超長超大折彎機液壓系統的設計分析
2011-11-16 04:37:04曹光榮張子東談傳明王志明毛志強魏雪梅
鍛壓裝備與制造技術 2011年4期
曹光榮,張子東,談傳明,王志明,毛志強,劉 沖,魏雪梅
(1.江蘇亞威機床股份有限公司,江蘇 江都 225200;2.南京理工大學 機械工程學院,江蘇 南京 210094)
超長超大折彎機液壓系統的設計分析
曹光榮1,張子東2,談傳明1,王志明2,毛志強1,劉 沖1,魏雪梅1
(1.江蘇亞威機床股份有限公司,江蘇 江都 225200;2.南京理工大學 機械工程學院,江蘇 南京 210094)
介紹了一種先進、高效板料折彎機液壓系統。分析了系統工作原理和運行過程;闡述了該系統比例壓力控制的特點和工作臺比例液壓控制的補償方式。并對系統的數據進行了計算分析,確定了液壓系統的參數。
流體傳動與控制;液壓系統;折彎機;特點分析;參數設定
1 引言
數控板料折彎機是一種應用非常廣泛的金屬板料冷加工成形設備。機床擁有靈活的專門數控系統,集合比例控制技術,可實現高度自動化、高精度復雜形狀板料的彎曲加工,生產效率高,工件質量好[1]。高的性能指標要靠合理結構和系統的設計、完善的控制手段以及機、電、液、氣等協調一致的工作來保證[2]。
這里對超長超大折彎機液壓系統工作原理進行介紹,重點分析該液壓系統采用的壓力控制技術和工作臺的液壓補償技術。
2 折彎機的工作原理與運行過程
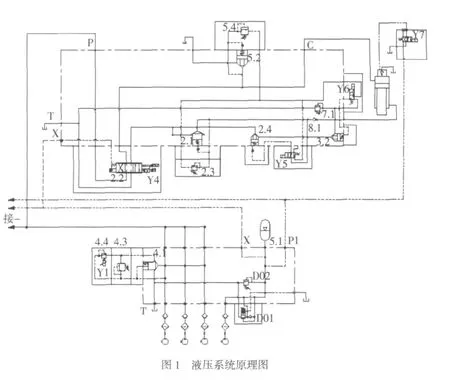
2.1 工作原理
折彎機液壓系統原理如圖1所示。液壓缸安裝在折彎機的兩側,為對稱結構。系統最大壓力為26.2MPa,靜態支撐壓力為11.3MPa。液壓系統完成的主要動作:液壓缸下壓快進、下壓工進、保壓、卸荷和快速回程等。其中,下壓快進和快速回程利用充液閥塊,可以快速充液和回油。
(1)壓力控制塊:主要由比例壓力閥(4.4)、二通插裝閥(4.1)安全閥(4.3)、安全溢流閥(D02)、蓄能器充液閥(D01)、蓄能器(D05)等組成。
(2)同步控制塊:主要由比例伺服閥(2.2),背壓閥(二通插裝閥(2.1)和先導式壓力閥(2.3)組合)、控制快下和工進轉換的方向控制閥(二通插裝閥(2.4)和換向閥Y5組合)、方向控制閥(二通插裝閥(3.2)和電磁球閥 Y6組合)、安全閥(7.1)和單向閥(8.1)等組成。
2.2 運行過程
(1)快下:給比例壓力閥(4.4)Y1電壓(20%~30%),電磁換向閥Y5得電,電磁球閥Y6得電,給比例伺服閥正電壓(80%左右),由于滑塊自重快速下降,油液一路通過充液閥吸入油缸上腔,另一路油液油泵排出的油液經比例伺服閥(2.2)同時進入油缸上腔。油缸下腔的油液通過二通插裝閥(3.2)、二通插裝閥(2.4)、比例伺服閥(2.2)回油箱。滑塊快下速度可通過調節比例伺服閥的控制電壓控制比例伺服閥開口而得到不同速度。
(2)工進:比例壓力閥(4.4)Y4得電,電磁換向閥Y7得電,使充液閥關閉,Y5失電,電磁球閥Y6得電,油泵排出的壓力油,經比例伺服閥(2.2)進入油缸上腔(無桿腔)。油缸下腔的油通過二通插裝閥(3.2)、二通插裝閥(背壓閥)(2.1)、比例伺服閥(2.2)回油箱。滑塊慢速下壓。通過調節比例伺服閥的控制電壓Y4控制比例伺服閥開口而得到不同工進速度。安全閥(7.1)是為油缸下腔的安全閥(設定壓力比系統壓力高10%),背壓閥(2.3)設定壓力一般為平衡壓力加(30~50)bar。
(3)保壓:當滑塊到達下死點后,給比例伺服閥Y4零電壓,比例伺服閥(2.2)在中位,切斷油缸上、下腔的通路,滑塊停止在下死點上。
(4)卸荷:折彎機工進保壓后,給比例伺服閥Y4一定負電壓,使油缸上行一定距離(卸荷距離),油缸上腔的壓力通過比例伺服閥卸荷。
(5)返回:電磁換向閥Y7失電時,充液閥打開,給比例壓力閥(4.4)Y1一定電壓,比例伺服閥Y4負電壓,油泵排出的壓力油經比例伺服閥(2.2)、二通插裝閥(2.4)、單向閥(8.1)到油缸下腔(有桿腔),推動滑塊向上,而油缸上腔(無桿腔)的液壓油一路經充液閥回油箱,一路經比例伺服閥回油箱。滑塊快速返回。回程速度可通過調節比例伺服閥開口而得到。
3 壓力控制特點分析
3.1 系統總壓力控制
由比例壓力閥(4.4)控制二通插裝閥(4.1)來調節主泵的壓力,即液壓系統壓力,以滿足折彎力的要求。安全閥(4.3)控制著油泵輸出的最高壓力,當油泵出口壓力過高時,對其進行卸荷保護。
3.2 控制油路的壓力
由控制泵和蓄能器為控制油路提供油源,即為充液閥的工作和同步塊上比例伺服閥提供控制油,啟動控制油泵,通過調節蓄能器充液閥(D01)(高壓140bar,低壓120bar),向蓄能器充液,當控制系統壓力≥設定的140bar時,控制油泵卸荷。當壓力降到設定的120bar時,油泵再向蓄能器供油,直到使蓄能器中油壓升至設定的140bar。壓力閥(D02)是安全閥,控制該系統的最高壓力。
3.3 油缸上下腔壓力保護
該液壓系統具有上腔壓力保護功能,當油缸上腔壓力超過設定值,插裝閥5.2就會被打開,給上腔卸荷。安全閥(7.1)是為油缸下腔的安全閥(設定壓力比系統壓力高10%)。
3.4 遠程壓力控制
壓力中心塊是安裝在機器的中間部位,通常控制兩邊充液閥的控制閥也在壓力中心塊上。國內機床遠程壓力控制目前距離只能做到2.5m、12m以內,18m的折彎機就會有控制穩定性的問題。此外,控制管道直徑不可能大,大約在12mm以內,否則會有沿程壓力損失,回油壓力快慢,進油壓力快慢等問題,直接導致充液閥的關閉效果不穩定,最終顯現出來的就是整個機床的動作、性能不穩定[3]。可以將控制閥拆分成兩個,直接裝到兩個油缸上面,兩個閥同步控制保證其控制效果。
4 液壓系統參數的確定
該折彎機滑塊長度18m,為控制減小滑塊的變形,使得滑塊的高度、厚度不可能做得小,高度4.8m,厚度300mm,這樣滑塊的重量會大于200t(含模具的重量),通常的3000噸油缸下腔面積不足以支撐這么重的滑塊,經計算加大油缸下腔的面積,使得支撐壓力在11MPa左右,帶來的后果就是油缸下腔的流量大大增加,為了達到滑塊的速度,只有加大液壓系統的通徑、流量。液壓系統的原始數據見表1。
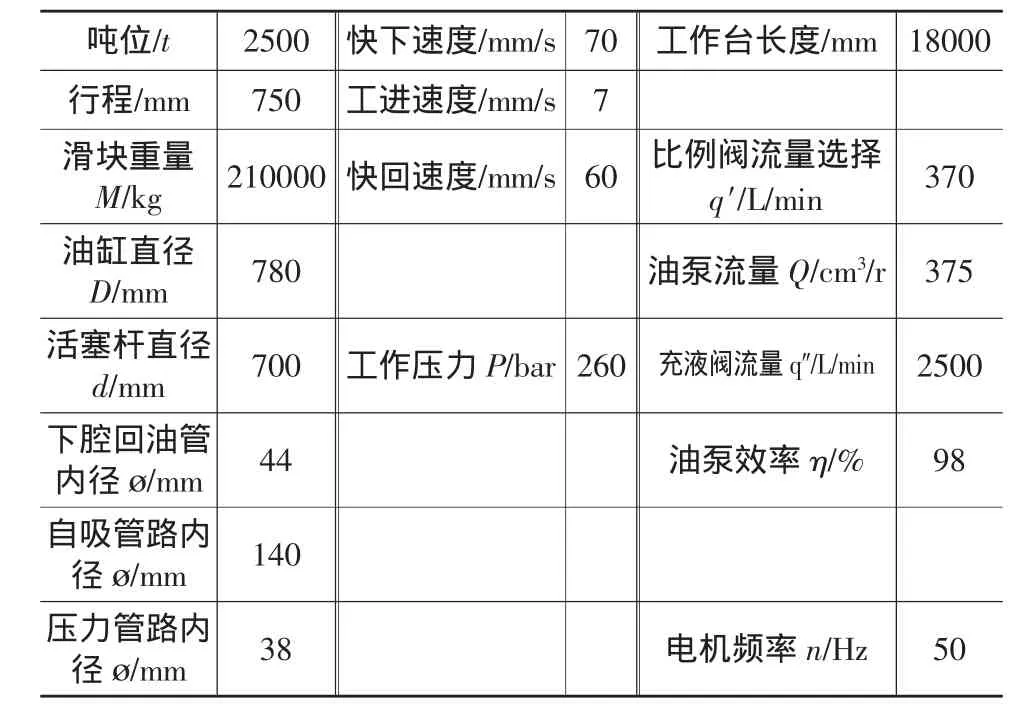
表1 液壓系統的原始數據
(1)油缸的表面積
由表中油缸直徑D和活塞桿直徑d可求的油缸上腔面積S為4776cm2,下腔面積s為929cm2,所以上下腔面積比為i==5.14。
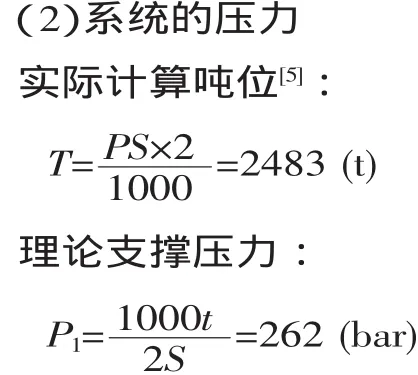
靜態支撐壓力:
(4)油箱體積
機械手冊第四卷P17~742中關于油箱尺寸的選擇有如下經驗值,即取液壓泵每分鐘流量的3~7倍[4],即:V=λq
式中:λ——系數。
表演時絕對要根據規定情境來進行的,不能隨心所欲。在規定的情境中交流,這是許多業余演員很容易疏忽的環節。交流有很多種:與對手的直接交流;與觀眾的間接交流;與一個不存在的對象交流;自己和自己交流。這些都是作為一名演員必需掌握的基本技能。交流的對象可以是物;可以是人;可以是自言自語。
為了使油泵和油路管道獲得充足的油液,這里選取λ=8,所以油箱的體積為4350L。
(5)速度分析①快下速度
由于快進時,油泵和充液閥同時對上油腔供油,這兩部分的流量都對快下的速度產生影響,但是油缸下腔油液只經過比例閥回到油箱中,所以按照比例閥計算的更準確些。
按充液閥計算[5]:
②工進速度
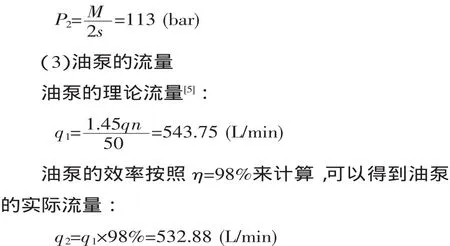
在工進時比例閥不一定需要全部打開,此時工進的速度可以通過油泵的流量求的,假設油泵的效率為98%,有:


③回程速度
回程時,油缸下腔的油液全部由油泵提供,所以可求得[5]:

5 工作臺撓度的補償
折彎機在板材折彎過程中,由于滑塊兩端受力最大,在反作用力下,滑塊下表面出現凹形形變,滑塊中間部分形變最明顯[6]。工件越長,這種誤差也越大。同時隨著影響負載的材料強度增加,或板料增厚都會導致全長范圍內的角度誤差增大,嚴重影響到工件的直線精度。所以,在超長超大折彎機對高強度板材折彎時,這種撓度的補償顯的尤為重要。
液壓補償系統采用直徑為?470mm的補償缸9個,補償閥流量為160L/min,補償管道內徑?20mm,計算下來數據顯示補償速度決定了補償流量,所以要加大補償溢流閥的通徑流量。考慮補償油缸在機床長度方向上布置的話,采用單邊進油會有沿程壓力損失,影響整個補償速度和精度,最后采用在機床左右兩側利用兩個油泵雙向供油給補償缸。
在超長超大折彎機中,采用液壓撓度補償,可獲得在工作臺全長上精度均勻一致的工件。液壓撓度補償由一組安裝在下工作臺內的油缸組成,可使工作臺相對移動,形成加凸的理想曲線,保證受力后與滑塊的相對位置關系不變。補償量由數控系統根據板厚、模具開口及材料特性自動計算確定。
液壓補償的優勢在于充分利用液壓原理,補償量隨著負載的增大而增大,不需要或者很少需要對補償量進行調節,更加方便用戶的使用,它在大、中、小型數控折彎床上都適用。不足在于成本高,結構較復雜,同時存在撓度曲線種類有限的問題[7]。
6 總結
該液壓系統集成度高,采用模塊化設計拆裝維修方便,具有流量大、速度快、精度高等優點,設計流量可以做到6000噸以上;具有多個安裝接口,可升級配置其他功能的閥塊,如安全閥塊等。充液閥的控制采用近端控制的方案,避免了遠端控制帶來的不穩定。大流量插裝式補償閥解決了補償流量速度的問題,兩側雙向進油方案解決了沿程壓力損失大、補償速度慢等問題。
[1]侯偉峰.數控折彎機液壓系統分析[J].伺服控制,2008,(2):54-56.
[2]馮開林,劉淑梅.一種先進板料折彎機液壓系統分析及其壓力控制特點研究[J].機床與液壓,2002,31(3):212-213.
[3]馬宏明,高紹平,王守仁.WA67Y_100型板料折彎機液壓系統及遠程調壓閥設計[J].機床與液壓,2007,36(4):245-246.
[4]任 麗,華 李,訾壯輝.臥式折彎機液壓及控制系統開發設計[J].機械設計與制造,2009,(5):49-51.
[5]成大先.機械設計手冊.第五版[M].北京:化學工業出版社,2008.
[6]張志兵,佘 健,陸聞海,等.數控折彎機兩種補償機構的比較[J].鍛壓裝備與制造技術,2010,45(5):37-38.
[7]吳國富.解析板料折彎機的撓度補償[J].裝備機械,2003,3:19-21.
[8]機械設計手冊編委會.機械設計手冊[J].北京:機械工業出版社,2004.
Design and analysis of hydraulic system for press brake with over-length&over-weight
CAO Guangrong1,ZHANG Zidong2,TAN Chuanming1,WANG Zhiming2,MAO Zhiqiang1,LIU Chong1,WEI Xuemei1
(1.Yawei Machine Tool Co.,Ltd.,Jiangdu 225200,Jiangsu China;2.Nanjing University of Science and Technology,Nanjing 210094,Jiangsu China)
An advanced and high effective hydraulic system of press brake has been introduced.The working principle and running process of the system have been analyzed.The characteristics of the proportional pressure control and the compensation of proportional hydraulic control of the working table have been put forward.The data of the system has been calculated and analyzed,and the specifications of the hydraulic system have been determined.
Hydraulic system;Press brake;Characteristic analysis;Parameter set
1672-0121(2011)04-0037-03
TP271+.31/TG315.5+4
B
2011-05-03
曹光榮(1975-),男,工程師,碩士,從事數控板料折彎機開發設計
