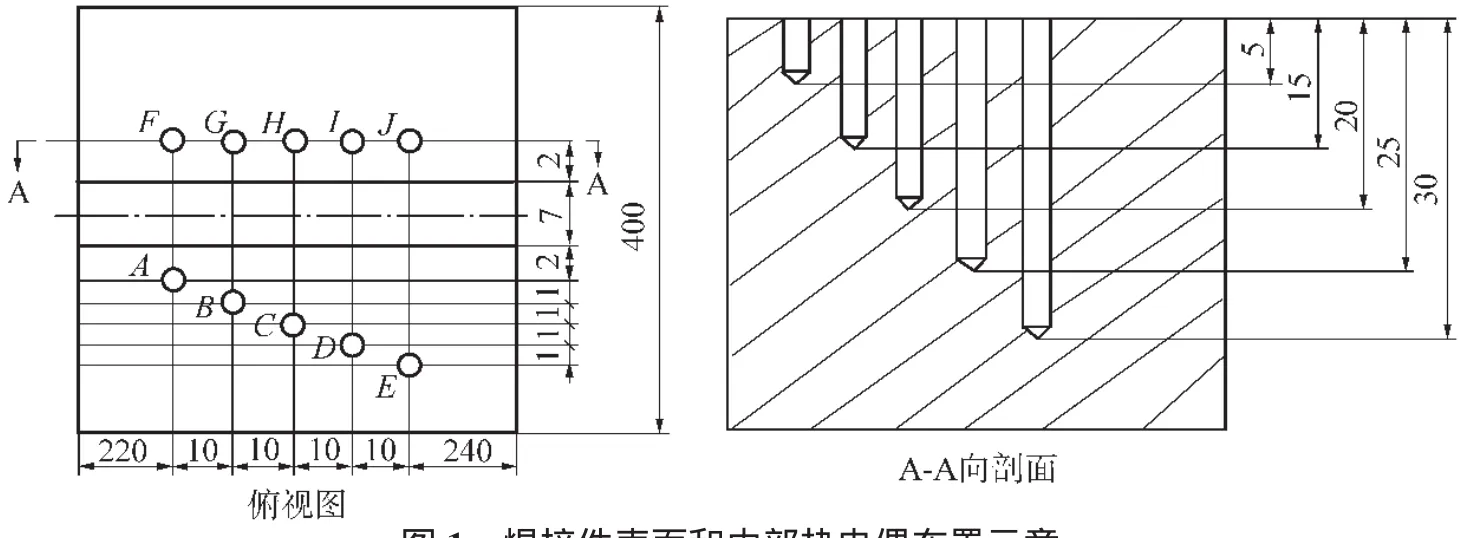
圖1 焊接件表面和內部熱電偶布置示意

圖2 熱電偶布置與焊后實物
1.3 測量結果
整個焊接過程共有23層,45道焊。在焊接過程中,每50 s自動采集、記錄一次各熱電偶數據,并將數據通過打印機實時輸出。經過觀察分析各個熱電偶的溫度測量記錄,去除出現異常讀數的熱電偶后,最終統計溫度測量的有效點為E、G、H。
2 ABAQUS模擬結果
2.1 幾何模型
焊板尺寸為500 mm×400 mm×72 mm。根據上下對稱的幾何特點,取上半部建立二維有限元模型,按照由下到上的順序,打底焊為第一層,頂層為第12層,除第一層外每層焊兩道,左邊為第一道焊,右邊為第二道焊。打底焊深2mm,圓弧半徑8mm,坡口角度82°,23道焊,焊縫熱影響區寬度4 mm,如圖3所示。
2.2 焊接材料性能參數
焊件與焊條所用材料均為13MnNiMoNbR,汽化潛熱300E3 J/kg·mol,計算考慮了材料性能隨溫度的變化,文獻[6]運用外推法得到13MnNiMoNbR熱物理性能參數如表2所示[5]。
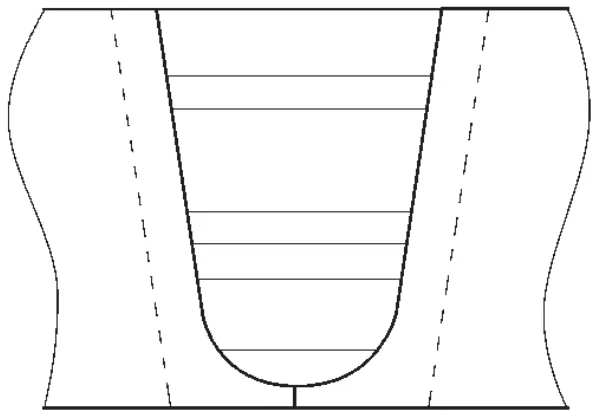
圖3 焊板焊層劃分
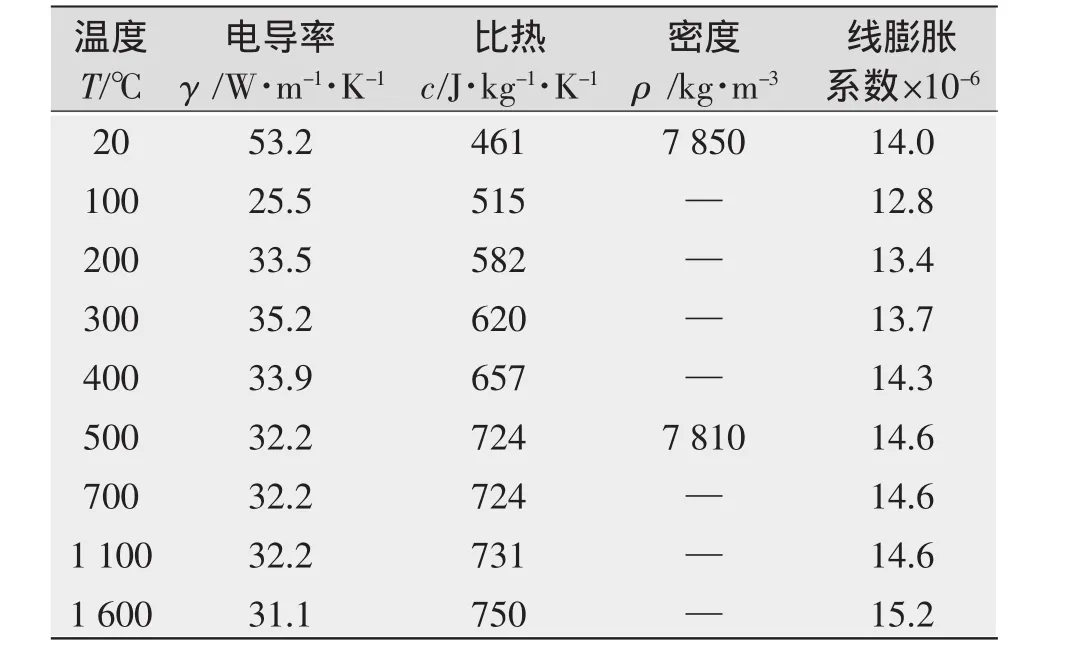
表213 MnNiMoNbR材料性能參數
2.3 網格劃分
焊接過程是一個加熱不均勻的過程,在焊縫處溫度梯度變化很大,劃分網格時一般不采取均勻的網格,而是在焊縫及其附近的部分用加密的網格;在遠離焊縫的區域,能量傳遞緩慢,溫度分布梯度變化相對較小,這時可以采用相對稀疏的單元網格。要獲得一個良好的瞬態焊接溫度場,焊縫處的單元網格應該細化。因試驗材料形狀較規則,采用四節點熱分析單元DC2D4,采用關鍵點建立線面,然后對線面進行劃分[6]。根據模型左右對稱的特點,網格劃分如圖4所示。
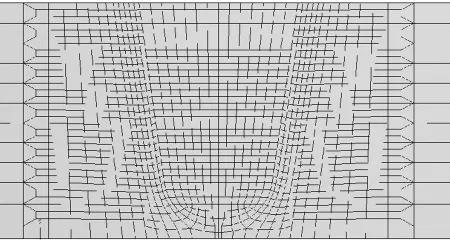
圖 4 焊板有限元模型與網格劃分
2.4 焊接熱源和工藝參數
焊接方法為埋弧自動焊,焊材與母材同質,線能量240 kJ/mm,焊接電壓25 V,電流300 A,速接速度3mm/s,打底焊為一道,其余均為每層兩道焊。熱源模型為內生熱源,內生熱率等于電弧有效功率除以所作用單元的體積[7-9],熱流密度計算見式(1):

式中 η為電弧熱效率,取0.75;U為電壓;I為電流;S為焊縫截面積;v為焊接速度。
2.5 模擬結果
測溫點E、G、H的溫度場模擬結果如圖5~圖7所示。焊接模擬過程中,取各層焊接過程中的溫度最大值,即移動熱源到達點E、G、H時,點E、G、H的溫度。

圖5 第十二層焊接最高溫度模擬
3 試驗分析與結果
3.1 對比分析
將實測數據和模擬結果進行對比,繪制折線圖如圖8所示[8]。
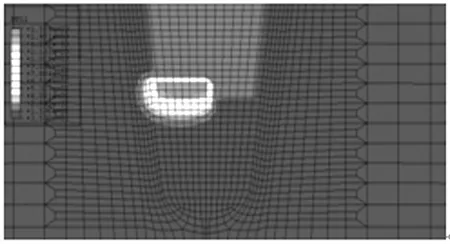
圖6 第八層焊接最高溫度模擬
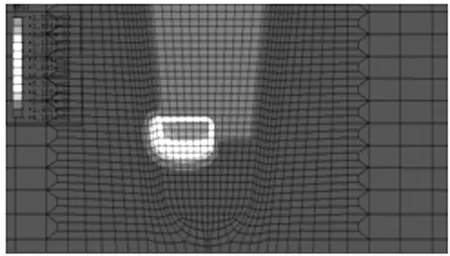
圖7 第六層焊接最高溫度模擬

圖8 E、G、H點實測值與模擬值對比
取有效溫度測量點E、G、H實測值與模擬值對比如下:
表面測溫點E與第十二層的焊道距離最近,因此此點的溫度最大值應該出現在第十二層。同理,點G、H的溫度最大值應該分別出現在第八、第六層。焊接過程中點E、G、H的模擬值和實測值圖形走勢基本一致,熱電偶不能充分和焊接件接觸導致所測溫度與模擬溫度存在差異。
3.2 試驗結果
(1)點E的測量值與模擬值溫度變化趨勢基本一致,隨焊縫層數的增加逐漸增大,最大值出現在第12層。
(2)點G的測量值與模擬值溫度變化趨勢基本一致,隨焊縫層數的增加先增大后減小,最大值出現在第八層。
(3)點H的測量值與模擬值溫度變化趨勢基本一致,隨焊縫層數的增加先增大后減小,最大值出現在第六層。
(4)測量結果與模擬結果的一致性驗證了模型與網格劃分的正確性。
[1]Yaghi A H,Hyde T H,Becker A A,et al.A Comparison Between Measured and Modeled Residual Stresses in a Circumferentially Butt-Welded P91 Steel Pipe[J].ASME J.Journal of Pressure Vessel Technology.,2010(132):01120601-01120610.
[2]魯墨森,劉曉輝,張 鵬.銅-康銅熱電偶測溫技術在果樹研究中的應用[J].貯藏加工,2009,14(4):52-55.
[3]張寶生,焦向東,呂 濤,等.高溫測量技術及其在焊接研究中的應用進展[J].北京石油化工學院學報,2006,14(2):47-51.
[4]賀 平,胡申華.熱電偶布置方式對測溫結果的影響[J].實驗科學與技術,2009,7(3):35-37.
[5]王淑華,邱國洪,刑育新.13MnNiMoNbR高強鋼的焊接[J].焊接技術,2008,37(3):62-63.
[6]于大偉,程 凌,華 潔,等.雙相不銹鋼厚板對接焊數值模擬[J].石油化備,2009,38(6):41-44.
[7]蔣文春,鞏建鳴,陳 虎,等.換熱器管子與管板焊接接頭殘余應力數值模擬[J].焊接學報,2006,27(12):1-5.
[8]蔣文春,鞏建鳴,陳 虎,等.不銹鋼板翅結構釬焊殘余應力及其影響因素[J].金屬學報,2008,41(1):105-110.
[9]蔣文春,鞏建鳴,唐建群,等.焊接殘余應力對氫擴散影響的有限元模擬[J].金屬學報,2006,42(11):1221-1226.
Numerical simulation of welding temperature field in 13MnNiMoR thick plate
WEN Yong-bin,GONG Jian-ming,GENG Lu-yang,SHEN Li-min
(Nanjing University of Technology,Nanjing 210009,China)
Useing multi-point thermocouples,measuring the actual welding temperature of the surface and internal of 13MnNiMoR thick plate,getting the temperature changes of temperature in 3 effective poins,obtaining the actual distribution of the temperature field;By finite element software ABAQUS,simulating the welding temperature field of the plate,etting the temperature changes of temperature,the results were compared with measurements.The results show that the measured and simulated variation of the temperature field is consistent,the effective measurement point of the maximum temperature and simulated maximum temperature is consistent.Measurement results verify the correctness of model and meshing,the results of the research provides a theoretical basis for the welding of 13MnNiMoR thick plate and controling of residual stress and improving the reliability and security of welded joints.
thermocouple;plate;deep-hole drilling(DHD);welding simulation;welding temperature field
TG402
A
1001-2303(2011)05-0080-04
2011-02-22
溫永彬(1985—),男,江蘇贛榆人,碩士,主要從事高溫裝備及CAE技術的研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
制造業自動化(2017年2期)2017-03-20 14:26:13
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
設備管理與維修(2015年12期)2015-04-09 06:57:24
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24