銅襯墊在箱形梁焊接中的應用
2011-11-16 04:37:06周理華崔遠良黃清平
鍛壓裝備與制造技術 2011年4期
江 山,周理華,崔遠良,黃清平
(湖南三一路面機械有限公司 工藝裝備研究院,湖南 長沙 410100)
銅襯墊在箱形梁焊接中的應用
江 山,周理華,崔遠良,黃清平
(湖南三一路面機械有限公司 工藝裝備研究院,湖南 長沙 410100)
箱形梁焊接過去的舊工藝有許多弊端,給公司生產帶來不少麻煩。為此,我們采用加銅墊板的方式,很好地解決這個難題,取得了好的效果。
機械制造;焊接;箱形梁;工藝改進
1 前言
焊接箱形梁應用廣泛,焊接要求高,制作難度大。以前,我公司箱形梁焊接采用里三層、外三層的焊接方式,在焊接完里三層后需要打磨清根,清根時間很長,一條焊縫要半小時,很費砂輪片,飛濺嚴重。我們采用加銅墊板的工藝方式,很好地解決了這個問題。
2 舊工藝
箱形梁四條主焊縫如圖1所示。立板開雙面坡口,坡口為帶鈍邊雙單邊V型坡口,焊角尺寸為8mm,角度為50°,鈍邊為2mm;2條角焊縫焊角尺寸為9mm,焊接間隙為2mm。探傷要求為AI級。
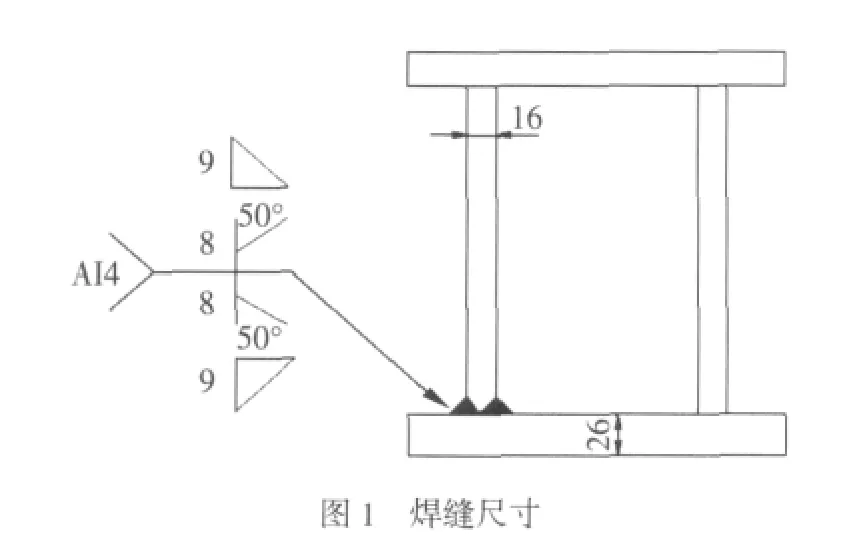
焊接工藝:主筒內側先手工打底,再用焊接專機焊2層;主筒外側打磨清根,手工焊接2層,然后用焊接小車作蓋面焊。
3 改進后工藝
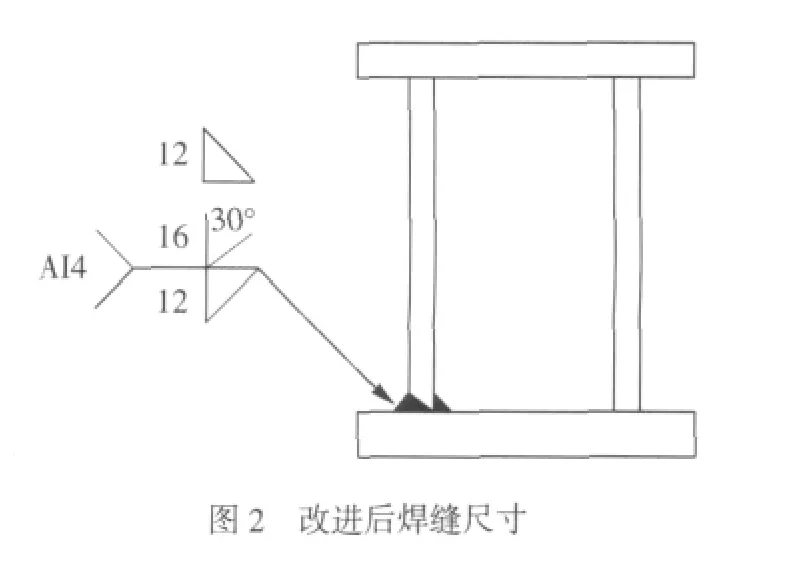
首先,更改焊縫尺寸,見圖2。把雙面坡口改為單面V型坡口,焊角尺寸為16mm,角度為30°,兩條角焊縫焊角尺寸為12mm。探傷要求不變。
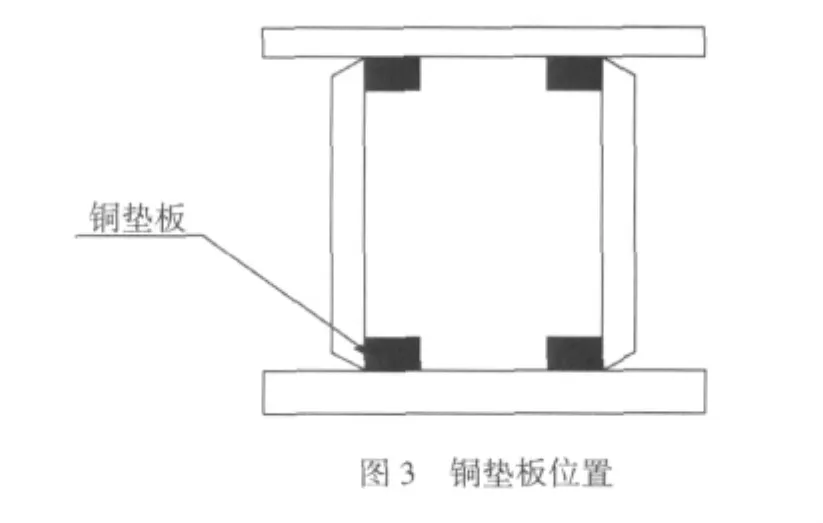
改進焊接工藝:箱形梁主筒首先點焊拼板,在主筒內側安裝銅板并用壓尖點焊固定;主筒外焊縫手工打底,打底后拆掉銅板,用手工焊一層,焊接小車焊兩層;主筒內焊縫用焊接專機焊一層。銅墊板尺寸2000mm×30mm×30mm。銅墊板位置見圖3。
為此,我們做了取消打磨清根實驗,包括焊接實驗、腐蝕實驗、力學性能實驗。
4 試驗
4.1 加銅襯墊焊接實驗
試驗內容(圖4、圖 5):
(1)坡口由雙面坡口改為單面坡口,坡口角度為30°,焊角尺寸為 16mm,角度為 30°,兩條角焊縫焊角尺寸為12mm。
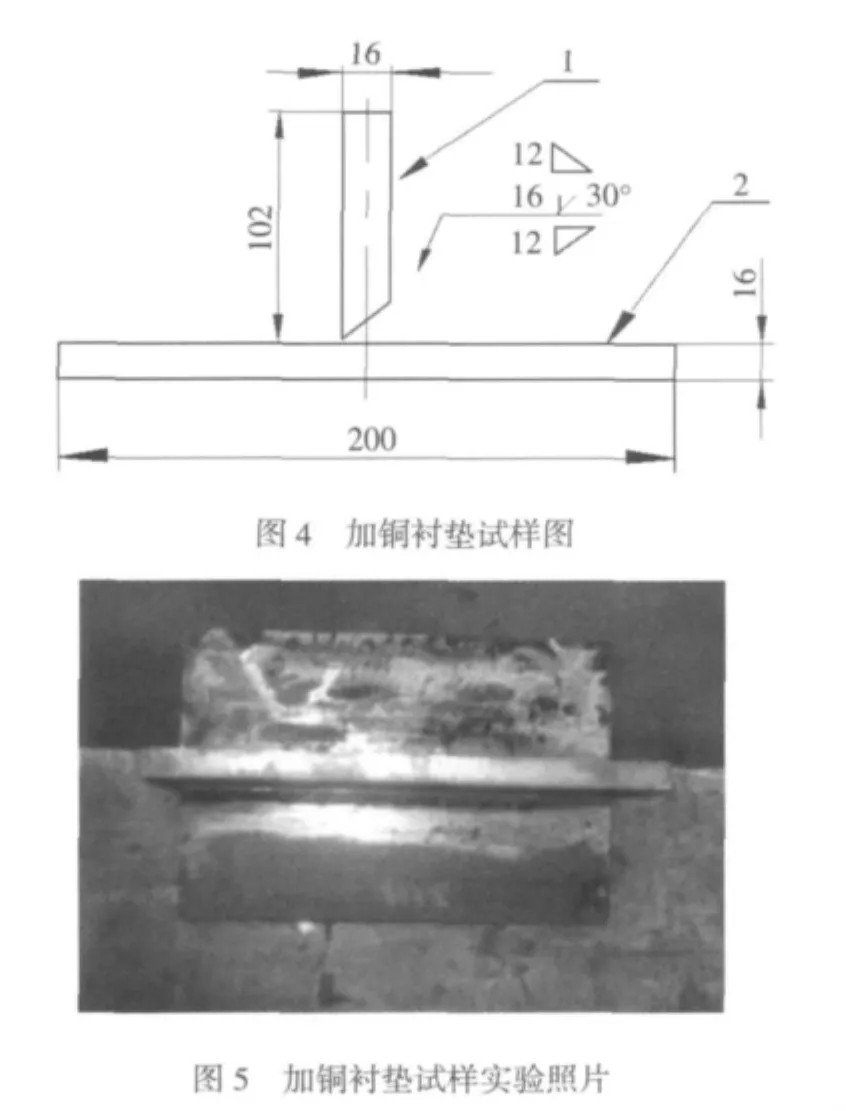
(2)首先點焊拼板,在無坡口側安裝銅板;手工打底,打底后拆掉銅板,不清根、不打磨;開坡口處用手工焊一層,焊接小車焊兩層;無坡口處用焊接專機焊一層。
(3)材質:底板一HG785,底板二BHT100。結論:超聲波檢查(A類I級)合格。
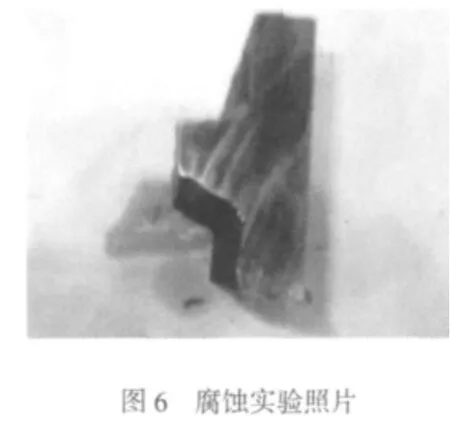
4.2 腐蝕試驗(圖6)
加銅襯墊試樣斷面與腐蝕試驗:切割得到3個斷面,斷面成形良好。對斷面進行腐蝕后,無缺陷出現。
4.3 力學性能試驗
對加銅墊試樣進行力學性能試驗。試驗結果如表1所示。
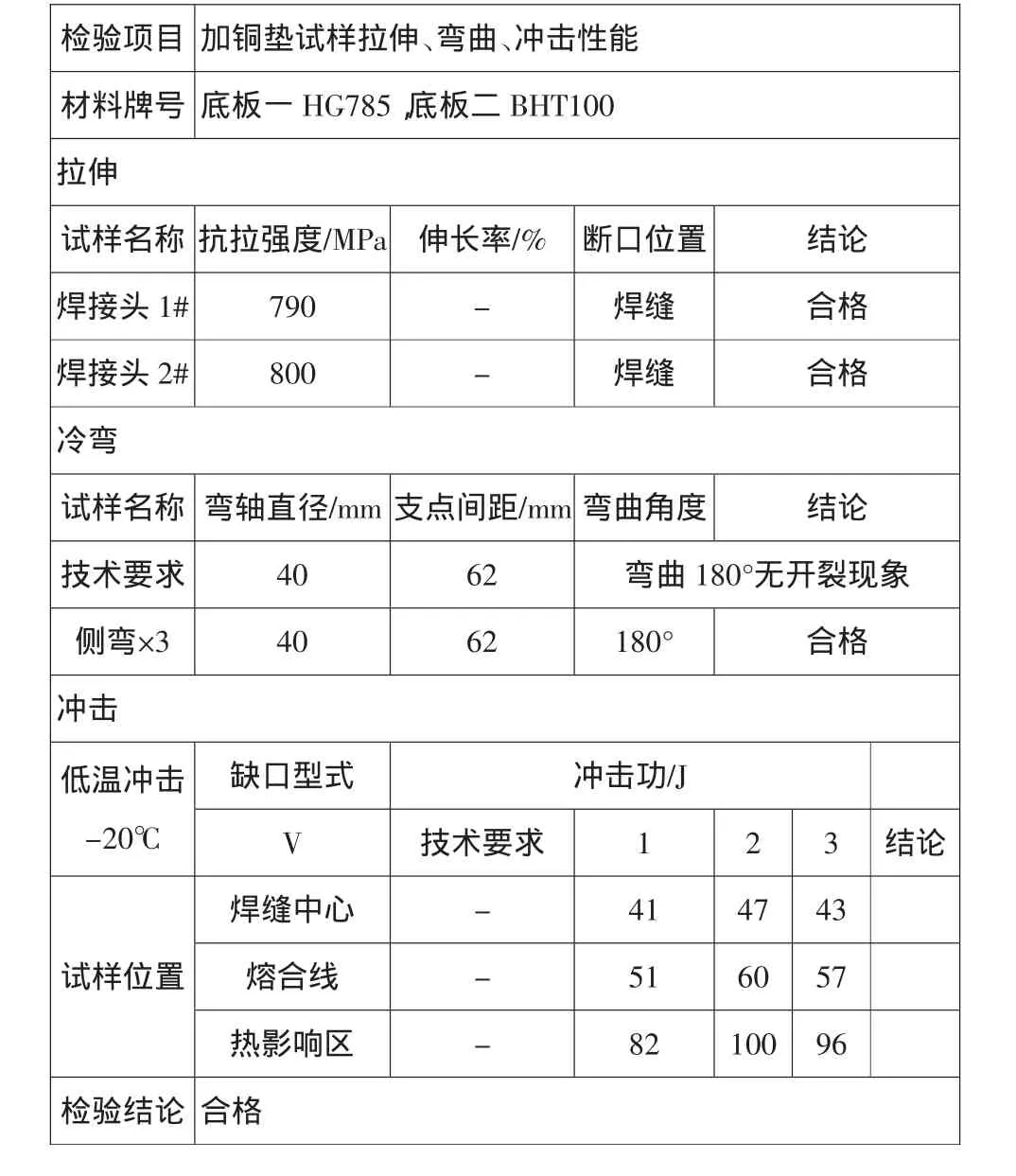
表1 加銅墊試樣力學性能測試
5 結論
以上實驗證明,試樣能夠達到探傷要求,斷面成形良好,力學性能合格。采用加銅墊板的方式能取消打磨清根。試樣性能達到產品要求,改進工藝方案可行。
[1]陶友瑞.B410LA動靜態力學性能實驗研究.鍛壓裝備與制造技術,2009,44(1):82-83.
[2]梁化春.振動時效消除壓力機焊接機身殘余應力的實例分析.鍛壓裝備與制造技術,2009,44(2):54-56.
Application of copper cushion to the welding process of box girder
JIANG Shan,ZHOU Lihua,CUI Yuanliang,HUANG Qingping
(Institute of Process and Equipment,Hunan Sany Road Machinery Ltd.,Changsha 410100,Hunan China)
The old technology for welding the box girder has lots of defects,which causes much trouble to the production of the company.By use of a copper cushion,the problem has been solved,which gains a good effect.
Welding;Box girder;Technology improvement
TG44
B
1672-0121(2011)04-0055-02
2011-04-02
江 山(1981-),男,工程師,從事機械制造工藝設計與研究工作
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24
